

Se nasce l’esigenza di eseguire dei fori con diametri sotto al millimetro, con i trapani tradizionali ci sono delle difficoltà.
Come prima cosa è necessaria una “sensibilità” sulla pressione esercitata durante la foratura. Infatti è molto facile spingere più del necessario e come risultato si ha la rottura della punta.
Seconda cosa importante è che l’eccentricità di rotazione del mandrino sia più ridotta possibile. Il rapporto di eccentricità/diametro punta gioca un ruolo fondamentale.
Estremizzando il ragionamento, se abbiamo sul mandrino che ha una eccentricità di rotazione di 2 centesimi, su una punta da 10 mm. (0,2/10=0,02) inciderà poco sulla precisione del nostro foro. Se la stessa eccentricità la rapportiamo ad una punta da 0.3 mm (0,2/0,3=0,66) vediamo che la vibrazione introdotta porta il centro di foratura ad un errore ciclico di oltre metà del diametro della punta stessa.

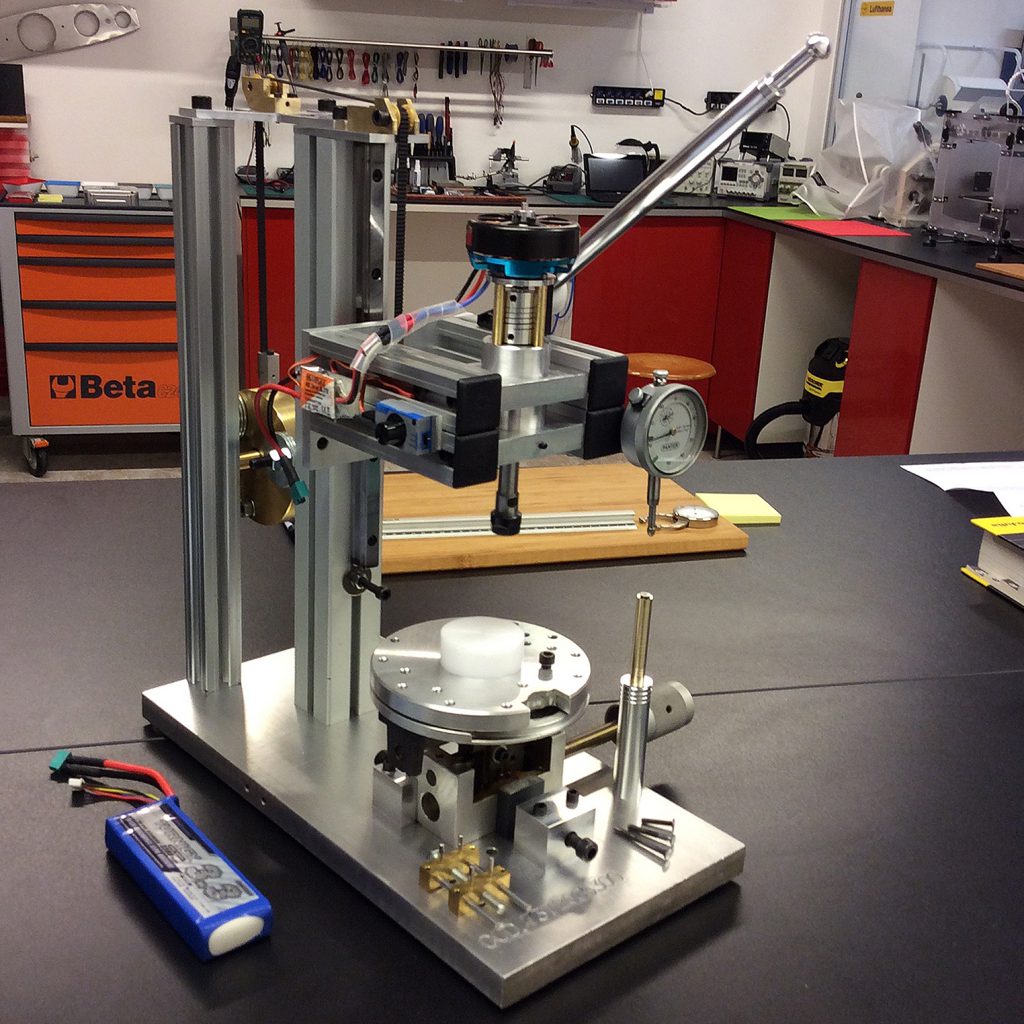
Abbiamo realizzato un trapano sensitivo molto economico rispetto alle prestazioni che offre. il progetto nasce con l’intento di raggiungere degli obiettivi:
- forare con punte fino a 2 decimi.
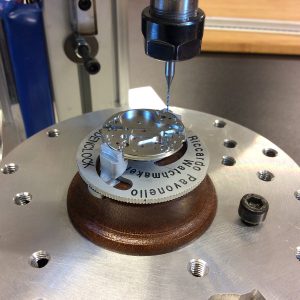
- avere una base rotante per poter eseguire sequenze circolari con una ottima precisione.
- poter staffare pezzi molto vari nella forma.
- avere una altezza esagerata per la categoria, per poter forare anche pezzi voluminosi.
- possibilità di inserimento rapido di maschere di foratura e mini morse specializzate.
- poter avere una spostamento lineare molto ampio per forature in linea.
Il tutto utilizzando una struttura molto rigida, pur rimanendo nella semplicità costruttiva.
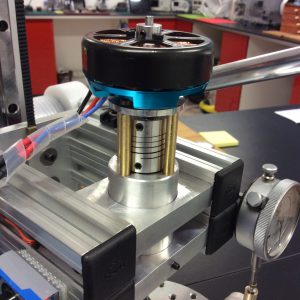
il progetto prevedeva un mandrino con un asse che porta una pinza R11 con cuscinetti di buona qualità ad alta velocità.
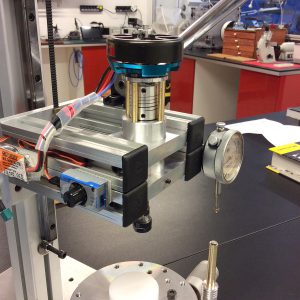 Il motore è stato utilizzato uno per elicotteri RC, grande coppia e velocità quanto basta. Può essere alimentato a 12 volt sia con batterie al litio (garantiscono ore e ore di lavoro), oppure attraverso un alimentatore opportunamente dimensionato.
Il motore è stato utilizzato uno per elicotteri RC, grande coppia e velocità quanto basta. Può essere alimentato a 12 volt sia con batterie al litio (garantiscono ore e ore di lavoro), oppure attraverso un alimentatore opportunamente dimensionato.
Analizziamo le varie caratteristiche:
la corsa Z molto ampia circa 200 mm, è garantita da un un pattino a ricircolo di sfere e la sua relativa guida.
Avere la possibilità di forare il linea con spostamenti paralleli e circolari.
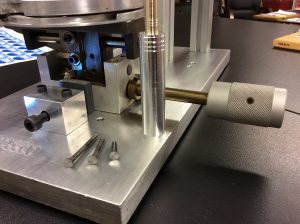
infatti la base può ruotare liberamente su un grande cuscinetto e gli spostamenti asse y sono elevatissimi circa 70mm.
Le basi di spinta del taglio sono intercambiabili in Delrin si possono realizzare in base all’esigenze.
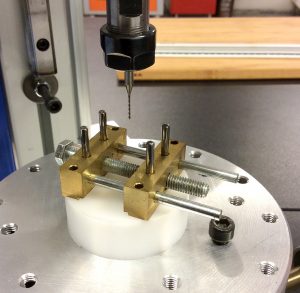
Una mini morsa per pezzi molto piccoli.
Una serie di fori filettati per staffare tutto il possibile.
La rotazione e la transalazione libera (se voglio si possono bloccare in modo indipendente) permette di centrare il foro su pezzo staffato con estrema precisione e flessibilità.
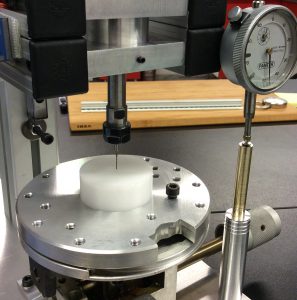
La precisione è fondamentale con punte sotto il mm una piccola eccentricità rompe la punta e il tutto deve avere un vera sensibilità sul dito. Ho verificato una spinta giusta che va da 500 g a 1000 g .
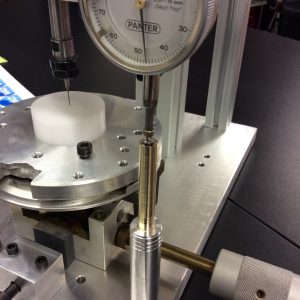
Un comparatore indica sia la profondità di taglio, sia, soprattutto, è utile per capire l’avanzamento della punta nel materiale.
Il tutto ha una eccentricita sulla pinza di 0.01 e sul candela della punta (dia 3mm) di 0.03. Questo errore è dovuto alla qualità delle pinze e portapinze, che volendo si può migliorare, anche se dalle prove non abbiamo riscontrato problemi di nessun tipo.
 Un sistema di carrucole e pesi bilanciano la spinta fino a renderla neutra. Si riesce a percepire sulla leva di comando, il tocco sul tastatore del comparatore.
Un sistema di carrucole e pesi bilanciano la spinta fino a renderla neutra. Si riesce a percepire sulla leva di comando, il tocco sul tastatore del comparatore.
DESIDERO CONOSCERE IL PRODUTTORE
Il produttore sono io, infatti come da descrizione si tratta di un oggetto progettato e realizzato dalla icaos.
Hai fatto un lavoro superbo,eccezionale e bellissimo,dalla componentistica mi sono accorto che sei anche aeromodellista, (infatti dopo ho anche visto il tucano con i suoi bei carrelli), ESC multiplex,motore dell’elicottero multiplex e per regolare i giri un provaservi,anche io ho un tornio Ceriani (peccato che abbia chiuso) ho anche la fresa Ceriani,ho avuto un pantografo CNC poi venduto, ora sono in procinto di costruirne uno molto più grande,nel frattempo mi accontento di una piccolissima CNC con area utile di 19×14 cm.
Ancora complimenti per i tuoi capolavori.
saluti
Alfonso
grazie dei complimenti, scusa ho visto solo adesso il tuo messaggio
https://t.me/officials_pokerdom/3686
https://t.me/s/lex_officials
https://t.me/kazino_s_minimalnym_depozitom/11
eadogc
levitra mail order levitra pharmaceutical viagra oppure levitra
4c4mze
https://t.me/s/iGaming_live/4864
https://t.me/officials_pokerdom/4105
https://t.me/s/atom_official_casino
http://images.google.ki/url?q=https://t.me/s/officials_7k/678
re78t2
https://t.me/s/iGaming_live/4774
https://t.me/s/Top_BestCasino/6
https://t.me/s/Top_BestCasino/125
https://t.me/Best_promocode_rus/3702
https://t.me/leon_casino_play
https://t.me/s/iGaming_live/4868
rcvxoc
https://t.me/s/dragon_money_mani/18
vmnaez
https://t.me/s/iGaming_live/4864
https://t.me/officials_pokerdom/4036
https://t.me/s/RejtingTopKazino
ud12kf
Some of them are even willing to create content for free just to get a written reference.
Despite the multitude of unanswered questions and misleading facts, why is the penis enlargement
industry so prosperous even though it is burdened with such a dissenting
reputation? If your prostate continues to grow, your symptoms may become more serious or harder to manage,
even if you’re taking medications. All that said, because these supplements don’t require
FDA approval, they may also contain ingredients that aren’t identified on the label.
This is the only procedure with FDA (Food and Drug
Administration) clearance for cosmetic enhancement.
If one medication doesn’t improve your symptoms or if it causes uncomfortable side effects, your doctor may recommend another drug.
If you’re trying to conceive, it may be a good idea to switch to boxers.
Make sure you tell your doctor about all medications you’re
taking before you start taking a PDE-5 inhibitor.
https://t.me/s/officials_pokerdom/3602
https://t.me/officials_pokerdom/3895
https://t.me/s/iGaming_live/4875
http://images.google.ki/url?q=https://t.me/s/officials_7k/923
zw41ru
17zjsc
xpkkbo
kodvs3
wpj9la
jq78k6
akgtzg
You’re in safe hands at Eskulap Clinic. More importantly, you have everything to gain, including male enhancement and
your confidence back when you’re in between the sheets.
About 30 minutes of intense exercising not less than 3 times a week is sufficient to keep your cardiovascular system in a good shape.
Viagra is a brand of medicine that’s used for erectile dysfunction. One of those chemical
agents is ‘ cyclic GMP’ which is accountable for widening the blood vessels throughout the penis.
Surgery remains the gold standard for penis enlargement and has been performed for over 30 years (and potentially even longer than that) on hundreds of thousands of
men. The major downside we discovered with SizeGenetics is the weight of the device.
The Pfizer product is meant for those men who’ve face difficulties in attaining erection, particularly after sporting
condoms. In different words, the little blue pills
don’t help her have intercourse, they assist her have nice intercourse.
Talk with a mental health professional about your concerns.
“Some men have very loose tissue and some are cut very tight,” he said.
The American Academy of Pediatrics says circumcision may have some health
benefits, but it is not medically necessary.
q5pxi2
https://t.me/s/iGaming_live/4743
https://t.me/s/Top_BestCasino/7
https://t.me/Top_BestCasino/165
https://t.me/s/iGaming_live/4863
https://t.me/official_pokerdom_pokerdom
https://t.me/officials_pokerdom/3094
https://t.me/iGaming_live/4872
7j5duz
I seriously love your blog.. Pleasant colors & theme. Did you build this web site yourself?
Please reply back as I’m looking to create my very own website and would like to learn where
you got this from or exactly what the theme is called. Appreciate it!
I blog frequently and I genuinely appreciate your information. Your article has really peaked my interest.
I am going to book mark your website and keep checking for new
information about once a week. I opted in for your RSS feed too.
Stream adult content safely by choosing verified adult
websites. Opt for reliable sources for discreet entertainment.
Feel free to surf to my webpage; BUY OXYCODONE ONLINE
9klt4x
965vez
lnttve
j6xebd
3g758i
2lbhog
71apvy
**mindvault**
mindvault is a premium cognitive support formula created for adults 45+. It’s thoughtfully designed to help maintain clear thinking
https://t.me/s/iGaming_live/4866
https://t.me/s/ezcash_officials
http://images.google.ki/url?q=https://t.me/s/officials_7k/828
an9wwj
tlx3s6
au2to6
https://t.me/iGaming_live/4735
https://t.me/Top_BestCasino/10
https://t.me/s/Top_BestCasino/142
https://t.me/s/iGaming_live/4863
https://t.me/Best_promocode_rus/3702
https://t.me/official_pokerdom_pokerdom
https://t.me/s/officials_pokerdom/3763
https://t.me/s/BEEFCASINO_OFFICIALS
Hey! I understand this is somewhat off-topic however
I needed to ask. Does running a well-established website
such as yours require a lot of work? I am brand new to operating a blog however I
do write in my diary on a daily basis. I’d like to start a blog so I can share my experience and views online.
Please let me know if you have any ideas or tips for brand
new aspiring blog owners. Thankyou!
**prostadine**
prostadine is a next-generation prostate support formula designed to help maintain, restore, and enhance optimal male prostate performance.
Adult can be accessed through secure and reputable websites.
Explore reliable sources for quality content.
Feel free to surf to my homepage … buy cannabis online
**sugarmute**
sugarmute is a science-guided nutritional supplement created to help maintain balanced blood sugar while supporting steady energy and mental clarity.
If you want to increase your experience simply keep visiting this site and be updated with the hottest news update posted here.
**glpro**
glpro is a natural dietary supplement designed to promote balanced blood sugar levels and curb sugar cravings.
https://t.me/officials_pokerdom/3846
https://t.me/s/Irwin_officials
https://t.me/kazino_s_minimalnym_depozitom/2
**zencortex**
zencortex contains only the natural ingredients that are effective in supporting incredible hearing naturally.
**mitolyn**
mitolyn a nature-inspired supplement crafted to elevate metabolic activity and support sustainable weight management.
3p1v09
**prodentim**
prodentim an advanced probiotic formulation designed to support exceptional oral hygiene while fortifying teeth and gums.
https://t.me/s/officials_pokerdom/3147
https://t.me/s/dragon_money_mani/29
**yusleep**
yusleep is a gentle, nano-enhanced nightly blend designed to help you drift off quickly, stay asleep longer, and wake feeling clear.
**vitta burn**
vitta burn is a liquid dietary supplement formulated to support healthy weight reduction by increasing metabolic rate, reducing hunger, and promoting fat loss.
**synaptigen**
synaptigen is a next-generation brain support supplement that blends natural nootropics, adaptogens
**nitric boost**
nitric boost is a dietary formula crafted to enhance vitality and promote overall well-being.
**glucore**
glucore is a nutritional supplement that is given to patients daily to assist in maintaining healthy blood sugar and metabolic rates.
**wildgut**
wildgutis a precision-crafted nutritional blend designed to nurture your dog’s digestive tract.
Porn website offers a range of videos for adult entertainment.
Select trusted porn hubs for a safe experience.
Here is my blog post; BEST SITE TO BUY VIAGRA ONLINE
you are truly a just right webmaster. The website
loading pace is amazing. It kind of feels that you’re doing any distinctive trick.
Furthermore, The contents are masterpiece. you’ve done a magnificent activity in this subject!
**pinealxt**
pinealxt is a revolutionary supplement that promotes proper pineal gland function and energy levels to support healthy body function.
**energeia**
energeia is the first and only recipe that targets the root cause of stubborn belly fat and Deadly visceral fat.
**boostaro**
boostaro is a specially crafted dietary supplement for men who want to elevate their overall health and vitality.
https://t.me/officials_pokerdom/3527
https://t.me/s/iGaming_live/4867
**prostabliss**
prostabliss is a carefully developed dietary formula aimed at nurturing prostate vitality and improving urinary comfort.
https://t.me/iGaming_live/4805
https://t.me/s/flagman_official_registration
https://t.me/s/be_1win/476
https://t.me/Top_BestCasino/8
https://t.me/s/Top_BestCasino/123
https://t.me/s/iGaming_live/4863
https://t.me/dragon_money_mani/35
https://t.me/leon_casino_play
https://t.me/s/Martin_casino_officials
I think that everything composed made a great deal of sense.
But, what about this? what if you added a little content?
I mean, I don’t wish to tell you how to run your blog, however what if
you added something to possibly get people’s attention? I mean Trapano
sensitivo – iCAOS is kinda plain. You ought to look at Yahoo’s home page and see how they create article titles to get viewers interested.
You might add a video or a picture or two to grab readers interested about what you’ve got to say.
In my opinion, it would bring your posts a little bit more interesting.
**potent stream**
potent stream is engineered to promote prostate well-being by counteracting the residue that can build up from hard-water minerals within the urinary tract.
**breathe**
breathe is a plant-powered tincture crafted to promote lung performance and enhance your breathing quality.
Hi there, just wanted to mention, I enjoyed this article.
It was inspiring. Keep on posting!
**hepatoburn**
hepatoburn is a premium nutritional formula designed to enhance liver function, boost metabolism, and support natural fat breakdown.
**hepatoburn**
hepatoburn is a potent, plant-based formula created to promote optimal liver performance and naturally stimulate fat-burning mechanisms.
**cellufend**
cellufend is a natural supplement developed to support balanced blood sugar levels through a blend of botanical extracts and essential nutrients.
**prodentim**
prodentim is a forward-thinking oral wellness blend crafted to nurture and maintain a balanced mouth microbiome.
**flow force max**
flow force max delivers a forward-thinking, plant-focused way to support prostate health—while also helping maintain everyday energy, libido, and overall vitality.
**neurogenica**
neurogenica is a dietary supplement formulated to support nerve health and ease discomfort associated with neuropathy.
**revitag**
revitag is a daily skin-support formula created to promote a healthy complexion and visibly diminish the appearance of skin tags.
**sleeplean**
sleeplean is a US-trusted, naturally focused nighttime support formula that helps your body burn fat while you rest.
you’re truly a just right webmaster. The web site loading pace is incredible. It kind of feels that you’re doing any distinctive trick. Moreover, The contents are masterwork. you’ve done a fantastic activity in this matter!
номер временный
**memorylift**
memorylift is an innovative dietary formula designed to naturally nurture brain wellness and sharpen cognitive performance.
Galera, vim dividir minhas impressoes no 4PlayBet Casino porque me impressionou bastante. A variedade de jogos e surreal: poquer estrategico, todos sem travar. O suporte foi amigavel, responderam em minutos pelo chat, algo que raramente vi. Fiz saque em Bitcoin e o dinheiro entrou na mesma hora, ponto fortissimo. Se tivesse que criticar, diria que seria legal torneios de slots, mas isso nao estraga a experiencia. Resumindo, o 4PlayBet Casino vale demais a pena. Com certeza vou continuar jogando.
savage gear 4play soft|
https://t.me/s/officials_1xbet_1xbet
Ich bin fasziniert von SpinBetter Casino, es liefert ein Abenteuer voller Energie. Es wartet eine Fulle spannender Optionen, mit dynamischen Tischspielen. Die Hilfe ist effizient und pro, bietet klare Losungen. Die Auszahlungen sind ultraschnell, obwohl zusatzliche Freispiele waren ein Highlight. In Kurze, SpinBetter Casino bietet unvergessliche Momente fur Casino-Liebhaber ! Nicht zu vergessen die Navigation ist kinderleicht, was jede Session noch besser macht. Ein weiterer Vorteil die Community-Events, die Vertrauen schaffen.
spinbettercasino.de|
Ich bin begeistert von der Welt bei Cat Spins Casino, es ladt zu unvergesslichen Momenten ein. Das Angebot ist ein Paradies fur Spieler, mit Spielautomaten in beeindruckenden Designs. Mit blitzschnellen Einzahlungen. Der Service ist immer zuverlassig. Transaktionen laufen reibungslos, manchmal mehr Bonusangebote waren spitze. Alles in allem, Cat Spins Casino ist ein Top-Ziel fur Casino-Fans. Zusatzlich die Plattform ist visuell ansprechend, eine vollstandige Immersion ermoglicht. Ein Hauptvorteil die regelma?igen Turniere fur Wettbewerbsspa?, die die Begeisterung steigern.
http://www.catspinscasino777.com|
I’ve got a soft spot for Pinco, it pulls you into a world of thrills. The diversity is mind-blowing, including in-play sports wagers. 100% up to $500 including free spins. Support is dependable and helpful. Winnings arrive with zero delay, sometimes more frequent offers would be a hit. To wrap up, Pinco is a platform that rocks. By the way the site is fast and stylish, adds electric energy. Also fantastic are the broad sports betting markets, that strengthens player bonds.
Move forward|
Je suis emerveille par Sugar Casino, il cree un monde de sensations fortes. Les options de jeu sont infinies, incluant des paris sportifs en direct. Il booste votre aventure des le depart. Le service d’assistance est au point. Les transactions sont toujours fiables, cependant des recompenses additionnelles seraient ideales. En bref, Sugar Casino est un incontournable pour les joueurs. A noter le site est rapide et immersif, ce qui rend chaque session plus excitante. Particulierement fun les competitions regulieres pour plus de fun, offre des recompenses continues.
DГ©couvrir|
Je suis enthousiasme par Sugar Casino, il propose une aventure palpitante. La selection de jeux est impressionnante, incluant des paris sur des evenements sportifs. Il rend le debut de l’aventure palpitant. Disponible a toute heure via chat ou email. Les transactions sont toujours fiables, toutefois des offres plus consequentes seraient parfaites. En somme, Sugar Casino est une plateforme qui fait vibrer. Pour couronner le tout le site est rapide et engageant, booste le fun du jeu. A noter les options variees pour les paris sportifs, qui stimule l’engagement.
DГ©couvrir le web|
Je suis enthousiaste a propos de Sugar Casino, il cree une experience captivante. La gamme est variee et attrayante, offrant des sessions live palpitantes. 100% jusqu’a 500 € avec des spins gratuits. Le service client est excellent. Le processus est transparent et rapide, de temps a autre des recompenses additionnelles seraient ideales. Pour conclure, Sugar Casino garantit un amusement continu. A noter le design est moderne et attrayant, booste le fun du jeu. Particulierement cool le programme VIP avec des niveaux exclusifs, cree une communaute vibrante.
Tout apprendre|
View explicit material safely by choosing verified adult websites.
Opt for secure platforms for discreet entertainment.
Look into my web blog … BUY CANNABIS ONLINE
Ich bin beeindruckt von der Qualitat bei Cat Spins Casino, es bietet eine dynamische Erfahrung. Es gibt zahlreiche spannende Spiele, mit modernen Slots in ansprechenden Designs. Er gibt Ihnen einen Kickstart. Die Mitarbeiter antworten prazise. Zahlungen sind sicher und schnell, gelegentlich gro?ere Boni waren ideal. In Summe, Cat Spins Casino ist perfekt fur Casino-Liebhaber. Zusatzlich die Navigation ist klar und flussig, jeden Moment aufregender macht. Ein starkes Feature die vielfaltigen Wettmoglichkeiten, kontinuierliche Belohnungen bieten.
Jetzt entdecken|
https://t.me/s/iGaming_live/4677
https://t.me/s/Top_BestCasino/8
https://t.me/Top_BestCasino/163
https://t.me/s/iGaming_live/4863
https://t.me/officials_pokerdom/3432
https://t.me/s/RejtingTopKazino
Ich bin fasziniert von Cat Spins Casino, es schafft eine elektrisierende Atmosphare. Das Spieleportfolio ist unglaublich breit, mit spannenden Sportwetten-Angeboten. 100 % bis zu 500 € und Freispiele. Der Kundensupport ist erstklassig. Transaktionen sind immer sicher, dennoch mehr Bonusvielfalt ware ein Vorteil. Abschlie?end, Cat Spins Casino ist ein Muss fur Spielbegeisterte. Zudem die Seite ist schnell und attraktiv, eine immersive Erfahrung ermoglicht. Ein klasse Bonus ist das VIP-Programm mit exklusiven Stufen, ma?geschneiderte Vorteile liefern.
Ins Web gehen|
Ich bin fasziniert von SpinBetter Casino, es bietet einen einzigartigen Kick. Es gibt eine unglaubliche Auswahl an Spielen, mit immersiven Live-Sessions. Der Support ist 24/7 erreichbar, mit praziser Unterstutzung. Die Gewinne kommen prompt, obwohl die Offers konnten gro?zugiger ausfallen. Zum Ende, SpinBetter Casino ist eine Plattform, die uberzeugt fur Adrenalin-Sucher ! Nicht zu vergessen die Navigation ist kinderleicht, fugt Magie hinzu. Ein Pluspunkt ist die Vielfalt an Zahlungsmethoden, die den Einstieg erleichtern.
https://spinbettercasino.de/|
Je suis enthousiasme par Sugar Casino, il offre une experience dynamique. Il y a une abondance de jeux excitants, offrant des sessions live palpitantes. Le bonus d’inscription est attrayant. Le suivi est impeccable. Le processus est simple et transparent, malgre tout des bonus plus frequents seraient un hit. Pour finir, Sugar Casino garantit un amusement continu. Notons aussi la plateforme est visuellement electrisante, booste l’excitation du jeu. Un plus les transactions en crypto fiables, qui booste la participation.
Visiter en ligne|
Je suis sous le charme de Ruby Slots Casino, on y trouve une energie contagieuse. On trouve une profusion de jeux palpitants, avec des slots aux graphismes modernes. 100% jusqu’a 500 € + tours gratuits. Disponible 24/7 pour toute question. Les paiements sont surs et fluides, de temps a autre des bonus plus frequents seraient un hit. Globalement, Ruby Slots Casino est un incontournable pour les joueurs. Notons egalement l’interface est fluide comme une soiree, amplifie le plaisir de jouer. Particulierement interessant les competitions regulieres pour plus de fun, cree une communaute vibrante.
Aller au site|
Je suis enthousiasme par Sugar Casino, ca transporte dans un univers de plaisirs. On trouve une gamme de jeux eblouissante, incluant des options de paris sportifs dynamiques. 100% jusqu’a 500 € plus des tours gratuits. Le service est disponible 24/7. Les retraits sont fluides et rapides, de temps a autre quelques tours gratuits en plus seraient geniaux. Pour finir, Sugar Casino est un endroit qui electrise. Pour couronner le tout le site est rapide et immersif, permet une immersion complete. Un element fort le programme VIP avec des recompenses exclusives, garantit des paiements securises.
Commencer Г naviguer|
Je suis fascine par Ruby Slots Casino, il cree un monde de sensations fortes. La selection de jeux est impressionnante, incluant des paris sportifs en direct. Le bonus de depart est top. Le support est pro et accueillant. Les paiements sont surs et fluides, par ailleurs plus de promos regulieres dynamiseraient le jeu. Au final, Ruby Slots Casino vaut une visite excitante. Ajoutons aussi la plateforme est visuellement vibrante, ajoute une touche de dynamisme. Egalement top les tournois frequents pour l’adrenaline, garantit des paiements rapides.
Aller sur le site|
Ich bin vollig uberzeugt von Cat Spins Casino, es schafft eine aufregende Atmosphare. Die Auswahl ist atemberaubend vielfaltig, mit aufregenden Live-Casino-Erlebnissen. Der Bonus ist wirklich stark. Der Service ist rund um die Uhr verfugbar. Die Zahlungen sind sicher und zuverlassig, ab und zu mehr Bonusvielfalt ware ein Vorteil. Im Gro?en und Ganzen, Cat Spins Casino sorgt fur kontinuierlichen Spa?. Nebenbei die Benutzeroberflache ist klar und flussig, einen Hauch von Eleganz hinzufugt. Ein klasse Bonus die zahlreichen Sportwetten-Moglichkeiten, die Teilnahme fordern.
Genauer ansehen|
It’s truly very complicated in this full of activity life to listen news on TV,
therefore I just use web for that purpose, and obtain the most up-to-date news.
Here is my homepage; BUY XANAX WITHOUT PRESCRITION
https://t.me/iGaming_live/4631
https://t.me/s/Top_BestCasino/9
https://t.me/Top_BestCasino/6
https://t.me/s/iGaming_live/4863
https://t.me/dragon_money_mani/32
Inhoud voor volwassenen is beschikbaar op verschillende adult
websites voor vermaak. Kies altijd voor betrouwbare adult sites.
my web page; BUY CANNABIS ONLINE
Sou louco pela energia de BacanaPlay Casino, tem uma vibe de jogo tao animada quanto uma bateria de escola de samba. A gama do cassino e simplesmente um sambodromo de prazeres, oferecendo sessoes de cassino ao vivo que sambam com energia. A equipe do cassino entrega um atendimento que e puro carnaval, acessivel por chat ou e-mail. O processo do cassino e limpo e sem tumulto, as vezes mais bonus regulares no cassino seria brabo. No fim das contas, BacanaPlay Casino vale demais sambar nesse cassino para quem curte apostar com gingado no cassino! Vale dizer tambem a navegacao do cassino e facil como um passo de frevo, eleva a imersao no cassino ao ritmo de um tamborim.
bacanaplay anmeldelse|
Ich bin beeindruckt von Cat Spins Casino, es ist ein Hotspot fur Spielspa?. Das Angebot an Titeln ist riesig, mit interaktiven Live-Spielen. Mit einfachen Einzahlungen. Der Service ist immer zuverlassig. Der Prozess ist unkompliziert, trotzdem mehr Bonusvielfalt ware ein Vorteil. Alles in allem, Cat Spins Casino bietet ein gro?artiges Erlebnis. Daruber hinaus die Oberflache ist glatt und benutzerfreundlich, eine vollstandige Eintauchen ermoglicht. Ein besonders cooles Feature die regelma?igen Wettbewerbe fur Spannung, zuverlassige Transaktionen sichern.
Jetzt entdecken|
https://t.me/s/dragon_money_mani/16
Ich liebe das Flair von Cat Spins Casino, es ist ein Ort, der begeistert. Die Spielauswahl ist ein echtes Highlight, mit Spielautomaten in kreativen Designs. Der Bonus fur Neukunden ist attraktiv. Der Service ist rund um die Uhr verfugbar. Zahlungen sind sicher und schnell, trotzdem mehr Bonusangebote waren ideal. Am Ende, Cat Spins Casino ist ideal fur Spielbegeisterte. Ubrigens die Plattform ist visuell beeindruckend, das Spielvergnugen steigert. Ein starker Vorteil ist das VIP-Programm mit tollen Privilegien, kontinuierliche Belohnungen bieten.
Website erkunden|
Ich bin abhangig von SpinBetter Casino, es bietet einen einzigartigen Kick. Die Titelvielfalt ist uberwaltigend, mit dynamischen Tischspielen. Der Kundenservice ist ausgezeichnet, mit praziser Unterstutzung. Die Gewinne kommen prompt, gelegentlich mehr abwechslungsreiche Boni waren super. Zusammengefasst, SpinBetter Casino bietet unvergessliche Momente fur Casino-Liebhaber ! Au?erdem die Navigation ist kinderleicht, fugt Magie hinzu. Besonders toll die schnellen Einzahlungen, die den Spa? verlangern.
spinbettercasino.de|
Je ne me lasse pas de Sugar Casino, c’est une plateforme qui pulse avec energie. La variete des jeux est epoustouflante, offrant des tables live interactives. Il rend le debut de l’aventure palpitant. Le support est efficace et amical. Les paiements sont surs et efficaces, mais des offres plus consequentes seraient parfaites. En somme, Sugar Casino est un choix parfait pour les joueurs. Notons egalement la navigation est fluide et facile, facilite une experience immersive. Egalement excellent les paiements en crypto rapides et surs, assure des transactions fiables.
Naviguer sur le site|
J’ai un faible pour Sugar Casino, il procure une sensation de frisson. Le catalogue est un tresor de divertissements, comprenant des jeux optimises pour Bitcoin. 100% jusqu’a 500 € avec des spins gratuits. Le service client est de qualite. Le processus est clair et efficace, par contre quelques tours gratuits supplementaires seraient cool. Pour conclure, Sugar Casino est un endroit qui electrise. Par ailleurs le design est style et moderne, amplifie l’adrenaline du jeu. Egalement super les evenements communautaires pleins d’energie, renforce le lien communautaire.
Cliquez ici|
https://t.me/s/iGaming_live/4832
https://t.me/s/Beefcasino_officials
https://t.me/s/Top_BestCasino/6
https://t.me/s/Top_BestCasino/153
https://t.me/s/iGaming_live/4863
https://t.me/official_pokerdom_pokerdom
https://t.me/s/Gizbo_officials
https://t.me/s/Martin_officials
Je suis fascine par Ruby Slots Casino, c’est une plateforme qui deborde de dynamisme. Le catalogue est un paradis pour les joueurs, proposant des jeux de casino traditionnels. Il offre un coup de pouce allechant. Le suivi est d’une precision remarquable. Les gains arrivent en un eclair, cependant des recompenses en plus seraient un bonus. Pour finir, Ruby Slots Casino est un immanquable pour les amateurs. Ajoutons aussi l’interface est lisse et agreable, amplifie l’adrenaline du jeu. A mettre en avant le programme VIP avec des avantages uniques, propose des avantages uniques.
Ouvrir le site|
Je suis captive par Ruby Slots Casino, ca offre une experience immersive. Il y a un eventail de titres captivants, avec des slots aux designs captivants. Il offre un coup de pouce allechant. Disponible 24/7 pour toute question. Les transactions sont toujours fiables, toutefois des recompenses en plus seraient un bonus. Globalement, Ruby Slots Casino est un incontournable pour les joueurs. En plus l’interface est simple et engageante, apporte une energie supplementaire. A noter les evenements communautaires pleins d’energie, propose des avantages uniques.
Visiter la page web|
J’adore la vibe de Ruby Slots Casino, ca transporte dans un univers de plaisirs. Les titres proposes sont d’une richesse folle, incluant des paris sur des evenements sportifs. 100% jusqu’a 500 € plus des tours gratuits. Le suivi est impeccable. Les transactions sont d’une fiabilite absolue, cependant plus de promotions frequentes boosteraient l’experience. En somme, Ruby Slots Casino offre une experience inoubliable. A noter le site est rapide et style, booste l’excitation du jeu. Un atout les evenements communautaires pleins d’energie, offre des recompenses regulieres.
Passer à l’action|
Ich schatze die Energie bei Cat Spins Casino, es sorgt fur ein fesselndes Erlebnis. Die Spiele sind abwechslungsreich und fesselnd, mit spannenden Sportwetten-Angeboten. Er macht den Start aufregend. Der Kundendienst ist ausgezeichnet. Transaktionen sind zuverlassig und effizient, gelegentlich ein paar zusatzliche Freispiele waren klasse. In Summe, Cat Spins Casino sorgt fur ununterbrochenen Spa?. Zudem die Seite ist schnell und attraktiv, jeden Augenblick spannender macht. Ein bemerkenswertes Feature die regelma?igen Wettbewerbe fur Spannung, die Teilnahme fordern.
Seite erkunden|
Adoro o brilho de BetorSpin Casino, da uma energia de cassino que e puro pulsar galactico. O catalogo de jogos do cassino e uma nebulosa de emocoes, com slots de cassino tematicos de espaco sideral. O suporte do cassino ta sempre na ativa 24/7, respondendo mais rapido que uma explosao de raios gama. O processo do cassino e limpo e sem turbulencia cosmica, mesmo assim as ofertas do cassino podiam ser mais generosas. Em resumo, BetorSpin Casino e o point perfeito pros fas de cassino para os apaixonados por slots modernos de cassino! Alem disso a plataforma do cassino brilha com um visual que e puro cosmos, o que torna cada sessao de cassino ainda mais estelar.
betorspin velkomstbonus|
Ich bin begeistert von der Welt bei Cat Spins Casino, es schafft eine elektrisierende Atmosphare. Es gibt eine Fulle an aufregenden Titeln, inklusive dynamischer Sportwetten. Mit einfachen Einzahlungen. Verfugbar 24/7 fur alle Fragen. Die Zahlungen sind sicher und zuverlassig, von Zeit zu Zeit zusatzliche Freispiele waren ein Bonus. Kurz gesagt, Cat Spins Casino ist ein Highlight fur Casino-Fans. Daruber hinaus die Seite ist schnell und attraktiv, und ladt zum Verweilen ein. Ein klasse Bonus die haufigen Turniere fur Wettbewerb, die die Begeisterung steigern.
Inhalt entdecken|
Ich bin abhangig von SpinBetter Casino, es ist eine Erfahrung, die wie ein Wirbelsturm pulsiert. Die Titelvielfalt ist uberwaltigend, mit aufregenden Sportwetten. Der Kundenservice ist ausgezeichnet, verfugbar rund um die Uhr. Die Auszahlungen sind ultraschnell, dennoch zusatzliche Freispiele waren ein Highlight. Global gesehen, SpinBetter Casino ist absolut empfehlenswert fur Online-Wetten-Fans ! Zusatzlich das Design ist ansprechend und nutzerfreundlich, verstarkt die Immersion. Besonders toll die mobilen Apps, die den Einstieg erleichtern.
https://spinbettercasino.de/|
J’adore la vibe de Sugar Casino, il offre une experience dynamique. La variete des jeux est epoustouflante, incluant des paris sportifs en direct. 100% jusqu’a 500 € avec des free spins. Le service client est de qualite. Le processus est clair et efficace, parfois des recompenses additionnelles seraient ideales. En fin de compte, Sugar Casino est un must pour les passionnes. A mentionner le site est rapide et style, facilite une experience immersive. Un point cle le programme VIP avec des avantages uniques, offre des bonus constants.
DГ©couvrir maintenant|
Je suis enthousiaste a propos de Ruby Slots Casino, c’est une plateforme qui deborde de dynamisme. Les options de jeu sont incroyablement variees, proposant des jeux de casino traditionnels. Avec des depots rapides et faciles. Les agents sont toujours la pour aider. Les transactions sont d’une fiabilite absolue, mais encore des bonus plus frequents seraient un hit. Pour conclure, Ruby Slots Casino est un must pour les passionnes. De plus la navigation est fluide et facile, apporte une touche d’excitation. Un avantage les tournois reguliers pour s’amuser, qui dynamise l’engagement.
Commencer Г dГ©couvrir|
https://t.me/iGaming_live/4800
https://t.me/Top_BestCasino/3
https://t.me/Top_BestCasino/116
https://t.me/Best_promocode_rus/3702
https://t.me/official_pokerdom_pokerdom
https://t.me/s/dragon_money_mani/30
Ich schatze die Spannung bei Cat Spins Casino, es bietet ein mitrei?endes Spielerlebnis. Es gibt eine riesige Vielfalt an Spielen, mit Spielen fur Kryptowahrungen. Der Bonus fur Neukunden ist attraktiv. Der Service ist von hochster Qualitat. Auszahlungen sind schnell und reibungslos, aber ein paar Freispiele mehr waren super. Zum Schluss, Cat Spins Casino ist ein Highlight fur Casino-Fans. Au?erdem die Benutzeroberflache ist klar und flussig, das Spielerlebnis bereichert. Ein besonders cooles Feature die vielfaltigen Wettmoglichkeiten, regelma?ige Boni bieten.
Details erhalten|
Je suis sous le charme de Sugar Casino, ca donne une vibe electrisante. Il y a une abondance de jeux excitants, proposant des jeux de table classiques. Il amplifie le plaisir des l’entree. Le support est fiable et reactif. Les gains sont verses sans attendre, de temps en temps des bonus plus frequents seraient un hit. En resume, Sugar Casino est un choix parfait pour les joueurs. Ajoutons que la plateforme est visuellement electrisante, permet une plongee totale dans le jeu. Un bonus les tournois reguliers pour la competition, offre des bonus exclusifs.
DГ©couvrir|
Ich habe eine Leidenschaft fur Cat Spins Casino, es bietet eine Welt voller Action. Das Spieleangebot ist reichhaltig und vielfaltig, mit Spielautomaten in beeindruckenden Designs. 100 % bis zu 500 € inklusive Freispiele. Der Support ist zuverlassig und hilfsbereit. Transaktionen laufen reibungslos, jedoch mehr Aktionen wurden das Erlebnis steigern. Letztlich, Cat Spins Casino garantiert langanhaltenden Spa?. Nebenbei die Seite ist schnell und attraktiv, zum Weiterspielen animiert. Ein bemerkenswertes Feature die haufigen Turniere fur mehr Spa?, individuelle Vorteile liefern.
Tauchen Sie ein|
https://t.me/s/iGaming_live/4703
https://t.me/Top_BestCasino/5
https://t.me/s/officials_pokerdom/3253
https://t.me/s/Starda_officials
https://t.me/kazino_s_minimalnym_depozitom/9
https://t.me/Top_BestCasino/126
https://t.me/s/iGaming_live/4863
https://t.me/s/officials_pokerdom/3097
https://t.me/s/Gizbo_officials
https://t.me/kazino_s_minimalnym_depozitom/21
Ich habe eine Leidenschaft fur Cat Spins Casino, es schafft eine mitrei?ende Stimmung. Die Spielauswahl ist beeindruckend, mit Krypto-kompatiblen Spielen. Er bietet einen tollen Startvorteil. Die Mitarbeiter antworten schnell und freundlich. Zahlungen sind sicher und schnell, von Zeit zu Zeit mehr Bonusangebote waren ideal. Abschlie?end, Cat Spins Casino sorgt fur ununterbrochenen Spa?. Nebenbei die Oberflache ist glatt und benutzerfreundlich, eine Prise Stil hinzufugt. Ein weiteres Highlight die dynamischen Community-Events, zuverlassige Transaktionen sichern.
Zur Website gehen|
Ich bin beeindruckt von SpinBetter Casino, es fuhlt sich an wie ein Strudel aus Freude. Der Katalog ist reichhaltig und variiert, mit Spielen, die fur Kryptos optimiert sind. Der Support ist 24/7 erreichbar, immer parat zu assistieren. Die Zahlungen sind sicher und smooth, trotzdem regelma?igere Aktionen waren toll. Zum Ende, SpinBetter Casino ist eine Plattform, die uberzeugt fur Adrenalin-Sucher ! Daruber hinaus die Interface ist intuitiv und modern, was jede Session noch besser macht. Ein weiterer Vorteil die mobilen Apps, die den Einstieg erleichtern.
spinbettercasino.de|
J’ai un faible pour Sugar Casino, ca transporte dans un monde d’excitation. La bibliotheque de jeux est captivante, comprenant des jeux crypto-friendly. Il offre un coup de pouce allechant. Le service d’assistance est au point. Le processus est simple et transparent, de temps a autre plus de promos regulieres dynamiseraient le jeu. Dans l’ensemble, Sugar Casino est un choix parfait pour les joueurs. Par ailleurs la navigation est intuitive et lisse, apporte une energie supplementaire. Un element fort les options variees pour les paris sportifs, propose des avantages uniques.
Jeter un coup d’œil|
Je suis enthousiasme par Sugar Casino, ca invite a plonger dans le fun. La variete des jeux est epoustouflante, avec des slots aux designs captivants. Le bonus initial est super. Les agents repondent avec rapidite. Le processus est fluide et intuitif, de temps a autre quelques tours gratuits supplementaires seraient cool. Au final, Sugar Casino offre une experience inoubliable. Notons aussi la navigation est claire et rapide, facilite une experience immersive. Particulierement attrayant le programme VIP avec des recompenses exclusives, propose des avantages sur mesure.
AccГ©der au site|
J’adore le dynamisme de Sugar Casino, il cree une experience captivante. Le choix de jeux est tout simplement enorme, proposant des jeux de table sophistiques. Le bonus initial est super. Le suivi est d’une fiabilite exemplaire. Les transactions sont d’une fiabilite absolue, cependant plus de promotions frequentes boosteraient l’experience. Globalement, Sugar Casino merite une visite dynamique. D’ailleurs la plateforme est visuellement vibrante, ce qui rend chaque moment plus vibrant. Egalement top le programme VIP avec des privileges speciaux, offre des recompenses regulieres.
https://sugarcasinobonusfr.com/|
Sex is widely available on dedicated platforms for mature audiences.
Opt for secure sites to ensure safety.
my web page buy cannabis online
Why people still use to read news papers when in this technological world all is presented on web?
https://thesurgeonlawyer.com/oficialnyj-sajt-melbet-2025-obzor/
Ich liebe die Atmosphare bei Cat Spins Casino, es schafft eine elektrisierende Atmosphare. Es gibt zahlreiche spannende Spiele, mit Slots in modernem Look. Mit blitzschnellen Einzahlungen. Der Support ist professionell und schnell. Transaktionen laufen reibungslos, aber mehr Bonusangebote waren ideal. Letztlich, Cat Spins Casino garantiert langanhaltenden Spa?. Nebenbei die Navigation ist einfach und klar, was jede Session spannender macht. Ein tolles Feature sind die zuverlassigen Krypto-Zahlungen, zuverlassige Transaktionen sichern.
Jetzt beitreten|
Ich freue mich auf Cat Spins Casino, es entfuhrt in eine Welt voller Nervenkitzel. Die Auswahl ist atemberaubend vielfaltig, mit Krypto-freundlichen Titeln. Er gibt Ihnen einen tollen Boost. Die Mitarbeiter antworten prazise. Gewinne kommen ohne Verzogerung, dennoch mehr Promo-Vielfalt ware toll. Kurz gesagt, Cat Spins Casino sorgt fur ununterbrochenen Spa?. Zusatzlich ist das Design stilvoll und modern, jede Session unvergesslich macht. Ein klasse Bonus sind die sicheren Krypto-Transaktionen, die die Community enger zusammenschwei?en.
Entdecken|
Je suis enthousiaste a propos de 7BitCasino, ca ressemble a une experience de jeu electrisante. Les options de jeu sont riches et diversifiees, offrant des sessions de casino en direct immersives. Le service d’assistance est de premier ordre, avec un suivi de qualite. Les transactions en cryptomonnaies sont instantanees, occasionnellement davantage de recompenses seraient appreciees, comme des offres de cashback plus avantageuses. Pour conclure, 7BitCasino ne decoit jamais pour les amateurs de casino en ligne ! Notons egalement que le site est concu avec style et modernite, ajoute une touche de raffinement a l’experience.
7bitcasino spiele|
Premium adult platforms bieden veilige en premium inhoud voor volwassenen. Ontdek betrouwbare hubs voor een kwaliteitservaring.
Have a look at my web blog BUY CANNABIS ONLINE
Hello, all is going perfectly here and ofcourse every one is sharing information, that’s genuinely fine, keep up writing.
https://www.opalelectronics.pk/skachat-melbet-kazino-2025/
Je suis completement seduit par Frumzi Casino, il cree une experience captivante. Le choix est aussi large qu’un festival, proposant des jeux de cartes elegants. Il propulse votre jeu des le debut. Le suivi est toujours au top. Les retraits sont simples et rapides, quelquefois des recompenses supplementaires dynamiseraient le tout. En resume, Frumzi Casino est un immanquable pour les amateurs. De surcroit la plateforme est visuellement electrisante, donne envie de continuer l’aventure. Particulierement cool les options de paris sportifs variees, propose des avantages sur mesure.
Explorer le site|
J’adore la vibe de Cheri Casino, il propose une aventure palpitante. Les titres proposes sont d’une richesse folle, offrant des tables live interactives. 100% jusqu’a 500 € + tours gratuits. Le service client est de qualite. Les transactions sont fiables et efficaces, de temps en temps des bonus varies rendraient le tout plus fun. En somme, Cheri Casino est un lieu de fun absolu. Ajoutons aussi la plateforme est visuellement captivante, donne envie de continuer l’aventure. Egalement genial les evenements communautaires vibrants, assure des transactions fiables.
Essayer|
Je suis enthousiasme par Frumzi Casino, il propose une aventure palpitante. On trouve une profusion de jeux palpitants, comprenant des jeux optimises pour Bitcoin. Il donne un avantage immediat. Le support est fiable et reactif. Le processus est simple et transparent, en revanche quelques tours gratuits en plus seraient geniaux. En fin de compte, Frumzi Casino garantit un plaisir constant. Par ailleurs l’interface est lisse et agreable, ajoute une touche de dynamisme. Un avantage notable les evenements communautaires vibrants, qui booste la participation.
Visiter en ligne|
Je suis emerveille par Instant Casino, on ressent une ambiance festive. On trouve une gamme de jeux eblouissante, offrant des tables live interactives. Il amplifie le plaisir des l’entree. Les agents sont rapides et pros. Les paiements sont surs et efficaces, quelquefois plus de promos regulieres ajouteraient du peps. En resume, Instant Casino offre une experience hors du commun. Pour couronner le tout le site est fluide et attractif, amplifie l’adrenaline du jeu. Egalement genial les evenements communautaires vibrants, propose des privileges sur mesure.
Entrer|
Je ne me lasse pas de Instant Casino, c’est une plateforme qui pulse avec energie. Le choix est aussi large qu’un festival, proposant des jeux de table sophistiques. Le bonus de bienvenue est genereux. Le support est fiable et reactif. Les retraits sont fluides et rapides, neanmoins quelques free spins en plus seraient bienvenus. Au final, Instant Casino merite un detour palpitant. En extra le design est moderne et attrayant, facilite une immersion totale. Un point fort les options de paris sportifs diversifiees, qui motive les joueurs.
Lire plus|
Je suis sous le charme de Wild Robin Casino, c’est un lieu ou l’adrenaline coule a flots. La selection est riche et diversifiee, incluant des paris sur des evenements sportifs. Il donne un avantage immediat. Disponible 24/7 par chat ou email. Les gains sont verses sans attendre, de temps en temps des recompenses additionnelles seraient ideales. En bref, Wild Robin Casino assure un fun constant. Pour ajouter la navigation est simple et intuitive, ajoute une vibe electrisante. Particulierement interessant les paiements en crypto rapides et surs, renforce le lien communautaire.
Essayer|
J’adore la vibe de Wild Robin Casino, ca pulse comme une soiree animee. Le choix est aussi large qu’un festival, comprenant des jeux crypto-friendly. Il rend le debut de l’aventure palpitant. Disponible a toute heure via chat ou email. Le processus est simple et transparent, cependant des offres plus consequentes seraient parfaites. En resume, Wild Robin Casino assure un fun constant. En plus la plateforme est visuellement dynamique, booste le fun du jeu. Un element fort le programme VIP avec des privileges speciaux, assure des transactions fiables.
Aller à l’intérieur|
J’adore l’ambiance electrisante de Wild Robin Casino, on y trouve une vibe envoutante. La selection de jeux est impressionnante, comprenant des jeux optimises pour Bitcoin. 100% jusqu’a 500 € + tours gratuits. Le suivi est toujours au top. Les gains sont verses sans attendre, neanmoins quelques free spins en plus seraient bienvenus. En bref, Wild Robin Casino merite un detour palpitant. Pour couronner le tout le site est rapide et style, apporte une energie supplementaire. Particulierement attrayant les tournois frequents pour l’adrenaline, garantit des paiements securises.
Poursuivre la lecture|
J’ai un veritable coup de c?ur pour Instant Casino, ca invite a plonger dans le fun. Il y a un eventail de titres captivants, proposant des jeux de table sophistiques. Le bonus de bienvenue est genereux. Le support est fiable et reactif. Le processus est fluide et intuitif, neanmoins des offres plus genereuses seraient top. Dans l’ensemble, Instant Casino assure un fun constant. A noter l’interface est lisse et agreable, incite a rester plus longtemps. Egalement genial les nombreuses options de paris sportifs, propose des avantages uniques.
DГ©marrer maintenant|
Je suis enthousiaste a propos de Cheri Casino, ca pulse comme une soiree animee. La bibliotheque de jeux est captivante, offrant des sessions live palpitantes. Avec des depots instantanes. Disponible 24/7 pour toute question. Le processus est clair et efficace, malgre tout des offres plus importantes seraient super. Pour finir, Cheri Casino est un must pour les passionnes. En extra le site est rapide et style, ce qui rend chaque partie plus fun. A mettre en avant le programme VIP avec des niveaux exclusifs, propose des avantages uniques.
Savoir plus|
J’ai un faible pour Cheri Casino, c’est une plateforme qui deborde de dynamisme. La gamme est variee et attrayante, offrant des sessions live immersives. Le bonus de depart est top. Les agents sont rapides et pros. Les paiements sont securises et rapides, par ailleurs des bonus diversifies seraient un atout. Globalement, Cheri Casino vaut une exploration vibrante. En extra le design est moderne et attrayant, ajoute une vibe electrisante. Egalement top les competitions regulieres pour plus de fun, offre des recompenses regulieres.
Visiter la plateforme|
Je suis sous le charme de Frumzi Casino, il cree un monde de sensations fortes. Il y a un eventail de titres captivants, offrant des tables live interactives. 100% jusqu’a 500 € avec des free spins. Le suivi est toujours au top. Les transactions sont toujours securisees, par contre plus de promotions variees ajouteraient du fun. En conclusion, Frumzi Casino merite un detour palpitant. Pour ajouter l’interface est fluide comme une soiree, amplifie l’adrenaline du jeu. Un bonus les tournois reguliers pour s’amuser, qui motive les joueurs.
Visiter en ligne|
Je suis completement seduit par Instant Casino, il offre une experience dynamique. Les options sont aussi vastes qu’un horizon, incluant des paris sportifs pleins de vie. Le bonus initial est super. Les agents sont rapides et pros. Les gains arrivent sans delai, neanmoins des recompenses supplementaires seraient parfaites. En bref, Instant Casino merite une visite dynamique. En complement le design est moderne et energique, ajoute une touche de dynamisme. Un point fort les options variees pour les paris sportifs, propose des privileges personnalises.
Touchez ici|
Plateforme parifoot rdc : pronos fiables, comparateur de cotes multi-books, tendances du marche, cash-out, statistiques avancees. Depots via M-Pesa/Airtel Money, support francophone, retraits securises. Pariez avec moderation.
Paris sportifs avec 1xbet congo : pre-match & live, statistiques, cash-out, builder de paris. Bonus d’inscription, programme fidelite, appli mobile. Depots via M-Pesa/Airtel Money. Informez-vous sur la reglementation. 18+, jouez avec moderation.
Оформите онлайн-займ https://zaimy-88.ru без визита в офис: достаточно паспорта, проверка за минуты. Выдача на карту, кошелёк или счёт. Прозрачный договор, напоминания о платеже, безопасность данных, акции для новых клиентов. Сравните предложения и выберите выгодно.
Наши основные моменты: https://zebraschool.com.ua
zed5l4
Je suis completement seduit par Frumzi Casino, c’est une plateforme qui pulse avec energie. Les jeux proposes sont d’une diversite folle, proposant des jeux de cartes elegants. Il rend le debut de l’aventure palpitant. Le suivi est impeccable. Les transactions sont d’une fiabilite absolue, mais encore des offres plus importantes seraient super. Globalement, Frumzi Casino garantit un amusement continu. A signaler l’interface est intuitive et fluide, apporte une energie supplementaire. Un atout les options de paris sportifs diversifiees, qui motive les joueurs.
Entrer|
J’adore le dynamisme de Instant Casino, ca transporte dans un monde d’excitation. La variete des jeux est epoustouflante, proposant des jeux de cartes elegants. 100% jusqu’a 500 € + tours gratuits. Disponible a toute heure via chat ou email. Les gains sont transferes rapidement, mais encore plus de promos regulieres dynamiseraient le jeu. Pour finir, Instant Casino assure un fun constant. En extra la plateforme est visuellement vibrante, ajoute une touche de dynamisme. Egalement top les paiements securises en crypto, renforce la communaute.
Approfondir|
Je suis enthousiasme par Wild Robin Casino, on ressent une ambiance de fete. Le choix est aussi large qu’un festival, comprenant des jeux crypto-friendly. 100% jusqu’a 500 € avec des free spins. Disponible 24/7 par chat ou email. Les paiements sont surs et fluides, rarement des bonus varies rendraient le tout plus fun. En bref, Wild Robin Casino offre une aventure inoubliable. De surcroit l’interface est fluide comme une soiree, amplifie le plaisir de jouer. Particulierement interessant les transactions crypto ultra-securisees, assure des transactions fluides.
Regarder de plus prГЁs|
J’adore l’ambiance electrisante de Instant Casino, on y trouve une vibe envoutante. Les options de jeu sont infinies, proposant des jeux de table sophistiques. Le bonus initial est super. Le support est fiable et reactif. Les paiements sont securises et instantanes, mais encore des bonus varies rendraient le tout plus fun. Pour finir, Instant Casino offre une aventure memorable. A signaler l’interface est intuitive et fluide, facilite une experience immersive. Un bonus les evenements communautaires pleins d’energie, renforce la communaute.
Cliquer pour voir|
J’adore la vibe de Frumzi Casino, il procure une sensation de frisson. Il y a un eventail de titres captivants, offrant des tables live interactives. Il rend le debut de l’aventure palpitant. Le support est efficace et amical. Les retraits sont ultra-rapides, par ailleurs des recompenses en plus seraient un bonus. Dans l’ensemble, Frumzi Casino offre une aventure inoubliable. Ajoutons aussi le site est rapide et immersif, amplifie le plaisir de jouer. Un atout le programme VIP avec des niveaux exclusifs, garantit des paiements securises.
DГ©couvrir les faits|
J’adore le dynamisme de Cheri Casino, ca pulse comme une soiree animee. Les options de jeu sont infinies, avec des machines a sous aux themes varies. Le bonus initial est super. Le support est pro et accueillant. Le processus est simple et transparent, quelquefois des bonus diversifies seraient un atout. Au final, Cheri Casino vaut une visite excitante. Par ailleurs le site est rapide et immersif, amplifie l’adrenaline du jeu. Particulierement attrayant les paiements securises en crypto, offre des bonus constants.
https://chericasinomobilefr.com/|
Je suis accro a Instant Casino, on y trouve une vibe envoutante. La bibliotheque est pleine de surprises, avec des slots aux designs captivants. Le bonus de depart est top. Le service client est excellent. Les retraits sont lisses comme jamais, a l’occasion des bonus varies rendraient le tout plus fun. En bref, Instant Casino garantit un amusement continu. A noter la navigation est fluide et facile, amplifie l’adrenaline du jeu. Particulierement cool les evenements communautaires dynamiques, offre des recompenses regulieres.
Ouvrir maintenant|
Volwassen inhoud vinden door betrouwbare adult platforms buy cannabis online te verkennen. Ontdek
veilige sites voor een private ervaring.
It’s amazing for me to have a site, which is beneficial designed for my knowledge. thanks admin
Кракин
https://t.me/s/iGaming_live/4543
https://t.me/Top_BestCasino/8
https://t.me/Top_BestCasino/169
https://t.me/s/iGaming_live/4863
https://t.me/official_pokerdom_pokerdom
https://t.me/s/iGaming_live/4866
https://t.me/s/iGaming_live/4875
Je suis accro a Wild Robin Casino, c’est une plateforme qui deborde de dynamisme. La variete des jeux est epoustouflante, offrant des tables live interactives. Il propulse votre jeu des le debut. Les agents repondent avec efficacite. Les paiements sont surs et efficaces, parfois quelques tours gratuits en plus seraient geniaux. Globalement, Wild Robin Casino assure un divertissement non-stop. Ajoutons que l’interface est fluide comme une soiree, permet une plongee totale dans le jeu. A souligner les transactions crypto ultra-securisees, offre des recompenses continues.
DГ©couvrir le web|
J’adore le dynamisme de Cheri Casino, ca donne une vibe electrisante. On trouve une gamme de jeux eblouissante, offrant des tables live interactives. Il donne un avantage immediat. Le support client est irreprochable. Les paiements sont surs et fluides, toutefois quelques spins gratuits en plus seraient top. En resume, Cheri Casino offre une aventure inoubliable. Pour completer le design est style et moderne, ce qui rend chaque moment plus vibrant. Particulierement fun le programme VIP avec des avantages uniques, offre des bonus exclusifs.
Voir la page d’accueil|
J’ai un veritable coup de c?ur pour Frumzi Casino, il cree un monde de sensations fortes. La selection de jeux est impressionnante, comprenant des titres adaptes aux cryptomonnaies. Il amplifie le plaisir des l’entree. Les agents sont toujours la pour aider. Les paiements sont securises et rapides, par contre plus de promotions variees ajouteraient du fun. En resume, Frumzi Casino est un choix parfait pour les joueurs. Pour ajouter le site est fluide et attractif, incite a prolonger le plaisir. Particulierement attrayant les options de paris sportifs diversifiees, propose des privileges sur mesure.
https://frumzicasinoappfr.com/|
J’adore la vibe de Instant Casino, ca invite a l’aventure. On trouve une gamme de jeux eblouissante, avec des machines a sous visuellement superbes. Il offre un coup de pouce allechant. Les agents repondent avec efficacite. Le processus est fluide et intuitif, mais encore plus de promotions variees ajouteraient du fun. Pour finir, Instant Casino garantit un plaisir constant. Ajoutons aussi le site est rapide et engageant, ajoute une vibe electrisante. Un atout le programme VIP avec des recompenses exclusives, propose des avantages sur mesure.
DГ©couvrir les faits|
J’ai une passion debordante pour Wild Robin Casino, ca pulse comme une soiree animee. La gamme est variee et attrayante, proposant des jeux de table classiques. 100% jusqu’a 500 € plus des tours gratuits. Le service est disponible 24/7. Les retraits sont fluides et rapides, en revanche des recompenses en plus seraient un bonus. Pour faire court, Wild Robin Casino est une plateforme qui fait vibrer. A souligner l’interface est simple et engageante, apporte une touche d’excitation. A noter les tournois frequents pour l’adrenaline, offre des recompenses regulieres.
Visiter le site|
Je suis accro a Instant Casino, ca transporte dans un monde d’excitation. La selection de jeux est impressionnante, avec des machines a sous aux themes varies. 100% jusqu’a 500 € + tours gratuits. Disponible 24/7 par chat ou email. Les retraits sont lisses comme jamais, a l’occasion des bonus diversifies seraient un atout. Globalement, Instant Casino est une plateforme qui pulse. Par ailleurs la plateforme est visuellement captivante, amplifie le plaisir de jouer. Un bonus les paiements en crypto rapides et surs, propose des avantages uniques.
Rejoindre maintenant|
J’ai une passion debordante pour Cheri Casino, on y trouve une energie contagieuse. Il y a une abondance de jeux excitants, incluant des options de paris sportifs dynamiques. 100% jusqu’a 500 € plus des tours gratuits. Disponible 24/7 par chat ou email. Les gains sont transferes rapidement, de temps a autre quelques free spins en plus seraient bienvenus. En conclusion, Cheri Casino est un immanquable pour les amateurs. Pour couronner le tout le design est moderne et energique, ce qui rend chaque session plus excitante. Un atout les evenements communautaires pleins d’energie, assure des transactions fluides.
Voir les dГ©tails|
Je suis emerveille par Frumzi Casino, ca transporte dans un univers de plaisirs. La gamme est variee et attrayante, offrant des tables live interactives. Il donne un elan excitant. Disponible 24/7 pour toute question. Les paiements sont surs et efficaces, a l’occasion plus de promos regulieres ajouteraient du peps. Pour conclure, Frumzi Casino offre une aventure memorable. Ajoutons que le design est moderne et energique, ajoute une vibe electrisante. Un plus les competitions regulieres pour plus de fun, propose des avantages uniques.
DГ©marrer maintenant|
Кулінарний портал https://infostat.com.ua пошагові рецепти з фото і відео, сезонне меню, калорійність і БЖУ, заміна інгредієнтів, меню неділі і шоп-листи. Кухні світу, домашня випічка, соуси, заготовки. Умные фильтры по времени, бюджету и уровню — готовьте смачно і без стресу.
Портал про все https://ukrnova.com новини, технології, здоров’я, будинок, авто, гроші та подорожі. Короткі гайди, чек-листи, огляди та лайфхаки. Розумний пошук, підписки за темами, обране та коментарі. Тільки перевірена та корисна інформація щодня.
Сайт про все https://gazette.com.ua і для всіх: актуальні новини, практичні посібники, підборки сервісів та інструментів. Огляди техніки, рецепти, здоров’я і фінанси. Удобні теги, закладки, коментарі та регулярні оновлення контенту.
hi!,I love your writing so a lot! share we communicate extra about your post on AOL?
I require a specialist on this house to resolve my
problem. May be that’s you! Having a look ahead to see
you.
My webpage; Buy Rivotril
Сайт про все https://kraina.one практичні поради, таблиці та калькулятори, добірки сервісів. Теми – здоров’я, сім’я, фінанси, авто, гаджети, подорожі. Швидкий пошук, збереження статей та розсилка найкращих матеріалів тижня. Простою мовою та у справі.
Інформаційний портал https://presa.com.ua новини, технології, здоров’я, фінанси, будинок, авто та подорожі. Короткі гайди, огляди, чек-листи та інструкції. Розумний пошук, підписки на теми, закладки та коментарі. Тільки перевірені джерела та щоденні оновлення.
Єдиний портал знань https://uaeu.top наука та техніка, стиль життя, будинок та сад, спорт, освіта. Гайди, шпаргалки, покрокові плани, експерти відповіді. Зручні теги, закладки, коментарі та регулярні оновлення контенту для повсякденних завдань.
Портал корисної інформації https://online-porada.com практичні поради, відповіді експертів, таблиці та шпаргалки. Теми – здоров’я, сім’я, гроші, гаджети, авто та туризм. Швидкий пошук, обране, розсилка найкращих матеріалів тижня. Пишемо просто й у справі.
Сучасний інформаційний https://prezza.com.ua портал: новини, огляди, практичні інструкції. Фінанси, гаджети, авто, їжа, спорт, саморозвиток. Розумний пошук, добірки за інтересами, розсилання найкращих матеріалів. Тільки перевірені джерела та щоденні оновлення.
Інформаційний портал https://revolta.com.ua «все в одному»: коротко і у справі про тренди, товари та сервіси. Огляди, інструкції, чек-листи, тести. Тематичні підписки, розумні фільтри, закладки та коментарі. Допомагаємо економити час та приймати рішення.
На сайте собраны обзоры игровых компьютеров, где подробно рассказывается о совместимости комплектующих, подборе оптимальных конфигураций и систем охлаждения. Материалы помогают пользователям ориентироваться в разнообразии моделей и выбрать подходящую сборку для своих игровых целей.
TopTool https://www.toptool.app/en is a global multilingual tools directory that helps you discover the best products from around the world. Explore tools in your own language, compare thousands of options, save your favorites, and showcase your own creations to reach a truly international audience.
Оформите займ https://zaimy-88.ru онлайн без визита в офис — быстро, безопасно и официально. Деньги на карту за несколько минут, круглосуточная обработка заявок, честные условия и поддержка клиентов 24/7.
Je suis fascine par Betzino Casino, ca transporte dans un monde d’excitation. La bibliotheque est pleine de surprises, incluant des options de paris sportifs dynamiques. Il rend le debut de l’aventure palpitant. Les agents sont rapides et pros. Le processus est clair et efficace, mais encore quelques free spins en plus seraient bienvenus. Au final, Betzino Casino offre une experience inoubliable. En plus la navigation est claire et rapide, apporte une energie supplementaire. A souligner le programme VIP avec des niveaux exclusifs, qui motive les joueurs.
En savoir davantage|
Je suis bluffe par Betzino Casino, on ressent une ambiance festive. La variete des jeux est epoustouflante, proposant des jeux de table sophistiques. Avec des transactions rapides. Le service client est de qualite. Les gains arrivent sans delai, neanmoins plus de promotions variees ajouteraient du fun. En bref, Betzino Casino vaut une exploration vibrante. Pour completer l’interface est simple et engageante, apporte une touche d’excitation. A mettre en avant les evenements communautaires vibrants, renforce la communaute.
Parcourir maintenant|
J’adore l’ambiance electrisante de Viggoslots Casino, il offre une experience dynamique. Le catalogue est un paradis pour les joueurs, avec des machines a sous visuellement superbes. Avec des depots rapides et faciles. Le suivi est toujours au top. Les retraits sont lisses comme jamais, malgre tout des bonus plus varies seraient un plus. En fin de compte, Viggoslots Casino assure un divertissement non-stop. D’ailleurs le design est moderne et attrayant, ce qui rend chaque session plus excitante. Egalement excellent les paiements en crypto rapides et surs, propose des avantages uniques.
Visiter le site|
J’adore l’ambiance electrisante de Posido Casino, il propose une aventure palpitante. Il y a un eventail de titres captivants, comprenant des jeux compatibles avec les cryptos. Il offre un coup de pouce allechant. Le suivi est d’une precision remarquable. Les paiements sont securises et rapides, malgre tout quelques free spins en plus seraient bienvenus. Pour conclure, Posido Casino offre une experience inoubliable. Ajoutons que la plateforme est visuellement dynamique, facilite une immersion totale. Un plus les tournois frequents pour l’adrenaline, offre des recompenses regulieres.
Obtenir les dГ©tails|
Оформите займ https://zaimy-88.ru онлайн без визита в офис — быстро, безопасно и официально. Деньги на карту за несколько минут, круглосуточная обработка заявок, честные условия и поддержка клиентов 24/7.
Щоденний дайджест https://dailyfacts.com.ua головні новини, тренди, думки експертів та добірки посилань. Теми – економіка, наука, спорт, культура. Розумна стрічка, закладки, сповіщення. Читайте 5 хвилин – будьте в курсі всього важливого.
Практичний портал https://infokom.org.ua для життя: як вибрати техніку, оформити документи, спланувати відпустку та бюджет. Чек-листи, шаблони, порівняння тарифів та сервісів. Зрозумілі інструкції, актуальні ціни та поради від фахівців.
Регіональний інфопортал https://expertka.com.ua новини міста, транспорт, ЖКГ, медицина, афіша та вакансії. Карта проблем зі зворотним зв’язком, корисні телефони, сервіс нагадувань про платежі. Все важливе – поряд із будинком.
Практичний довідник https://altavista.org.ua здоров’я, будинок, авто, навчання, кар’єра. Таблиці, інструкції, рейтинги послуг, порівняння цін. Офлайн доступ і друк шпаргалок. Економимо ваш час.
Універсальний інфопортал https://dobraporada.com.ua “на кожен день”: короткі інструкції, таблиці, калькулятори, порівняння. Теми – сім’я, фінанси, авто, освіта, кулінарія, спорт. Персональна стрічка, добірки тижня, коментарі та обране.
Інфопортал про головне https://ukrpublic.com економіка, технологія, здоров’я, екологія, авто, подорожі. Короткі статті, відео пояснення, корисні посилання. Персональні рекоме
https://t.me/iGaming_live/4849
https://t.me/s/Beefcasino_rus/59
https://t.me/Top_BestCasino/166
https://t.me/s/Beefcasino_officials
meilleur casino en ligne: telecharger 1xbet pour android
Портал-довідник https://speedinfo.com.ua таблиці норм та термінів, інструкції «як зробити», гайди з сервісів. Будинок та сад, діти, навчання, кар’єра, фінанси. Розумні фільтри, друк шпаргалок, збереження статей. Чітко, структурно, зрозуміло.
Інформаційний медіацентр https://suntimes.com.ua новини, лонгріди, огляди та FAQ. Наука, культура, спорт, технології, стиль життя. Редакторські добірки, коментарі, повідомлення про важливе. Все в одному місці та у зручному форматі.
Інформаційний сайт https://infoteka.com.ua новини, практичні гайди, огляди та чек-листи. Технології, здоров’я, фінанси, будинок, подорожі. Розумний пошук, закладки, підписки на теми. Пишемо просто й у справі, спираючись на перевірені джерела та щоденні оновлення.
Сучасний інфосайт https://overview.com.ua наука та техніка, стиль життя, спорт, освіта, їжа та DIY. Зрозумілі пояснення, покрокові плани, тести та огляди. Розумні фільтри за інтересами, коментарі, закладки та офлайн-читання – все, щоб заощаджувати час.
Онлайн-журнал https://elementarno.com.ua про все: новини та тенденції, lifestyle та технології, культура та подорожі, гроші та кар’єра, здоров’я та будинок. Щоденні статті, огляди, інтерв’ю та практичні поради без води. Читайте перевірені матеріали, підписуйтесь на дайджест та будьте в темі.
Універсальний онлайн-журнал https://ukrglobe.com про все – від науки та гаджетів до кіно, психології, подорожей та особистих фінансів. Розумні тексти, короткі гіди, добірки та думки експертів. Актуально щодня, зручно на будь-якому пристрої. Читайте, зберігайте, діліться.
Портал корисної інформації https://inquire.com.ua практичні поради, відповіді експертів, таблиці та шпаргалки. Теми – здоров’я, сім’я, гроші, гаджети, авто, туризм. Швидкий пошук, обране, розсилка найкращих матеріалів тижня.
Hi everybody, here every one is sharing these kinds of familiarity, therefore it’s pleasant to read this web site,
and I used to pay a quick visit this webpage everyday.
My page :: BUY XANAX WITHOUT PRESCRITION
Про все в одному місці https://irinin.com свіжі новини, корисні інструкції, огляди сервісів і товарів, що надихають історії, ідеї для відпочинку та роботи. Онлайн-журнал із фактчекінгом, зручною навігацією та персональними рекомендаціями. Дізнайтесь головне і знаходите нове.
Ваш онлайн-журнал https://informa.com.ua про все: великі теми та короткі формати – від трендів та новин до лайфхаків та практичних порад. Рубрики за інтересами, огляди, інтерв’ю та думки. Читайте достовірно, розширюйте світогляд, залишайтеся на крок попереду.
Онлайн-журнал https://worldwide-ua.com про все: новини, тренди, лайфхаки, наука, технології, культура, їжа, подорожі та гроші. Короткі шпаргалки та великі розбори без клікбейту. Фактчекінг, зручна навігація, закладки та розумні рекомендації. Читайте щодня і залишайтеся у темі.
Онлайн-журнал https://ukr-weekend.com про все для цікавих: технології, наука, стиль життя, культура, їжа, спорт, подорожі та кар’єра. Розбори без кліше, лаконічні шпаргалки, інтерв’ю та добірки. Оновлення щоденно, легке читання та збереження в закладки.
Онлайн-журнал 24/7 https://infoquorum.com.ua все про життя та світ — від технологій та науки до кулінарії, подорожей та особистих фінансів. Короткі нотатки та глибока аналітика, рейтинги та добірки, корисні інструменти. Зручна мобільна версія та розумні підказки для економії часу.
Ваш онлайн-журнал https://informative.com.ua про все: новини, розбори, інтерв’ю та свіжі ідеї. Теми — від психології та освіти до спорту та культури. Зберігайте в закладки, ділитесь з друзями, випускайте повідомлення про головне. Чесний тон, зрозумілі формати, щоденні поновлення.
Онлайн-журнал https://mediaworld.com.ua про бізнес, технології, маркетинг і стиль життя. Щодня — свіжі новини, аналітика, огляди, інтерв’ю та практичні гайди. Зручна навігація, чесні думки, експертні шпальти. Читайте, надихайтеся, діліться безкоштовно.
Щоденний онлайн-журнал https://republish.online про все: від швидкого «що сталося» до глибоких лонґрідів. Пояснюємо контекст, даємо посилання на джерела, ділимося лайфхаками та історіями, що надихають. Без клікбейту – лише корисні матеріали у зручному форматі.
Готуємо, прибираємо https://ukrdigest.com прикрашаємо легко. Домашній онлайн-журнал з покроковими рецептами, лайфхаками з прання та прибирання, ідеями сезонного декору, планами меню та бюджетом сім’ї. Зберігайте статті, складайте списки справ та знаходите відповіді на побутові питання.
Все про будинки https://vechorka.com.ua де приємно жити: швидкі рецепти, компактне зберігання, текстиль та кольори, сезонний декор, догляд за речами та технікою, дозвілля з дітьми. Покрокові інструкції, корисні вибірки, особистий досвід. Затишок починається тут – щодня.
Домашній онлайн-журнал https://zastava.com.ua про життя всередині чотирьох стін: швидкі страви, прибирання за планом, розумні покупки, декор своїми руками, зони зберігання, дитячий куточок та догляд за вихованцями. Практика замість теорії, зрозумілі чек-листи та поради, які економлять час та гроші.
Ваш помічник https://dailymail.com.ua по дому: інтер’єр та ремонт, організація простору, здоровий побут, догляд за технікою, рецепти та заготівлі, ідеї для вихідних. Тільки практичні поради, перевірені матеріали та зручна навігація. Зробіть будинок красивим та зручним без зайвих витрат.
Je suis completement seduit par Betzino Casino, ca offre un plaisir vibrant. Le catalogue de titres est vaste, comprenant des jeux compatibles avec les cryptos. Le bonus d’inscription est attrayant. Le service d’assistance est au point. Les retraits sont fluides et rapides, toutefois des recompenses supplementaires seraient parfaites. Pour finir, Betzino Casino offre une aventure memorable. En plus la plateforme est visuellement dynamique, ajoute une touche de dynamisme. Egalement excellent le programme VIP avec des privileges speciaux, qui motive les joueurs.
Visiter la plateforme|
Je suis bluffe par Viggoslots Casino, c’est une plateforme qui deborde de dynamisme. On trouve une gamme de jeux eblouissante, incluant des paris sportifs pleins de vie. Le bonus d’inscription est attrayant. Le support est fiable et reactif. Les gains arrivent sans delai, rarement des recompenses supplementaires seraient parfaites. Pour conclure, Viggoslots Casino est une plateforme qui fait vibrer. D’ailleurs la navigation est claire et rapide, apporte une touche d’excitation. Particulierement cool le programme VIP avec des avantages uniques, cree une communaute soudee.
Parcourir maintenant|
Je suis enthousiaste a propos de Betzino Casino, on ressent une ambiance de fete. Le catalogue est un paradis pour les joueurs, comprenant des jeux optimises pour Bitcoin. 100% jusqu’a 500 € + tours gratuits. Le support est pro et accueillant. Les retraits sont simples et rapides, neanmoins des recompenses supplementaires dynamiseraient le tout. Globalement, Betzino Casino est un choix parfait pour les joueurs. En complement le site est fluide et attractif, ce qui rend chaque moment plus vibrant. Egalement excellent les tournois frequents pour l’adrenaline, cree une communaute soudee.
Consulter les dГ©tails|
J’adore la vibe de Posido Casino, on ressent une ambiance de fete. La bibliotheque de jeux est captivante, incluant des paris sur des evenements sportifs. Le bonus initial est super. Le support est pro et accueillant. Les paiements sont surs et efficaces, mais encore des recompenses additionnelles seraient ideales. Pour faire court, Posido Casino merite une visite dynamique. A signaler la plateforme est visuellement captivante, donne envie de prolonger l’aventure. Un avantage les nombreuses options de paris sportifs, offre des recompenses continues.
Explorer la page|
Je suis totalement conquis par Vbet Casino, ca invite a plonger dans le fun. Il y a un eventail de titres captivants, comprenant des jeux optimises pour Bitcoin. Il booste votre aventure des le depart. Le support est efficace et amical. Le processus est simple et transparent, mais encore des bonus varies rendraient le tout plus fun. En resume, Vbet Casino merite une visite dynamique. Par ailleurs l’interface est lisse et agreable, ajoute une vibe electrisante. Particulierement cool le programme VIP avec des recompenses exclusives, assure des transactions fiables.
DГ©couvrir davantage|
J’ai un veritable coup de c?ur pour Posido Casino, ca donne une vibe electrisante. Le catalogue de titres est vaste, avec des slots aux designs captivants. Il rend le debut de l’aventure palpitant. Le service est disponible 24/7. Les retraits sont lisses comme jamais, cependant des recompenses supplementaires dynamiseraient le tout. En fin de compte, Posido Casino est un choix parfait pour les joueurs. D’ailleurs la plateforme est visuellement electrisante, ce qui rend chaque session plus excitante. Particulierement attrayant le programme VIP avec des privileges speciaux, qui booste la participation.
Plonger dedans|
Домашній онлайн-журнал https://ukrcentral.com про розумний побут: планування харчування, прибирання за таймером, екоради, мінімалізм без стресу, ідеї для малого метражу. Завантажені чек-листи, таблиці та гайди. Заощаджуйте час, гроші та сили — із задоволенням.
Журнал для домашнього https://magazine.com.ua життя без метушні: плани прибирання, меню, дитячий куточок, вихованці, міні-сад, дрібний ремонт, побутова безпека. Короткі інструкції, корисні списки та приклади, що надихають. Зробіть будинок опорою для всієї родини.
Ваш провідник https://ukrchannel.com до порядку та затишку: розхламлення, зонування, бюджетний ремонт, кухонні лайфхаки, зелені рослини, здоров’я будинку. Тільки перевірені поради, списки справ та натхнення. Створіть простір, який підтримує вас.
Практичний домашній https://publish.com.ua онлайн-журнал: планинг тижня, закупівлі без зайвого, рецепти з доступних продуктів, догляд за поверхнями, сезонні проекти. Тільки у справі, без клікбейту. Зручна навігація та матеріали, до яких хочеться повертатися.
Медіа для дому https://government.com.ua та офісу: інтер’єр та побут, сімейні питання, цифрові тренди, підприємництво, інвестиції, здоров’я та освіта. Збірники порад, випробування, аналітика, топ-листи. Лише перевірена інформація.
Затишок щодня https://narodna.com.ua ідеї для інтер’єру, зберігання в малих просторах, безпечний побут із дітьми, зелені рішення, догляд за технікою, корисні звички. Інструкції, схеми та списки. Перетворіть будинок на місце сили та спокою.
Все, що важливо https://ua-meta.com сьогодні: будинок та сім’я, кар’єра та бізнес, технології та інтернет, дозвілля та спорт, здоров’я та харчування. Новини, лонгріди, посібники, добірки сервісів та додатків. Читайте, вибирайте, застосовуйте на практиці.
Універсальний гід https://dailyday.com.ua по життю: затишний будинок, щасливі стосунки, продуктивна робота, цифрові інструменти, фінансова грамотність, саморозвиток та відпочинок. Короткі формати та глибокі розбори – для рішень без метушні.
https://t.me/s/iGaming_live/4838
https://t.me/Top_BestCasino/6
https://t.me/dragon_money_mani/24
https://t.me/Top_BestCasino/168
https://t.me/s/iGaming_live/4863
https://t.me/officials_pokerdom/3185
https://t.me/s/iGaming_live/4868
Баланс будинку https://press-express.com.ua та кар’єри: управління часом, побутові лайфхаки, цифрові рішення, особисті фінанси, батьки та діти, спорт та харчування. Огляди, інструкції, думки спеціалістів. Матеріали, до яких повертаються.
Платформа ідей https://infopark.com.ua для дому, роботи та відпочинку: ремонт, відносини, софт та гаджети, маркетинг та інвестиції, рецепти та спорт. Матеріали з висновками та готовими списками справ.
Сучасне медіа https://homepage.com.ua «про все важливе»: від ремонту та рецептів до стартапів та кібербезпеки. Сім’я, будинок, технології, гроші, робота, здоров’я, культура. Зрозуміла мова, наочні схеми, регулярні поновлення.
Щоденний журнал https://massmedia.one про життя без перевантаження: будинок та побут, сім’я та стосунки, ІТ та гаджети, бізнес та робота, фінанси, настрій та відпочинок. Концентрат корисного: короткі висновки, посилання джерела, інструменти для действий.
Життя у ритмі цифри https://vilnapresa.com розумний будинок, мобільні сервіси, кібербезпека, віддалена робота, сімейний календар, здоров’я. Гайди, чек-листи, добірки додатків.
Про будинок та світ https://databank.com.ua навколо: затишок, сім’я, освіта, бізнес-інструменти, особисті фінанси, подорожі та кулінарія. Стислі висновки, посилання на джерела, корисні формули.
Журнал про баланс https://info365.com.ua затишок та порядок, сім’я та дозвілля, технології та безпека, кар’єра та інвестиції. Огляди, порівняння, добірки товарів та додатків.
Життя простіше https://metasearch.com.ua організація побуту, виховання, продуктивність, smart-рішення, особисті фінанси, спорт та відпочинок. Перевірені поради, наочні схеми, корисні таблиці.
Nieuwste porno platforms bieden geavanceerde inhoud voor
volwassenen. Kies voor gegarandeerde platforms voor veilig kijken.
My blog … buy cannabis online
Хочешь халяву? https://tutvot.com – сервис выгодных предложений Рунета: авиабилеты, отели, туры, финпродукты и подписки. Сравнение цен, рейтинги, промокоды и кэшбэк. Находите лучшие акции каждый день — быстро, честно, удобно.
Эффективное лечение геморроя у взрослых. Безопасные процедуры, комфортные условия, деликатное отношение. Осмотр, диагностика, подбор терапии. Современные методы без госпитализации и боли.
Je suis epate par Betzino Casino, on ressent une ambiance festive. La gamme est variee et attrayante, proposant des jeux de cartes elegants. 100% jusqu’a 500 € plus des tours gratuits. Le support est rapide et professionnel. Les retraits sont simples et rapides, rarement plus de promotions frequentes boosteraient l’experience. Pour conclure, Betzino Casino assure un fun constant. Ajoutons que l’interface est lisse et agreable, facilite une experience immersive. Particulierement cool les options de paris sportifs diversifiees, propose des privileges personnalises.
Parcourir maintenant|
Je suis totalement conquis par Viggoslots Casino, on y trouve une energie contagieuse. La selection est riche et diversifiee, offrant des sessions live immersives. 100% jusqu’a 500 € avec des free spins. Les agents sont rapides et pros. Les paiements sont surs et efficaces, occasionnellement plus de promos regulieres dynamiseraient le jeu. Dans l’ensemble, Viggoslots Casino est un lieu de fun absolu. De surcroit le site est rapide et engageant, incite a prolonger le plaisir. Particulierement attrayant les tournois reguliers pour s’amuser, cree une communaute vibrante.
Aller plus loin|
Je suis enthousiaste a propos de Viggoslots Casino, c’est un lieu ou l’adrenaline coule a flots. Le choix de jeux est tout simplement enorme, incluant des paris sur des evenements sportifs. Avec des depots instantanes. Disponible 24/7 par chat ou email. Les retraits sont fluides et rapides, bien que des bonus diversifies seraient un atout. Pour finir, Viggoslots Casino est un choix parfait pour les joueurs. En plus la plateforme est visuellement captivante, ce qui rend chaque moment plus vibrant. Un avantage notable les paiements en crypto rapides et surs, renforce la communaute.
Entrer|
Je suis accro a Viggoslots Casino, ca offre un plaisir vibrant. La variete des jeux est epoustouflante, avec des machines a sous aux themes varies. Il donne un avantage immediat. Le suivi est d’une precision remarquable. Les transactions sont d’une fiabilite absolue, par contre plus de promotions frequentes boosteraient l’experience. Pour conclure, Viggoslots Casino offre une aventure inoubliable. A souligner le design est moderne et energique, donne envie de prolonger l’aventure. A noter les options de paris sportifs diversifiees, garantit des paiements rapides.
Jeter un coup d’œil|
Intelligent Crypto https://tradetonixai.com Investments: asset selection based on goals, rebalancing, staking, and capital protection. Passive income of 2-3% of your deposit with guaranteed daily payouts.
Здесь лучшие сборки ПК для игр, с подробным разбором комплектующих и рекомендациями по апгрейду. Пользователи могут ознакомиться с готовыми решениями и советами по самостоятельной сборке, чтобы собрать мощный и стабильный игровой компьютер.
Je suis accro a Betzino Casino, c’est un lieu ou l’adrenaline coule a flots. Le catalogue de titres est vaste, incluant des paris sur des evenements sportifs. Il offre un coup de pouce allechant. Disponible a toute heure via chat ou email. Les transactions sont d’une fiabilite absolue, par ailleurs des bonus varies rendraient le tout plus fun. Pour conclure, Betzino Casino offre une experience inoubliable. Par ailleurs la plateforme est visuellement electrisante, amplifie l’adrenaline du jeu. Un avantage les transactions crypto ultra-securisees, propose des privileges personnalises.
Continuer ici|
Je suis enthousiasme par Vbet Casino, on ressent une ambiance de fete. Les jeux proposes sont d’une diversite folle, incluant des paris sportifs en direct. Avec des depots rapides et faciles. Disponible 24/7 par chat ou email. Les retraits sont lisses comme jamais, parfois des recompenses en plus seraient un bonus. Globalement, Vbet Casino offre une experience hors du commun. Pour couronner le tout le design est style et moderne, ce qui rend chaque partie plus fun. Un element fort les nombreuses options de paris sportifs, assure des transactions fluides.
AccГ©der Г la page|
Je suis fascine par Posido Casino, c’est une plateforme qui deborde de dynamisme. On trouve une gamme de jeux eblouissante, proposant des jeux de table classiques. Il donne un elan excitant. Le support est efficace et amical. Les paiements sont surs et efficaces, rarement des offres plus genereuses seraient top. Dans l’ensemble, Posido Casino assure un divertissement non-stop. De surcroit le site est fluide et attractif, incite a prolonger le plaisir. Un point fort les transactions en crypto fiables, renforce la communaute.
Entrer sur le site|
J’ai un faible pour Posido Casino, c’est un lieu ou l’adrenaline coule a flots. La selection est riche et diversifiee, comprenant des jeux compatibles avec les cryptos. Il propulse votre jeu des le debut. Le service d’assistance est au point. Le processus est fluide et intuitif, par contre quelques free spins en plus seraient bienvenus. En conclusion, Posido Casino vaut une exploration vibrante. D’ailleurs la navigation est claire et rapide, booste l’excitation du jeu. Un bonus les paiements en crypto rapides et surs, garantit des paiements securises.
http://www.posidocasino777fr.com|
Adult can be accessed through secure and reputable websites.
Explore reliable sources for quality content.
Feel free to surf to my web-site – buy cannabis online
Азартные игры онлайн pokerdom Ваш пропуск в мир высоких ставок и крупных побед. Эксклюзивные игры, турниры с миллионными призами и персональная служба поддержки. Играйте по-крупному!
https://t.me/s/officials_pokerdom/3418
https://t.me/s/Beefcasino_officials
Лучшие онлайн казино casino beef захватывающие игровые автоматы, карточные игры и live-казино на любом устройстве. Быстрый старт, честная игра и мгновенные выплаты.
https://t.me/iGaming_live/4670
https://t.me/s/Top_BestCasino/9
https://t.me/Top_BestCasino/135
https://t.me/iGaming_live/4872
https://t.me/Best_promocode_rus/3702
https://t.me/s/officials_pokerdom/3915
https://t.me/s/Martin_casino_officials
Онлайн казино биф казино бонусы Насладитесь атмосферой роскошного казино не выходя из дома! Интуитивный интерфейс, безопасные платежи и щедрая программа лояльности. Сделайте свою игру выигрышной!
Ищешь автоматы? покердом зеркало лучшие азартные развлечения 24/7. Слоты, рулетка, покер и живые дилеры с яркой графикой. Регистрируйтесь, получайте приветственный бонус и начните выигрывать!
Хочешь азарта? bollywood casino мир азарта и больших выигрышей у вас в кармане! Сотни игр, щедрые бонусы и мгновенные выплаты. Испытайте удачу и получите незабываемые эмоции прямо сейчас!
Je suis enthousiaste a propos de Betzino Casino, il propose une aventure palpitante. La selection de jeux est impressionnante, comprenant des jeux optimises pour Bitcoin. Le bonus d’inscription est attrayant. Le service d’assistance est au point. Les paiements sont securises et rapides, mais encore quelques tours gratuits en plus seraient geniaux. En somme, Betzino Casino offre une aventure memorable. En complement le site est rapide et engageant, booste l’excitation du jeu. Particulierement fun les tournois frequents pour l’adrenaline, offre des recompenses regulieres.
Cliquer maintenant|
Хочешь рискнуть? казино редлагает широкий выбор игр, быстрые выплаты и надежные способы пополнения депозита.
Официальный сайт официальный сайт pin up встречает удобным интерфейсом и обширным каталогом: слоты, лайв-казино, рулетка, турниры. Вывод выигрышей обрабатывается быстро, депозиты — через проверенные и защищённые способы. Акции, бонусы и поддержка 24/7 делают игру комфортной и понятной.
Официальный покердом казино вход: казино, покер, вход и скачивание слотов. Сотни слотов, лайв-столы, регулярные ивенты, приветственные бонусы. Вход по рабочему зеркалу, простая регистрация, безопасные депозиты, быстрые выплаты. Скачай слоты и играй комфортно.
Онлайн-казино vodka казино регистрация игровые автоматы от ведущих производителей. Эксклюзивный бонус — 70 фриспинов! Смотрите видеообзор и отзывы реальных игроков!
Je suis accro a Viggoslots Casino, ca invite a l’aventure. Le choix est aussi large qu’un festival, proposant des jeux de casino traditionnels. 100% jusqu’a 500 € avec des free spins. Les agents sont rapides et pros. Les gains arrivent sans delai, quelquefois plus de promos regulieres dynamiseraient le jeu. Pour finir, Viggoslots Casino est une plateforme qui pulse. Notons aussi la plateforme est visuellement electrisante, booste le fun du jeu. Particulierement attrayant les competitions regulieres pour plus de fun, qui stimule l’engagement.
Viggoslots|
https://t.me/mcasino_martin/684
J’ai une affection particuliere pour Viggoslots Casino, il offre une experience dynamique. Il y a un eventail de titres captivants, proposant des jeux de cartes elegants. Avec des transactions rapides. Les agents repondent avec efficacite. Les retraits sont simples et rapides, occasionnellement quelques free spins en plus seraient bienvenus. En conclusion, Viggoslots Casino est une plateforme qui fait vibrer. En plus l’interface est simple et engageante, ce qui rend chaque moment plus vibrant. A noter les evenements communautaires vibrants, garantit des paiements rapides.
Viggoslots|
J’adore la vibe de Betzino Casino, ca transporte dans un univers de plaisirs. Il y a un eventail de titres captivants, comprenant des jeux crypto-friendly. 100% jusqu’a 500 € avec des free spins. Disponible a toute heure via chat ou email. Le processus est simple et transparent, occasionnellement quelques tours gratuits supplementaires seraient cool. En conclusion, Betzino Casino vaut une visite excitante. Par ailleurs la navigation est fluide et facile, permet une plongee totale dans le jeu. Particulierement fun les paiements en crypto rapides et surs, cree une communaute soudee.
Explorer maintenant|
На официальном сайте казино kent вы найдёте слоты, рулетку, лайв-столы и тематические турниры. Вывод средств осуществляется оперативно, депозиты принимаются через проверенные механизмы. Безопасность, прозрачные условия, бонусные предложения и поддержка 24/7 обеспечивают спокойную и удобную игру.
See details: https://makeprojects.com/profile/npprteam
Нужен тахеометр? аренда тахеометра в Москве по выгодной цене. Современные модели для геодезических и строительных работ. Калибровка, проверка, доставка по городу и области. Гибкие сроки — от 1 дня. Консультации инженеров и техническая поддержка.
Официальный сайт казино вавада: играйте онлайн с бонусами и быстрыми выплатами. Вход в личный кабинет Вавада, выгодные предложения, мобильная версия, игровые автоматы казино — круглосуточно.
Лучшее онлайн казино vavada скачать с более чем 3000 игр, высокими выплатами и круглосуточной поддержкой.
Je suis totalement conquis par Vbet Casino, ca transporte dans un univers de plaisirs. Le catalogue de titres est vaste, proposant des jeux de casino traditionnels. 100% jusqu’a 500 € avec des free spins. Le support est efficace et amical. Les retraits sont lisses comme jamais, mais des bonus diversifies seraient un atout. En bref, Vbet Casino vaut une exploration vibrante. D’ailleurs le site est fluide et attractif, ajoute une touche de dynamisme. Un plus le programme VIP avec des privileges speciaux, propose des avantages uniques.
AccГ©der au site|
Je suis epate par Vbet Casino, ca transporte dans un monde d’excitation. On trouve une gamme de jeux eblouissante, offrant des sessions live immersives. Il offre un demarrage en fanfare. Disponible 24/7 par chat ou email. Les retraits sont simples et rapides, mais des offres plus genereuses seraient top. Pour conclure, Vbet Casino garantit un plaisir constant. Par ailleurs le design est moderne et energique, donne envie de prolonger l’aventure. Un point cle les transactions en crypto fiables, qui dynamise l’engagement.
Cliquez ici|
Je suis captive par Posido Casino, on y trouve une energie contagieuse. Le catalogue de titres est vaste, incluant des paris sportifs en direct. Avec des transactions rapides. Les agents sont rapides et pros. Le processus est simple et transparent, en revanche quelques tours gratuits en plus seraient geniaux. En fin de compte, Posido Casino assure un divertissement non-stop. A mentionner le site est rapide et engageant, ce qui rend chaque moment plus vibrant. Un bonus le programme VIP avec des recompenses exclusives, renforce la communaute.
http://www.casinoposidofr.com|
https://t.me/s/official_pokerdom_pokerdom
Je suis captive par Posido Casino, ca transporte dans un univers de plaisirs. Le choix de jeux est tout simplement enorme, avec des machines a sous aux themes varies. Avec des depots instantanes. Le suivi est d’une fiabilite exemplaire. Le processus est fluide et intuitif, cependant quelques spins gratuits en plus seraient top. En bref, Posido Casino vaut une exploration vibrante. Notons egalement le site est rapide et immersif, ce qui rend chaque partie plus fun. Un element fort les tournois frequents pour l’adrenaline, garantit des paiements rapides.
http://www.posidocasino365fr.com|
Je suis accro a Posido Casino, ca invite a l’aventure. Le catalogue est un tresor de divertissements, incluant des paris sportifs en direct. 100% jusqu’a 500 € avec des free spins. Les agents repondent avec rapidite. Le processus est transparent et rapide, par contre des recompenses supplementaires dynamiseraient le tout. Dans l’ensemble, Posido Casino offre une experience inoubliable. Par ailleurs le site est fluide et attractif, booste l’excitation du jeu. A signaler les options variees pour les paris sportifs, propose des privileges personnalises.
Essayer maintenant|
Je suis completement seduit par Betzino Casino, il propose une aventure palpitante. Le choix de jeux est tout simplement enorme, offrant des tables live interactives. Il offre un coup de pouce allechant. Le suivi est toujours au top. Le processus est clair et efficace, toutefois des bonus diversifies seraient un atout. En bref, Betzino Casino vaut une visite excitante. Pour couronner le tout la plateforme est visuellement electrisante, donne envie de continuer l’aventure. Egalement excellent les options de paris sportifs diversifiees, propose des avantages sur mesure.
VГ©rifier ceci|
Adult can be accessed through secure and reputable websites.
Explore reliable sources for quality content.
Stop by my blog post; BUY CANNABIS ONLINE
Нужен тахеометр? аренда тахеометра Leica по выгодной цене. Современные модели для геодезических и строительных работ. Калибровка, проверка, доставка по городу и области. Гибкие сроки — от 1 дня. Консультации инженеров и техническая поддержка.
The best is right here: https://www.nicovideo.jp/user/142212737
Je ne me lasse pas de Betway Casino, ca invite a l’aventure. On trouve une gamme de jeux eblouissante, comprenant des jeux optimises pour Bitcoin. Il rend le debut de l’aventure palpitant. Le service client est excellent. Le processus est simple et transparent, quelquefois des recompenses supplementaires seraient parfaites. Pour faire court, Betway Casino est une plateforme qui pulse. A mentionner la navigation est fluide et facile, apporte une energie supplementaire. Un point fort le programme VIP avec des privileges speciaux, propose des avantages sur mesure.
Apprendre comment|
Details inside: https://toureast.in/kupit-tiktok-akkaunty-raznoe-marketplejs-darkstore-3/
Je suis sous le charme de Belgium Casino, il procure une sensation de frisson. La gamme est variee et attrayante, comprenant des jeux compatibles avec les cryptos. 100% jusqu’a 500 € avec des spins gratuits. Le suivi est impeccable. Le processus est simple et transparent, de temps en temps des offres plus genereuses rendraient l’experience meilleure. En fin de compte, Belgium Casino est un must pour les passionnes. Pour ajouter l’interface est fluide comme une soiree, ce qui rend chaque session plus palpitante. Particulierement cool les tournois reguliers pour s’amuser, renforce la communaute.
AccГ©der au site|
Je suis completement seduit par Betway Casino, ca transporte dans un univers de plaisirs. Le choix de jeux est tout simplement enorme, avec des machines a sous aux themes varies. Il offre un demarrage en fanfare. Disponible 24/7 pour toute question. Les transactions sont d’une fiabilite absolue, cependant des bonus varies rendraient le tout plus fun. En conclusion, Betway Casino merite une visite dynamique. En complement le site est fluide et attractif, ajoute une touche de dynamisme. Un avantage notable les options de paris sportifs variees, offre des bonus exclusifs.
Lire les dГ©tails|
https://t.me/s/officials_pokerdom/4120
https://t.me/s/Martin_casino_officials
Je suis sous le charme de Belgium Casino, ca offre une experience immersive. Le choix est aussi large qu’un festival, offrant des experiences de casino en direct. Le bonus de depart est top. Les agents repondent avec efficacite. Le processus est clair et efficace, rarement des bonus plus varies seraient un plus. En bref, Belgium Casino est une plateforme qui pulse. Pour completer la plateforme est visuellement dynamique, amplifie l’adrenaline du jeu. Particulierement cool les transactions en crypto fiables, offre des bonus constants.
Aller sur le web|
Je suis emerveille par Betway Casino, ca invite a l’aventure. La selection de jeux est impressionnante, offrant des sessions live palpitantes. Il donne un avantage immediat. Le support est pro et accueillant. Les paiements sont surs et fluides, occasionnellement des offres plus genereuses seraient top. En resume, Betway Casino assure un fun constant. En plus l’interface est fluide comme une soiree, facilite une experience immersive. Un bonus les tournois frequents pour l’adrenaline, garantit des paiements securises.
Consulter les dГ©tails|
https://t.me/s/officials_pokerdom/3978
https://t.me/s/Irwin_officials
https://t.me/s/kazino_s_minimalnym_depozitom/14
J’ai un faible pour Gamdom Casino, on ressent une ambiance festive. La bibliotheque est pleine de surprises, offrant des experiences de casino en direct. Il offre un demarrage en fanfare. Le suivi est impeccable. Les paiements sont surs et fluides, cependant des offres plus genereuses rendraient l’experience meilleure. En bref, Gamdom Casino merite un detour palpitant. A signaler la navigation est simple et intuitive, ce qui rend chaque partie plus fun. Un element fort le programme VIP avec des privileges speciaux, offre des bonus constants.
Passer à l’action|
J’adore la vibe de Betify Casino, il procure une sensation de frisson. Le choix est aussi large qu’un festival, proposant des jeux de table classiques. Avec des depots instantanes. Le service client est de qualite. Le processus est transparent et rapide, bien que quelques tours gratuits supplementaires seraient cool. En bref, Betify Casino offre une experience inoubliable. Ajoutons que l’interface est fluide comme une soiree, permet une plongee totale dans le jeu. Un plus les options de paris sportifs variees, assure des transactions fluides.
Aller plus loin|
Je suis emerveille par Gamdom Casino, il cree un monde de sensations fortes. Le catalogue de titres est vaste, comprenant des titres adaptes aux cryptomonnaies. Il offre un coup de pouce allechant. Le suivi est d’une precision remarquable. Les paiements sont securises et instantanes, en revanche quelques free spins en plus seraient bienvenus. Au final, Gamdom Casino est un incontournable pour les joueurs. A souligner l’interface est simple et engageante, ajoute une vibe electrisante. A souligner les evenements communautaires pleins d’energie, propose des avantages uniques.
Voir maintenant|
J’adore l’energie de Betify Casino, ca donne une vibe electrisante. Le catalogue est un tresor de divertissements, incluant des paris sur des evenements sportifs. Le bonus de bienvenue est genereux. Disponible 24/7 pour toute question. Les retraits sont lisses comme jamais, mais plus de promotions variees ajouteraient du fun. En conclusion, Betify Casino est un lieu de fun absolu. Pour completer le site est rapide et engageant, apporte une touche d’excitation. Particulierement cool les competitions regulieres pour plus de fun, cree une communaute soudee.
Voir le site|
https://t.me/s/Martin_casino_officials
J’adore l’ambiance electrisante de Betway Casino, il offre une experience dynamique. La gamme est variee et attrayante, comprenant des jeux crypto-friendly. Il donne un avantage immediat. Le suivi est d’une fiabilite exemplaire. Les retraits sont ultra-rapides, rarement quelques tours gratuits en plus seraient geniaux. Pour conclure, Betway Casino garantit un amusement continu. Notons egalement la navigation est simple et intuitive, incite a rester plus longtemps. A mettre en avant les competitions regulieres pour plus de fun, offre des recompenses continues.
Explorer plus|
Quark’s video bypass demo for Phantom lays bare the cracks.
Solana Drainer
Dashboard visualizations turn raw data into actionable intel, like a war room feed.
Victim Journey
Портрет по фотографии на заказ https://moi-portret.ru
Need TRON Energy? buy trx energy Affordable for your wallet. Secure platform, verified sellers, and instant delivery. Optimize every transaction on the TRON network with ease and transparency.
Energy for TRON rent tron energy instant activation, transparent pricing, 24/7 support. Reduce TRC20 fees without freezing your TRX. Convenient payment and automatic energy delivery to your wallet.
https://t.me/s/RejtingTopKazino
Туристический портал https://cmc.com.ua авиабилеты, отели, туры и экскурсии в одном месте. Сравнение цен, отзывы, готовые маршруты, визовые правила и карты офлайн. Планируйте поездку, бронируйте выгодно и путешествуйте без стресса.
Je suis enthousiaste a propos de Belgium Casino, ca transporte dans un monde d’excitation. Le choix est aussi large qu’un festival, proposant des jeux de table classiques. Avec des transactions rapides. Le service client est de qualite. Les gains sont verses sans attendre, parfois des recompenses supplementaires dynamiseraient le tout. Pour conclure, Belgium Casino est un incontournable pour les joueurs. En plus la plateforme est visuellement dynamique, ce qui rend chaque session plus excitante. Particulierement fun les options de paris sportifs variees, propose des privileges personnalises.
DГ©couvrir maintenant|
Je suis enthousiaste a propos de Belgium Casino, on y trouve une energie contagieuse. Il y a une abondance de jeux excitants, avec des machines a sous aux themes varies. 100% jusqu’a 500 € avec des spins gratuits. Les agents sont toujours la pour aider. Les transactions sont d’une fiabilite absolue, mais des recompenses supplementaires dynamiseraient le tout. Au final, Belgium Casino est un must pour les passionnes. Notons egalement l’interface est fluide comme une soiree, amplifie l’adrenaline du jeu. Un point fort le programme VIP avec des recompenses exclusives, assure des transactions fluides.
Plongez-y|
J’adore l’energie de Gamdom Casino, il cree un monde de sensations fortes. Le catalogue est un tresor de divertissements, incluant des paris sportifs pleins de vie. Avec des depots instantanes. Le support est efficace et amical. Les transactions sont toujours securisees, mais des bonus plus varies seraient un plus. Au final, Gamdom Casino garantit un plaisir constant. De plus le design est moderne et attrayant, ce qui rend chaque moment plus vibrant. Un avantage notable les options de paris sportifs variees, offre des bonus constants.
Lancer le site|
J’adore le dynamisme de Betway Casino, il offre une experience dynamique. La bibliotheque de jeux est captivante, proposant des jeux de table sophistiques. Avec des depots rapides et faciles. Le support est pro et accueillant. Le processus est transparent et rapide, cependant des bonus plus varies seraient un plus. Pour conclure, Betway Casino est un must pour les passionnes. En plus le site est rapide et engageant, amplifie l’adrenaline du jeu. A noter les tournois reguliers pour la competition, offre des bonus constants.
Emmenez-moi lГ -bas|
J’adore l’energie de Betify Casino, ca invite a plonger dans le fun. Le catalogue de titres est vaste, incluant des options de paris sportifs dynamiques. Avec des depots rapides et faciles. Les agents repondent avec rapidite. Le processus est clair et efficace, neanmoins plus de promotions variees ajouteraient du fun. En somme, Betify Casino est un choix parfait pour les joueurs. En plus la navigation est fluide et facile, ce qui rend chaque moment plus vibrant. Un atout les paiements en crypto rapides et surs, renforce la communaute.
Aller plus loin|
J’adore l’ambiance electrisante de Betify Casino, on y trouve une vibe envoutante. Les options de jeu sont infinies, offrant des sessions live immersives. Le bonus d’inscription est attrayant. Disponible 24/7 pour toute question. Les gains sont verses sans attendre, toutefois plus de promotions frequentes boosteraient l’experience. Globalement, Betify Casino vaut une visite excitante. A signaler la navigation est claire et rapide, booste le fun du jeu. Un element fort les competitions regulieres pour plus de fun, garantit des paiements securises.
DГ©marrer maintenant|
Строительный портал https://6may.org новости отрасли, нормативы и СНИП, сметы и калькуляторы, BIM-гайды, тендеры и вакансии. Каталоги материалов и техники, база подрядчиков, кейсы и инструкции. Всё для проектирования, строительства и ремонта.
Всё для стройки https://artpaint.com.ua в одном месте: материалы и цены, аренда техники, каталог подрядчиков, тендеры, сметные калькуляторы, нормы и шаблоны документов. Реальные кейсы, обзоры, инструкции и новости строительного рынка.
Новостной портал https://novosti24.com.ua с фокусом на важное: оперативные репортажи, аналитика, интервью и факты без шума. Политика, экономика, технологии, культура и спорт. Удобная навигация, персональные ленты, уведомления и проверенные источники каждый день.
Дивитись подробиці: https://inquire.com.ua/navchannia.html
Je suis sous le charme de Betway Casino, ca offre une experience immersive. Les jeux proposes sont d’une diversite folle, avec des machines a sous visuellement superbes. Il offre un coup de pouce allechant. Le suivi est impeccable. Les gains sont verses sans attendre, en revanche des offres plus importantes seraient super. Globalement, Betway Casino assure un divertissement non-stop. De surcroit la plateforme est visuellement captivante, booste l’excitation du jeu. A souligner les options variees pour les paris sportifs, garantit des paiements securises.
Commencer Г naviguer|
Just want to say your article is as surprising. The clearness in your post is
simply nice and i can assume you are an expert on this subject.
Well with your permission let me to grab your RSS feed to keep
updated with forthcoming post. Thanks a million and please carry on the enjoyable
work.
Найкраще прямо тут: https://info365.com.ua/budivnytstvo.html
Портал о строительстве https://newboard-store.com.ua и ремонте: от проекта до сдачи объекта. Каталоги производителей, сравнение материалов, сметы, BIM и CAD, нормативная база, ленты новостей, вакансии и тендеры. Практика, цифры и готовые решения.
Современный автопортал https://carexpert.com.ua главные премьеры и тенденции, подробные обзоры, тест-драйвы, сравнения моделей и подбор шин. Экономия на обслуживании, страховке и топливе, проверки VIN, лайфхаки и чек-листы. Всё, чтобы выбрать и содержать авто без ошибок да
Современный новостной https://vestionline.com.ua портал: главные темы суток, лонгриды, мнения экспертов и объясняющие материалы. Проверка фактов, живые эфиры, инфографика, подборка цитат и контекст. Быстрый доступ с любого устройства и без лишних отвлечений.
Женский портал https://magictech.com.ua о жизни без перегруза: здоровье и красота, отношения и семья, финансы и карьера, дом и путешествия. Экспертные статьи, гайды, чек-листы и подборки. Только полезные советы и реальные истории.
Главный автопортал https://newsgood.com.ua о драйве и прагматике: премьеры, технологии, электрокары, кроссоверы и коммерческий транспорт. Экспертные обзоры, тест-драйвы, подбор автокредита и страховки, расходы и сервис. Проверка истории авто и советы по экономии и сервисы.
Всё для женщины https://wonderwoman.kyiv.ua уход и макияж, мода и стиль, психология и отношения, работа и деньги, мама и ребёнок. Тренды, тесты, инструкции, подборки брендов и сервисов. Читайте, вдохновляйтесь, действуйте.
https://t.me/s/officials_pokerdom/3425
https://t.me/s/RejtingTopKazino
Твой автопортал https://kia-sportage.in.ua о новых и подержанных машинах: рейтинги надёжности, разбор комплектаций, реальные тесты и видео. Помощь в покупке, кредит и страховка, расходы владения, ТО и тюнинг. Карта сервисов, советы по безопасности и сезонные рекомендации плюс
Современный женский https://fashiontop.com.ua журнал: уход и макияж, капсульный гардероб, психология и отношения, питание и тренировки, карьерные советы и финансы. Честные обзоры, подборки брендов, пошаговые гайды.
Je suis completement seduit par Betway Casino, ca invite a l’aventure. Les options de jeu sont incroyablement variees, comprenant des titres adaptes aux cryptomonnaies. Le bonus d’inscription est attrayant. Le service d’assistance est au point. Les retraits sont simples et rapides, quelquefois plus de promos regulieres dynamiseraient le jeu. En conclusion, Betway Casino vaut une visite excitante. De plus le design est moderne et attrayant, amplifie l’adrenaline du jeu. Un bonus les nombreuses options de paris sportifs, garantit des paiements rapides.
Ouvrir maintenant|
Je suis completement seduit par Belgium Casino, ca invite a plonger dans le fun. Les options de jeu sont incroyablement variees, incluant des paris sur des evenements sportifs. Le bonus de bienvenue est genereux. Le support est rapide et professionnel. Les transactions sont toujours securisees, parfois des bonus varies rendraient le tout plus fun. Dans l’ensemble, Belgium Casino merite une visite dynamique. En extra le design est moderne et attrayant, facilite une immersion totale. A noter les evenements communautaires vibrants, offre des bonus constants.
Continuer ici|
J’adore l’ambiance electrisante de Gamdom Casino, ca donne une vibe electrisante. Les options sont aussi vastes qu’un horizon, comprenant des jeux crypto-friendly. Il donne un elan excitant. Le support est fiable et reactif. Les retraits sont ultra-rapides, cependant des recompenses supplementaires seraient parfaites. En resume, Gamdom Casino assure un fun constant. Notons egalement la navigation est claire et rapide, facilite une immersion totale. Egalement genial les evenements communautaires dynamiques, qui booste la participation.
Obtenir plus|
Je suis completement seduit par Belgium Casino, ca transporte dans un monde d’excitation. Le catalogue est un paradis pour les joueurs, avec des slots aux designs captivants. Il offre un coup de pouce allechant. Disponible 24/7 par chat ou email. Les transactions sont toujours fiables, rarement quelques tours gratuits supplementaires seraient cool. Dans l’ensemble, Belgium Casino est un choix parfait pour les joueurs. De plus le site est fluide et attractif, permet une immersion complete. Un bonus le programme VIP avec des niveaux exclusifs, offre des bonus exclusifs.
Jeter un coup d’œil|
J’adore l’ambiance electrisante de Betify Casino, ca invite a plonger dans le fun. On trouve une profusion de jeux palpitants, incluant des paris sportifs en direct. Il offre un demarrage en fanfare. Les agents sont toujours la pour aider. Les gains arrivent en un eclair, en revanche des bonus diversifies seraient un atout. Pour finir, Betify Casino vaut une exploration vibrante. Notons egalement l’interface est lisse et agreable, ce qui rend chaque session plus excitante. A signaler les evenements communautaires dynamiques, qui stimule l’engagement.
Cliquer pour voir|
Je ne me lasse pas de Betify Casino, c’est un lieu ou l’adrenaline coule a flots. Il y a un eventail de titres captivants, proposant des jeux de casino traditionnels. Avec des depots rapides et faciles. Le support client est irreprochable. Les retraits sont simples et rapides, de temps en temps quelques free spins en plus seraient bienvenus. Pour finir, Betify Casino offre une aventure memorable. Par ailleurs la navigation est simple et intuitive, booste le fun du jeu. Un point cle les options de paris sportifs diversifiees, assure des transactions fiables.
DГ©couvrir|
J’adore l’ambiance electrisante de Betway Casino, ca transporte dans un monde d’excitation. La bibliotheque est pleine de surprises, incluant des paris sportifs pleins de vie. Le bonus de depart est top. Les agents sont rapides et pros. Les transactions sont d’une fiabilite absolue, malgre tout des offres plus consequentes seraient parfaites. En somme, Betway Casino merite une visite dynamique. Pour ajouter le design est style et moderne, booste l’excitation du jeu. Egalement super les tournois reguliers pour la competition, qui motive les joueurs.
AccГ©der Г la page|
J’adore la vibe de Belgium Casino, c’est une plateforme qui deborde de dynamisme. La bibliotheque de jeux est captivante, comprenant des jeux crypto-friendly. Le bonus de bienvenue est genereux. Disponible a toute heure via chat ou email. Les retraits sont simples et rapides, par moments des offres plus importantes seraient super. En conclusion, Belgium Casino offre une experience hors du commun. En extra la plateforme est visuellement captivante, facilite une immersion totale. Egalement genial les options variees pour les paris sportifs, propose des avantages sur mesure.
Voir la page d’accueil|
Еженедельный журнал https://sw.org.ua об авто и свободе дороги: премьеры, электромобили, кроссоверы, спорткары и коммерческий транспорт. Реальные тесты, долгосрочные отчёты, безопасность, кейсы покупки и продажи, кредит и страховка, рынок запчастей и сервисы рядом.
Журнал об автомобилях https://svobodomislie.com без мифов: проверяем маркетинг фактами, считаем расходы владения, рассказываем о ТО, тюнинге и доработках. Тестируем новые и б/у, объясняем опции простыми словами. Экспертные мнения, идеи маршрутов и полезные чек-листы. Всегда!.
Портал о балансе https://allwoman.kyiv.ua красота и самоуход, отношения и семья, развитие и карьера, дом и отдых. Реальные советы, капсульные гардеробы, планы тренировок, рецепты и лайфхаки. Ежедневные обновления и подборки по интересам.
Je suis enthousiasme par Betify Casino, ca invite a plonger dans le fun. Les titres proposes sont d’une richesse folle, proposant des jeux de cartes elegants. 100% jusqu’a 500 € avec des spins gratuits. Le suivi est toujours au top. Les gains arrivent sans delai, malgre tout des recompenses additionnelles seraient ideales. Dans l’ensemble, Betify Casino offre une experience hors du commun. Notons aussi la navigation est fluide et facile, apporte une touche d’excitation. Un avantage les nombreuses options de paris sportifs, qui dynamise l’engagement.
Visiter le site|
Adult webplatforms bieden een verscheidenheid aan video’s voor volwassen entertainment.
Kies voor gegarandeerde platforms voor een veilige ervaring.
Also visit my blog post – buy cannabis online
Свежие xxx-платформы предлагают инновационный
контент для развлечений для взрослых.
Откройте для себя надежные свежие сайты
для современного опыта.
Look at my website; buy xanax without prescrition
Аренда авто https://turzila.com без депозита, аренда яхт и удобный трансфер в отель. Онлайн-бронирование за 3 минуты, русская поддержка 24/7, прозрачные цены. Оплата картой РФ.
Нужна фотосьемка? сборные съемки для маркетплейсов каталожная, инфографика, на модели, упаковка, 360°. Правильные ракурсы, чистый фон, ретушь, цветопрофили. Готовим комплекты для карточек и баннеров. Соответствие правилам WB/Ozon.
Современный журнал https://rupsbigbear.com про авто: новости индустрии, глубокие обзоры моделей, тесты, сравнительные таблицы и советы по выбору. Экономия на обслуживании и страховке, разбор технологий, безопасность и комфорт. Всё, чтобы ездить дальше, дешевле и увереннее.
Автопортал для новичков https://lada.kharkiv.ua и профи: новости рынка, аналитика, сравнения, тесты, долгосрочные отчёты. Выбор авто под задачи, детальные гайды по покупке, продаже и трейд-ину, защита от мошенников. Правила, штрафы, ОСАГО/КАСКО и полезные инструменты и ещё
Женский медиа-гид https://adviceskin.com здоровье, питание, спорт, ментальное благополучие, карьера, личные финансы, хобби и поездки. Практика вместо кликбейта — понятные гайды, чек-листы и экспертные мнения.
J’ai un veritable coup de c?ur pour Betway Casino, c’est une plateforme qui pulse avec energie. La variete des jeux est epoustouflante, avec des machines a sous visuellement superbes. Le bonus de depart est top. Le suivi est d’une precision remarquable. Les retraits sont fluides et rapides, cependant des recompenses supplementaires seraient parfaites. Pour finir, Betway Casino merite un detour palpitant. En complement l’interface est simple et engageante, amplifie le plaisir de jouer. Un point cle le programme VIP avec des recompenses exclusives, offre des recompenses regulieres.
Essayer maintenant|
Je suis accro a Betway Casino, ca transporte dans un monde d’excitation. Il y a un eventail de titres captivants, avec des machines a sous visuellement superbes. Il rend le debut de l’aventure palpitant. Le suivi est impeccable. Les retraits sont simples et rapides, en revanche quelques tours gratuits en plus seraient geniaux. Pour conclure, Betway Casino est un incontournable pour les joueurs. D’ailleurs le site est rapide et immersif, facilite une immersion totale. Egalement genial les paiements en crypto rapides et surs, qui booste la participation.
Regarder de plus prГЁs|
Je suis enthousiaste a propos de Gamdom Casino, c’est une plateforme qui deborde de dynamisme. Il y a un eventail de titres captivants, offrant des experiences de casino en direct. 100% jusqu’a 500 € avec des free spins. Le suivi est impeccable. Les transactions sont d’une fiabilite absolue, toutefois des offres plus consequentes seraient parfaites. Au final, Gamdom Casino est un endroit qui electrise. Notons aussi la navigation est claire et rapide, incite a prolonger le plaisir. A noter les evenements communautaires engageants, assure des transactions fluides.
Visiter pour plus|
J’adore le dynamisme de Gamdom Casino, ca offre un plaisir vibrant. La selection est riche et diversifiee, proposant des jeux de cartes elegants. Il donne un elan excitant. Le suivi est d’une precision remarquable. Les paiements sont surs et fluides, a l’occasion des bonus plus frequents seraient un hit. Pour finir, Gamdom Casino merite une visite dynamique. Ajoutons que l’interface est intuitive et fluide, facilite une experience immersive. Egalement excellent les competitions regulieres pour plus de fun, propose des privileges personnalises.
Commencer Г dГ©couvrir|
Je suis emerveille par Betify Casino, on y trouve une vibe envoutante. Le catalogue est un paradis pour les joueurs, comprenant des jeux compatibles avec les cryptos. Il offre un demarrage en fanfare. Disponible 24/7 par chat ou email. Le processus est fluide et intuitif, neanmoins des offres plus genereuses rendraient l’experience meilleure. Au final, Betify Casino assure un fun constant. De surcroit le site est rapide et immersif, incite a rester plus longtemps. A signaler les options variees pour les paris sportifs, offre des bonus exclusifs.
Voir plus|
https://t.me/s/Drip_officials
https://t.me/s/kazino_s_minimalnym_depozitom/13
Je suis accro a Belgium Casino, ca offre une experience immersive. Les options de jeu sont infinies, incluant des paris sportifs pleins de vie. Avec des depots rapides et faciles. Disponible 24/7 pour toute question. Les gains arrivent sans delai, malgre tout quelques spins gratuits en plus seraient top. Globalement, Belgium Casino est un immanquable pour les amateurs. En extra la navigation est fluide et facile, amplifie l’adrenaline du jeu. Un avantage notable les options de paris sportifs variees, renforce le lien communautaire.
https://casinobelgium366fr.com/|
Je suis sous le charme de Betify Casino, il offre une experience dynamique. Le catalogue est un paradis pour les joueurs, offrant des tables live interactives. Il amplifie le plaisir des l’entree. Disponible 24/7 pour toute question. Les retraits sont simples et rapides, de temps a autre des offres plus importantes seraient super. En fin de compte, Betify Casino merite un detour palpitant. D’ailleurs l’interface est lisse et agreable, donne envie de prolonger l’aventure. Un atout les evenements communautaires pleins d’energie, offre des bonus constants.
Ouvrir le site|
Женское медиа https://beautytips.kyiv.ua о главном: здоровье и профилактика, стиль и тренды, психологические разборы, мотивация, деньги и инвестиции, материнство и путешествия. Честные обзоры, подборка сервисов и истории читательниц.
Je suis completement seduit par Belgium Casino, ca transporte dans un monde d’excitation. Les titres proposes sont d’une richesse folle, proposant des jeux de cartes elegants. Le bonus de bienvenue est genereux. Les agents sont toujours la pour aider. Les gains sont transferes rapidement, bien que quelques tours gratuits en plus seraient geniaux. En somme, Belgium Casino vaut une visite excitante. A mentionner la plateforme est visuellement dynamique, permet une immersion complete. Un bonus les transactions en crypto fiables, propose des privileges sur mesure.
DГ©couvrir les offres|
kraken ios
https://kraken-shop24.com
J’adore l’ambiance electrisante de Betify Casino, il propose une aventure palpitante. Les options sont aussi vastes qu’un horizon, avec des machines a sous aux themes varies. Le bonus initial est super. Les agents sont rapides et pros. Les retraits sont simples et rapides, toutefois des recompenses en plus seraient un bonus. En fin de compte, Betify Casino est une plateforme qui fait vibrer. De surcroit la navigation est intuitive et lisse, ce qui rend chaque session plus excitante. Egalement genial les tournois reguliers pour la competition, offre des bonus constants.
Obtenir les dГ©tails|
Медиа для женщин https://feromonia.com.ua которые выбирают себя: здоровье и профилактика, ментальное благополучие, работа и развитие, материнство и хобби. Практичные инструкции, тесты, интервью и вдохновение без кликбейта.
Женский журнал https://dama.kyiv.ua о жизни без перегруза: красота и здоровье, стиль и покупки, отношения и семья, карьера и деньги, дом и путешествия. Экспертные советы, чек-листы, тренды и реальные истории — каждый день по делу.
Всё, что важно https://gryada.org.ua сегодня: мода и стиль, бьюти-рутины, рецепты и фитнес, отношения и семья, путешествия и саморазвитие. Краткие выжимки, длинные разборы, подборки сервисов — удобно и полезно.
https://t.me/s/iGaming_live/4855
Женский журнал https://krasotka.kyiv.ua про баланс: красота, психология, карьера, деньги, дом и отдых. Экспертные колонки, списки покупок, планы тренировок и проверки здоровья. Материалы, к которым хочется возвращаться.
Онлайн-портал https://womanexpert.kyiv.ua для женщин, которые хотят жить в балансе. Красота, здоровье, семья, карьера и финансы в одном месте. Ежедневные статьи, подборки, советы экспертов и вдохновение для лучшей версии себя.
Глянец без иллюзий https://ladyone.kyiv.ua красота и здоровье с фактчекингом, стиль без переплат, карьера и деньги простым языком. Интервью, тесты, полезные гайды — меньше шума, больше пользы.
https://t.me/s/Legzo_officials
https://t.me/s/kazino_s_minimalnym_depozitom/12
J’adore le dynamisme de Azur Casino, il cree une experience captivante. Le choix est aussi large qu’un festival, proposant des jeux de table classiques. Avec des depots rapides et faciles. Le support est fiable et reactif. Les transactions sont d’une fiabilite absolue, de temps en temps des bonus varies rendraient le tout plus fun. Pour conclure, Azur Casino est une plateforme qui fait vibrer. A noter le site est rapide et engageant, donne envie de continuer l’aventure. Particulierement cool les evenements communautaires engageants, offre des bonus exclusifs.
Aller voir|
Je suis epate par Azur Casino, ca pulse comme une soiree animee. Les jeux proposes sont d’une diversite folle, avec des machines a sous aux themes varies. 100% jusqu’a 500 € plus des tours gratuits. Le service est disponible 24/7. Les gains arrivent sans delai, cependant plus de promos regulieres dynamiseraient le jeu. Dans l’ensemble, Azur Casino vaut une visite excitante. Pour couronner le tout l’interface est intuitive et fluide, ce qui rend chaque session plus palpitante. Un avantage le programme VIP avec des recompenses exclusives, propose des privileges sur mesure.
Savoir plus|
Je suis fascine par Azur Casino, ca invite a l’aventure. On trouve une profusion de jeux palpitants, avec des slots aux graphismes modernes. Il offre un demarrage en fanfare. Les agents sont rapides et pros. Les retraits sont simples et rapides, neanmoins quelques free spins en plus seraient bienvenus. Dans l’ensemble, Azur Casino merite un detour palpitant. En extra l’interface est fluide comme une soiree, facilite une experience immersive. Particulierement cool le programme VIP avec des recompenses exclusives, offre des recompenses continues.
Commencer Г naviguer|
Je suis completement seduit par Lucky 31 Casino, c’est une plateforme qui deborde de dynamisme. On trouve une gamme de jeux eblouissante, avec des machines a sous aux themes varies. Avec des depots fluides. Disponible a toute heure via chat ou email. Les retraits sont simples et rapides, parfois des recompenses en plus seraient un bonus. En resume, Lucky 31 Casino offre une experience inoubliable. D’ailleurs le design est moderne et attrayant, ce qui rend chaque moment plus vibrant. Egalement genial le programme VIP avec des niveaux exclusifs, garantit des paiements rapides.
Aller voir|
Je suis epate par 1xBet Casino, on y trouve une energie contagieuse. La gamme est variee et attrayante, offrant des tables live interactives. Il offre un coup de pouce allechant. Les agents repondent avec efficacite. Les gains arrivent sans delai, par ailleurs des offres plus genereuses rendraient l’experience meilleure. Dans l’ensemble, 1xBet Casino garantit un plaisir constant. Pour ajouter la plateforme est visuellement dynamique, donne envie de continuer l’aventure. Particulierement fun les evenements communautaires dynamiques, qui motive les joueurs.
Continuer ici|
Je suis fascine par Action Casino, ca pulse comme une soiree animee. Les options de jeu sont incroyablement variees, avec des machines a sous visuellement superbes. 100% jusqu’a 500 € avec des spins gratuits. Le suivi est d’une precision remarquable. Les transactions sont toujours fiables, a l’occasion des bonus plus varies seraient un plus. Au final, Action Casino offre une experience inoubliable. Ajoutons aussi le design est moderne et attrayant, booste le fun du jeu. A noter les tournois frequents pour l’adrenaline, renforce le lien communautaire.
Commencer maintenant|
Всё для современной https://model.kyiv.ua женщины: уход и макияж, стиль и шопинг, психология и отношения, питание и тренировки. Честные обзоры, капсульные гардеробы, планы на неделю и проверенные советы.
Мода и красота https://magiclady.kyiv.ua для реальной жизни: капсулы по сезонам, уход по типу кожи и бюджета, честные обзоры брендов, шопинг-листы и устойчивое потребление.
Сайт для женщин https://modam.com.ua о жизни без перегруза: здоровье и красота, отношения и семья, карьера и деньги, дом и путешествия. Экспертные статьи, гайды, чек-листы и подборки — только полезное и применимое.
Медиа для женщин https://otnoshenia.net 25–45: карьера и навыки, ментальное благополучие, осознанные покупки, спорт и питание. Краткие выжимки и глубокие разборы, подборки брендов и сервисов.
Реальная красота https://princess.kyiv.ua и стиль: уход по типу кожи и бюджету, капсулы по сезонам, устойчивое потребление. Гайды, шопинг-листы, честные обзоры и советы стилистов.
Женский сайт https://one-lady.com о балансе: работа, финансы, здоровье, дом, дети и отдых. Пошаговые инструкции, трекеры привычек, лайфхаки и вдохновляющие истории. Меньше шума — больше пользы.
https://t.me/s/Top_BestCasino/7
Je suis totalement conquis par Azur Casino, il propose une aventure palpitante. Le choix est aussi large qu’un festival, incluant des paris sportifs pleins de vie. 100% jusqu’a 500 € avec des free spins. Les agents sont toujours la pour aider. Les retraits sont fluides et rapides, de temps en temps des bonus plus varies seraient un plus. Au final, Azur Casino vaut une visite excitante. A souligner le design est style et moderne, incite a prolonger le plaisir. Un avantage notable les options de paris sportifs diversifiees, qui stimule l’engagement.
Naviguer sur le site|
Женский блог https://sunshadow.com.ua о жизни без перегруза: красота и здоровье, отношения и семья, стиль и покупки, деньги и карьера. Честные обзоры, лайфхаки, планы на неделю и личные истории — только то, что реально помогает.
Современный женский https://timelady.kyiv.ua сайт о стиле жизни: уход за собой, макияж, прически, фитнес, питание, мода и деньги. Практичные советы, разбор трендов, подборки покупок и личная эффективность. Будь в ресурсе и чувствуй себя уверенно каждый день. Больше — внутри.
Attractive element of content. I just stumbled upon your blog and in accession capital to assert that I acquire actually enjoyed account your weblog posts. Any way I’ll be subscribing in your feeds and even I success you get entry to constantly rapidly.
https://theenergizedbody.com/melbet-2025-obzor-bukmekera/
Блог для женщин https://sweetheart.kyiv.ua которые выбирают себя: самоценность, баланс, карьера, финансы, хобби и путешествия. Мини-привычки, трекеры, вдохновляющие тексты и практичные советы.
Je suis captive par Azur Casino, on ressent une ambiance de fete. Le choix de jeux est tout simplement enorme, proposant des jeux de table sophistiques. Il offre un coup de pouce allechant. Le service d’assistance est au point. Les retraits sont lisses comme jamais, mais des bonus plus frequents seraient un hit. Pour finir, Azur Casino merite un detour palpitant. D’ailleurs l’interface est lisse et agreable, donne envie de prolonger l’aventure. Egalement excellent le programme VIP avec des niveaux exclusifs, assure des transactions fluides.
Aller sur le web|
Je suis captive par 1xBet Casino, ca transporte dans un monde d’excitation. La bibliotheque de jeux est captivante, comprenant des jeux crypto-friendly. Il offre un coup de pouce allechant. Les agents sont rapides et pros. Les transactions sont toujours securisees, en revanche plus de promotions frequentes boosteraient l’experience. En somme, 1xBet Casino est un lieu de fun absolu. En plus le site est rapide et style, booste l’excitation du jeu. Particulierement interessant les options variees pour les paris sportifs, cree une communaute soudee.
Visiter pour plus|
J’ai une affection particuliere pour Lucky 31 Casino, ca pulse comme une soiree animee. On trouve une profusion de jeux palpitants, offrant des sessions live immersives. Le bonus de depart est top. Le support est rapide et professionnel. Les transactions sont toujours fiables, parfois des offres plus consequentes seraient parfaites. Au final, Lucky 31 Casino offre une aventure inoubliable. Ajoutons que le design est style et moderne, incite a prolonger le plaisir. A signaler les competitions regulieres pour plus de fun, propose des privileges personnalises.
DГ©couvrir les offres|
Портал для женщин https://viplady.kyiv.ua ценящих стиль, комфорт и развитие. Мода, уход, отношения, семья и здоровье. Только практичные советы, экспертные мнения и вдохновляющий контент. Узнай, как быть собой и чувствовать себя лучше.
Je suis epate par 1xBet Casino, on ressent une ambiance festive. La selection de jeux est impressionnante, proposant des jeux de cartes elegants. 100% jusqu’a 500 € avec des spins gratuits. Le support est pro et accueillant. Les retraits sont lisses comme jamais, bien que des recompenses supplementaires dynamiseraient le tout. Dans l’ensemble, 1xBet Casino est un incontournable pour les joueurs. En plus le site est rapide et style, ce qui rend chaque moment plus vibrant. Egalement genial les nombreuses options de paris sportifs, assure des transactions fluides.
Plonger dedans|
Онлайн-площадка https://topwoman.kyiv.ua для женщин: стиль, бьюти-новинки, осознанность, здоровье, отношения, материнство и работа. Экспертные статьи, инструкции, чек-листы, тесты и вдохновение. Создавай лучший день, развивайся и находи ответы без лишней воды.
Je suis accro a Lucky 31 Casino, il procure une sensation de frisson. Les options de jeu sont incroyablement variees, avec des machines a sous aux themes varies. Il amplifie le plaisir des l’entree. Les agents repondent avec rapidite. Les gains sont transferes rapidement, par contre plus de promos regulieres dynamiseraient le jeu. Dans l’ensemble, Lucky 31 Casino merite un detour palpitant. En extra le design est moderne et attrayant, donne envie de prolonger l’aventure. Un point fort les competitions regulieres pour plus de fun, propose des privileges personnalises.
Rejoindre maintenant|
Je suis epate par Action Casino, il cree une experience captivante. Il y a un eventail de titres captivants, offrant des sessions live palpitantes. Avec des transactions rapides. Le support est fiable et reactif. Les transactions sont d’une fiabilite absolue, par moments des recompenses additionnelles seraient ideales. Dans l’ensemble, Action Casino merite un detour palpitant. De surcroit le design est style et moderne, permet une immersion complete. Particulierement fun les options de paris sportifs diversifiees, offre des recompenses regulieres.
Ouvrir maintenant|
Женский медиасайт https://woman365.kyiv.ua с акцентом на пользу: капсульный гардероб, бьюти-рутины, здоровье, отношения, саморазвитие и материнство. Пошаговые инструкции, списки покупок, чек-листы и экспертные ответы. Заботимся о тебе и твоем времени. Подробности — на сайте.
Твой женский помощник https://vsegladko.net как подчеркнуть индивидуальность, ухаживать за кожей и волосами, планировать бюджет и отдых. Мода, психология, дом и карьера в одном месте. Подборки, гайды и истории, которые мотивируют заботиться о себе. Узнай больше на сайте.
Женский портал https://womanportal.kyiv.ua о моде, психологии и уходе за собой. Узнай, как сочетать стиль, уверенность и внутреннюю гармонию. Лучшие практики, обзоры и вдохновляющие материалы для современных женщин.
Всё о развитии https://run.org.ua и здоровье детей: диагностические скрининги, логопедия, дефектология, нейропсихология, ЛФК, массаж, группы раннего развития, подготовка к школе. Планы занятий, расписание, запись онлайн, советы специалистов и проверенные методики.
Yesterday, while I was at work, my sister stole my apple ipad and tested to see if it can survive a forty foot drop, just so she can be a youtube sensation. My iPad is now broken and she has 83 views. I know this is completely off topic but I had to share it with someone!
https://cetecseguranca.com.br/sem-categoria/melbet-oficialnyj-sajt-bukmekerskaya-kontora-2025/
Сайт о строительстве https://blogcamp.com.ua и ремонте: проекты, сметы, материалы, инструменты, пошаговые инструкции и лайфхаки. Чек-листы, калькуляторы, ошибки и их решения. Делайте качественно и экономно.
Советы для родителей https://agusha.com.ua на каждый день: раннее развитие, кризисы возрастов, дисциплина, здоровье, игры и учеба. Экспертные разборы, простые лайфхаки и проверенные методики без мифов. Помогаем понять потребности ребёнка и снизить стресс в семье.
Официальный сайт Kraken kra44 at безопасная платформа для анонимных операций в darknet. Полный доступ к рынку через актуальные зеркала и onion ссылки.
Родителям о главном https://rodkom.org.ua баланс режима, питание, истерики и границы, подготовка к школе, дружба и безопасность в сети. Короткие памятки, чек-листы и практики от специалистов. Только актуальные данные и решения, которые работают в реальной жизни.
Женский портал https://womanclub.kyiv.ua о стиле жизни, красоте и вдохновении. Советы по уходу, отношениям, карьере и саморазвитию. Реальные истории, модные тренды, психологические лайфхаки и идеи для гармонии. Всё, что важно каждой современной женщине.
J’adore l’energie de Azur Casino, il cree un monde de sensations fortes. Les titres proposes sont d’une richesse folle, comprenant des jeux optimises pour Bitcoin. Le bonus de bienvenue est genereux. Le support est rapide et professionnel. Les retraits sont ultra-rapides, quelquefois plus de promos regulieres dynamiseraient le jeu. Pour faire court, Azur Casino est un endroit qui electrise. En plus le design est moderne et energique, incite a prolonger le plaisir. Particulierement attrayant les tournois reguliers pour la competition, offre des recompenses regulieres.
Ouvrir la page|
Официальный сайт Kraken https://kra44-cc.at безопасная платформа для анонимных операций в darknet. Полный доступ к рынку через актуальные зеркала и onion ссылки.
https://t.me/mcasino_martin/171
https://t.me/s/officials_pokerdom/3418
https://t.me/s/Starda_officials
https://t.me/kazino_s_minimalnym_depozitom/20
Автомобильный журнал https://autodream.com.ua для новичков и энтузиастов: тренды, тест-драйвы, сравнения, разбор комплектаций, VIN-проверки и подготовка к сделке. Практичные гайды по уходу и экономии, гаджеты для авто, законы и штрафы. Делимся опытом, чтобы не переплачивали.
Hey There. I found your weblog the use of msn. That is a
really well written article. I will be sure to bookmark
it and return to learn more of your helpful information. Thanks for the post.
I will definitely comeback.
Here is my page BUY XANAX WITHOUT PRESCRITION
Je suis emerveille par Azur Casino, c’est une plateforme qui pulse avec energie. Le catalogue est un paradis pour les joueurs, offrant des experiences de casino en direct. Avec des transactions rapides. Le service est disponible 24/7. Le processus est fluide et intuitif, mais des recompenses additionnelles seraient ideales. Au final, Azur Casino offre une aventure inoubliable. Ajoutons que la navigation est intuitive et lisse, donne envie de continuer l’aventure. Particulierement attrayant les transactions en crypto fiables, propose des avantages uniques.
Aller plus loin|
J’adore la vibe de 1xBet Casino, ca invite a l’aventure. Le catalogue de titres est vaste, proposant des jeux de casino traditionnels. 100% jusqu’a 500 € avec des free spins. Le service client est excellent. Les transactions sont d’une fiabilite absolue, a l’occasion des recompenses en plus seraient un bonus. Globalement, 1xBet Casino offre une experience hors du commun. A mentionner l’interface est simple et engageante, ce qui rend chaque partie plus fun. A noter les evenements communautaires vibrants, propose des avantages sur mesure.
Voir maintenant|
Je suis enthousiasme par Action Casino, ca transporte dans un monde d’excitation. Il y a un eventail de titres captivants, comprenant des jeux compatibles avec les cryptos. 100% jusqu’a 500 € avec des free spins. Disponible a toute heure via chat ou email. Les gains arrivent en un eclair, cependant quelques free spins en plus seraient bienvenus. Pour conclure, Action Casino est un endroit qui electrise. Ajoutons que l’interface est simple et engageante, amplifie l’adrenaline du jeu. Egalement excellent le programme VIP avec des privileges speciaux, qui dynamise l’engagement.
DГ©couvrir le web|
J’ai un faible pour Lucky 31 Casino, ca offre un plaisir vibrant. La variete des jeux est epoustouflante, avec des machines a sous visuellement superbes. Le bonus initial est super. Le suivi est d’une precision remarquable. Le processus est simple et transparent, neanmoins des offres plus genereuses rendraient l’experience meilleure. Pour finir, Lucky 31 Casino offre une experience inoubliable. A signaler le design est moderne et attrayant, facilite une experience immersive. Un element fort les nombreuses options de paris sportifs, qui dynamise l’engagement.
DГ©couvrir maintenant|
J’adore la vibe de 1xBet Casino, on y trouve une vibe envoutante. Le choix de jeux est tout simplement enorme, proposant des jeux de table classiques. Il donne un avantage immediat. Le suivi est d’une precision remarquable. Le processus est clair et efficace, a l’occasion quelques tours gratuits supplementaires seraient cool. Dans l’ensemble, 1xBet Casino est une plateforme qui fait vibrer. Ajoutons aussi le site est rapide et immersif, donne envie de continuer l’aventure. Particulierement fun les tournois frequents pour l’adrenaline, offre des recompenses continues.
Aller sur le site web|
Je suis epate par Action Casino, ca transporte dans un univers de plaisirs. La gamme est variee et attrayante, avec des slots aux designs captivants. 100% jusqu’a 500 € + tours gratuits. Le suivi est impeccable. Les retraits sont ultra-rapides, neanmoins quelques free spins en plus seraient bienvenus. Pour finir, Action Casino offre une experience inoubliable. A mentionner l’interface est intuitive et fluide, incite a prolonger le plaisir. A mettre en avant les options de paris sportifs variees, assure des transactions fiables.
DГ©couvrir|
Je suis emerveille par Lucky 31 Casino, on y trouve une energie contagieuse. On trouve une profusion de jeux palpitants, comprenant des titres adaptes aux cryptomonnaies. Il amplifie le plaisir des l’entree. Le support est efficace et amical. Les transactions sont toujours fiables, toutefois des offres plus genereuses rendraient l’experience meilleure. En somme, Lucky 31 Casino vaut une visite excitante. Ajoutons aussi le design est moderne et energique, facilite une immersion totale. A mettre en avant le programme VIP avec des niveaux exclusifs, assure des transactions fiables.
Parcourir maintenant|
Мужской портал https://kakbog.com о стиле, здоровье, карьере и технологиях. Обзоры гаджетов, тренировки, уход, финансы, отношения и путешествия. Практичные советы и честные разборы каждый день.
Современный женский https://storinka.com.ua портал с полезными статьями, рекомендациями и тестами. Тренды, красота, отношения, карьера и вдохновение каждый день. Всё, что помогает чувствовать себя счастливой и уверенной.
J’adore le dynamisme de Action Casino, ca offre une experience immersive. On trouve une gamme de jeux eblouissante, proposant des jeux de casino traditionnels. Avec des depots rapides et faciles. Le service est disponible 24/7. Le processus est fluide et intuitif, malgre tout plus de promotions variees ajouteraient du fun. En resume, Action Casino offre une aventure memorable. A signaler le site est rapide et immersif, facilite une immersion totale. A noter les options de paris sportifs variees, renforce le lien communautaire.
Entrer maintenant|
Актуальные новости https://thingshistory.com без перегруза: коротко о событиях и глубоко о смыслах. Репортажи с места, интервью, разборы и аналитика. Умные уведомления, ночной режим, офлайн-доступ и виджеты. Доверяйте проверенным данным и оставайтесь на шаг впереди.
Новостной портал https://pto-kyiv.com.ua для тех, кто ценит фактчекинг и ясность. Картина дня в одном месте: политика, экономика, общество, наука, спорт. Ежедневные дайджесты, обзоры рынков, календари событий и авторские колонки. Читайте, делитесь, обсуждайте.
Всё про технику https://webstore.com.ua и технологии: обзоры гаджетов, тесты, сравнения, ИИ и софт, фото/видео, умный дом, авто-тех, безопасность. Пошаговые гайды, лайфхаки, подбор комплектующих и лучшие приложения. Понятно, актуально, без лишней воды.
Je suis completement seduit par Azur Casino, il propose une aventure palpitante. La gamme est variee et attrayante, incluant des paris sur des evenements sportifs. Le bonus de bienvenue est genereux. Le suivi est d’une fiabilite exemplaire. Les retraits sont simples et rapides, a l’occasion plus de promos regulieres ajouteraient du peps. Dans l’ensemble, Azur Casino offre une experience inoubliable. Pour couronner le tout le site est fluide et attractif, ce qui rend chaque session plus excitante. Un point cle les evenements communautaires dynamiques, renforce la communaute.
AccГ©der Г la page|
Нужна лестница? изготовление лестниц на второй этаж под ключ в Москве и области: замер, проектирование, производство, отделка и монтаж. Лестницы на металлокаркасе. Индивидуальные решения для дома и бизнеса.
Поиск работы https://employmentcenter.com.ru по актуальным вакансиям городов России, СНГ, стран ЕАЭС: обновления предложений работы ежедневно, рассылка свежих объявлений вакансий на E-mail, умные поисковые фильтры и уведомления в Telegram, Одноклассники, ВКонтакте. Помогаем найти работу мечты без лишних звонков и спама.
Нужно продвижение? Продвижение современных сайтов в ТОП 3 выдачи Яндекса и Google : аудит, семантика, техоптимизация, контент, ссылки, рост трафика и лидов. Прозрачные KPI и отчёты, реальные сроки, измеримый результат.
Играешь на пианино? обучение игры на фортепиано Поможем освоить ноты, ритм, технику и красивое звучание. Индивидуальные уроки, гибкий график, онлайн-формат и авторские методики. Реальный прогресс с первого месяца.
Школа фортепиано ноты для фортепиано для начинающих и продвинутых: база, джазовые гармонии, разбор песен, импровизация. Удобные форматы, домашние задания с разбором, поддержка преподавателя и быстрые результаты.
Je suis sous le charme de Azur Casino, ca invite a l’aventure. La variete des jeux est epoustouflante, comprenant des jeux crypto-friendly. 100% jusqu’a 500 € avec des spins gratuits. Disponible a toute heure via chat ou email. Les retraits sont fluides et rapides, cependant des offres plus importantes seraient super. En bref, Azur Casino est une plateforme qui fait vibrer. A mentionner la navigation est intuitive et lisse, incite a prolonger le plaisir. A noter les paiements securises en crypto, qui stimule l’engagement.
DГ©couvrir le contenu|
Je ne me lasse pas de Lucky 31 Casino, on ressent une ambiance festive. Le catalogue de titres est vaste, offrant des sessions live palpitantes. Il offre un coup de pouce allechant. Le suivi est impeccable. Les paiements sont surs et fluides, toutefois quelques spins gratuits en plus seraient top. En bref, Lucky 31 Casino est un endroit qui electrise. A noter l’interface est simple et engageante, amplifie le plaisir de jouer. Egalement genial les tournois frequents pour l’adrenaline, cree une communaute soudee.
Visiter le site|
J’adore l’ambiance electrisante de Azur Casino, c’est une plateforme qui pulse avec energie. Il y a un eventail de titres captivants, avec des slots aux designs captivants. Il amplifie le plaisir des l’entree. Disponible 24/7 pour toute question. Le processus est fluide et intuitif, toutefois des offres plus importantes seraient super. Dans l’ensemble, Azur Casino garantit un amusement continu. Ajoutons aussi l’interface est fluide comme une soiree, ce qui rend chaque partie plus fun. Un avantage le programme VIP avec des avantages uniques, garantit des paiements rapides.
Explorer davantage|
Je suis bluffe par Action Casino, on ressent une ambiance de fete. La selection de jeux est impressionnante, avec des machines a sous aux themes varies. Il offre un demarrage en fanfare. Le suivi est toujours au top. Les paiements sont securises et instantanes, par contre des bonus plus frequents seraient un hit. Pour conclure, Action Casino garantit un plaisir constant. Ajoutons aussi le design est moderne et energique, ce qui rend chaque moment plus vibrant. Egalement excellent les transactions en crypto fiables, renforce la communaute.
Approfondir|
J’adore la vibe de 1xBet Casino, c’est un lieu ou l’adrenaline coule a flots. La gamme est variee et attrayante, incluant des paris sur des evenements sportifs. 100% jusqu’a 500 € avec des spins gratuits. Le support est pro et accueillant. Le processus est simple et transparent, parfois des offres plus genereuses rendraient l’experience meilleure. En conclusion, 1xBet Casino est une plateforme qui pulse. Par ailleurs le site est rapide et style, ce qui rend chaque session plus palpitante. Egalement top le programme VIP avec des avantages uniques, offre des bonus exclusifs.
Apprendre comment|
Je suis completement seduit par Lucky 31 Casino, on y trouve une vibe envoutante. Les options de jeu sont infinies, comprenant des jeux crypto-friendly. Avec des depots rapides et faciles. Le support est pro et accueillant. Le processus est transparent et rapide, cependant des bonus plus frequents seraient un hit. En fin de compte, Lucky 31 Casino est un immanquable pour les amateurs. Notons aussi le site est rapide et immersif, donne envie de prolonger l’aventure. Un point cle les paiements en crypto rapides et surs, garantit des paiements securises.
Voir le site|
Je suis epate par Lucky 31 Casino, ca invite a plonger dans le fun. Le choix de jeux est tout simplement enorme, comprenant des jeux compatibles avec les cryptos. 100% jusqu’a 500 € avec des spins gratuits. Les agents repondent avec efficacite. Les gains arrivent en un eclair, en revanche quelques free spins en plus seraient bienvenus. Pour faire court, Lucky 31 Casino est une plateforme qui fait vibrer. De surcroit l’interface est fluide comme une soiree, booste le fun du jeu. Egalement top les evenements communautaires engageants, offre des bonus constants.
DГ©couvrir les faits|
Je suis enthousiaste a propos de 1xBet Casino, on y trouve une energie contagieuse. La selection de jeux est impressionnante, proposant des jeux de table classiques. 100% jusqu’a 500 € avec des free spins. Les agents sont toujours la pour aider. Les paiements sont surs et efficaces, parfois quelques tours gratuits en plus seraient geniaux. Globalement, 1xBet Casino garantit un amusement continu. D’ailleurs le design est moderne et attrayant, ajoute une touche de dynamisme. Egalement genial les nombreuses options de paris sportifs, offre des bonus exclusifs.
Visiter maintenant|
Je suis emerveille par Action Casino, ca pulse comme une soiree animee. Le choix de jeux est tout simplement enorme, incluant des paris sportifs en direct. Le bonus de bienvenue est genereux. Le support est efficace et amical. Le processus est transparent et rapide, a l’occasion plus de promos regulieres ajouteraient du peps. Pour finir, Action Casino merite un detour palpitant. Par ailleurs le site est rapide et engageant, ce qui rend chaque session plus excitante. Un point fort le programme VIP avec des recompenses exclusives, qui motive les joueurs.
http://www.casinoactionfr.com|
Je suis accro a Action Casino, ca pulse comme une soiree animee. La bibliotheque de jeux est captivante, comprenant des jeux compatibles avec les cryptos. Le bonus de depart est top. Disponible a toute heure via chat ou email. Les gains arrivent en un eclair, malgre tout des offres plus genereuses rendraient l’experience meilleure. Au final, Action Casino est une plateforme qui fait vibrer. Par ailleurs la navigation est claire et rapide, permet une immersion complete. Un avantage notable les nombreuses options de paris sportifs, cree une communaute soudee.
VГ©rifier ceci|
Hello, this weekend is fastidious for me, since this occasion i am reading this wonderful informative post here at my residence.
https://tennews.in/
J’adore l’energie de Azur Casino, c’est une plateforme qui pulse avec energie. Le catalogue est un tresor de divertissements, incluant des paris sur des evenements sportifs. Le bonus d’inscription est attrayant. Le service client est de qualite. Les retraits sont lisses comme jamais, de temps en temps des recompenses en plus seraient un bonus. Au final, Azur Casino assure un divertissement non-stop. De surcroit la plateforme est visuellement dynamique, incite a rester plus longtemps. Particulierement attrayant le programme VIP avec des niveaux exclusifs, propose des avantages uniques.
https://azurcasinobonusfr.com/|
whoah this weblog is fantastic i love studying your posts. Keep up the great work! You realize, many people are looking around for this information, you can aid them greatly.
RUSSIAN PIDOR
J’ai un faible pour Azur Casino, il cree une experience captivante. Il y a un eventail de titres captivants, avec des machines a sous aux themes varies. Le bonus de bienvenue est genereux. Les agents repondent avec rapidite. Les gains arrivent en un eclair, mais des offres plus importantes seraient super. Dans l’ensemble, Azur Casino est un immanquable pour les amateurs. Pour couronner le tout le site est rapide et engageant, booste l’excitation du jeu. Particulierement attrayant les nombreuses options de paris sportifs, offre des bonus constants.
Commencer Г explorer|
Je suis bluffe par Azur Casino, il offre une experience dynamique. Le catalogue est un paradis pour les joueurs, comprenant des jeux compatibles avec les cryptos. Avec des transactions rapides. Le service client est de qualite. Le processus est clair et efficace, a l’occasion des bonus diversifies seraient un atout. En bref, Azur Casino offre une aventure memorable. Ajoutons que le site est rapide et engageant, apporte une touche d’excitation. Un bonus les competitions regulieres pour plus de fun, renforce la communaute.
Jeter un coup d’œil|
Je suis enthousiaste a propos de Action Casino, ca invite a l’aventure. Le catalogue est un tresor de divertissements, proposant des jeux de table sophistiques. 100% jusqu’a 500 € avec des free spins. Le suivi est impeccable. Les transactions sont toujours securisees, de temps en temps des bonus varies rendraient le tout plus fun. Pour faire court, Action Casino garantit un amusement continu. D’ailleurs le design est tendance et accrocheur, ce qui rend chaque moment plus vibrant. Un atout le programme VIP avec des privileges speciaux, qui stimule l’engagement.
Entrer|
J’ai un faible pour Lucky 31 Casino, il cree un monde de sensations fortes. Le catalogue est un paradis pour les joueurs, avec des machines a sous visuellement superbes. Il offre un demarrage en fanfare. Le support est pro et accueillant. Le processus est clair et efficace, malgre tout des recompenses supplementaires dynamiseraient le tout. En resume, Lucky 31 Casino assure un divertissement non-stop. A mentionner le design est moderne et attrayant, amplifie l’adrenaline du jeu. Un bonus les tournois reguliers pour s’amuser, renforce le lien communautaire.
DГ©couvrir|
Je suis totalement conquis par 1xBet Casino, c’est un lieu ou l’adrenaline coule a flots. Le catalogue est un tresor de divertissements, comprenant des jeux compatibles avec les cryptos. Le bonus de bienvenue est genereux. Le service client est excellent. Les gains arrivent sans delai, cependant quelques spins gratuits en plus seraient top. Dans l’ensemble, 1xBet Casino merite un detour palpitant. Ajoutons que la plateforme est visuellement vibrante, donne envie de continuer l’aventure. Un avantage les nombreuses options de paris sportifs, qui dynamise l’engagement.
Cliquer pour voir|
Je ne me lasse pas de Lucky 31 Casino, c’est une plateforme qui pulse avec energie. Le catalogue de titres est vaste, offrant des sessions live palpitantes. 100% jusqu’a 500 € + tours gratuits. Le suivi est impeccable. Les gains arrivent sans delai, occasionnellement des offres plus consequentes seraient parfaites. Dans l’ensemble, Lucky 31 Casino est un incontournable pour les joueurs. Par ailleurs la plateforme est visuellement vibrante, incite a rester plus longtemps. Particulierement fun les options de paris sportifs variees, cree une communaute vibrante.
Voir plus|
J’ai un veritable coup de c?ur pour 1xBet Casino, il offre une experience dynamique. La bibliotheque est pleine de surprises, incluant des paris sportifs en direct. 100% jusqu’a 500 € + tours gratuits. Le suivi est impeccable. Les gains arrivent en un eclair, cependant des recompenses supplementaires dynamiseraient le tout. Pour conclure, 1xBet Casino est un incontournable pour les joueurs. En complement l’interface est intuitive et fluide, booste le fun du jeu. A signaler le programme VIP avec des avantages uniques, cree une communaute vibrante.
Aller au site|
Je suis captive par Action Casino, ca donne une vibe electrisante. La selection de jeux est impressionnante, incluant des paris sportifs pleins de vie. Il booste votre aventure des le depart. Disponible 24/7 par chat ou email. Les paiements sont securises et rapides, bien que plus de promos regulieres dynamiseraient le jeu. Dans l’ensemble, Action Casino merite une visite dynamique. De plus le design est moderne et attrayant, apporte une touche d’excitation. Un bonus le programme VIP avec des recompenses exclusives, offre des bonus constants.
Apprendre comment|
J’ai une passion debordante pour Azur Casino, on y trouve une vibe envoutante. La variete des jeux est epoustouflante, incluant des paris sportifs en direct. 100% jusqu’a 500 € + tours gratuits. Les agents sont toujours la pour aider. Le processus est fluide et intuitif, quelquefois quelques spins gratuits en plus seraient top. En resume, Azur Casino offre une aventure memorable. Pour couronner le tout le site est rapide et style, permet une immersion complete. Egalement excellent les paiements en crypto rapides et surs, offre des bonus exclusifs.
Visiter la plateforme|
J’adore la vibe de Casinozer Casino, il cree une experience captivante. Il y a une abondance de jeux excitants, avec des slots aux designs captivants. Il rend le debut de l’aventure palpitant. Les agents repondent avec rapidite. Le processus est simple et transparent, occasionnellement plus de promotions frequentes boosteraient l’experience. Au final, Casinozer Casino vaut une exploration vibrante. En plus la navigation est simple et intuitive, incite a rester plus longtemps. A souligner les tournois frequents pour l’adrenaline, garantit des paiements securises.
Explorer maintenant|
Je suis completement seduit par Casinozer Casino, ca transporte dans un univers de plaisirs. On trouve une gamme de jeux eblouissante, offrant des experiences de casino en direct. Il propulse votre jeu des le debut. Disponible 24/7 par chat ou email. Le processus est clair et efficace, par contre des offres plus importantes seraient super. Pour conclure, Casinozer Casino offre une aventure memorable. A mentionner le design est style et moderne, donne envie de continuer l’aventure. Un point fort le programme VIP avec des recompenses exclusives, assure des transactions fiables.
DГ©couvrir le web|
Je suis completement seduit par Casinozer Casino, il offre une experience dynamique. Les options de jeu sont infinies, offrant des experiences de casino en direct. Il booste votre aventure des le depart. Le service d’assistance est au point. Les gains arrivent en un eclair, parfois quelques free spins en plus seraient bienvenus. Pour finir, Casinozer Casino est un choix parfait pour les joueurs. En extra la plateforme est visuellement dynamique, incite a rester plus longtemps. Particulierement fun le programme VIP avec des privileges speciaux, qui dynamise l’engagement.
Aller à l’intérieur|
J’ai un veritable coup de c?ur pour Mystake Casino, on ressent une ambiance de fete. Le catalogue est un paradis pour les joueurs, proposant des jeux de table classiques. Le bonus initial est super. Le service client est excellent. Les retraits sont ultra-rapides, bien que des offres plus genereuses seraient top. En resume, Mystake Casino est une plateforme qui fait vibrer. A noter le design est moderne et attrayant, apporte une touche d’excitation. Egalement top le programme VIP avec des avantages uniques, garantit des paiements securises.
Continuer Г lire|
J’ai un faible pour Mystake Casino, c’est une plateforme qui pulse avec energie. La variete des jeux est epoustouflante, comprenant des jeux compatibles avec les cryptos. 100% jusqu’a 500 € plus des tours gratuits. Le suivi est impeccable. Les gains arrivent sans delai, de temps a autre quelques free spins en plus seraient bienvenus. En bref, Mystake Casino assure un divertissement non-stop. En bonus le site est rapide et engageant, ce qui rend chaque moment plus vibrant. Egalement super les nombreuses options de paris sportifs, assure des transactions fiables.
Visiter le site|
J’adore l’energie de Pokerstars Casino, on y trouve une vibe envoutante. On trouve une gamme de jeux eblouissante, offrant des tables live interactives. Avec des transactions rapides. Le service d’assistance est au point. Les transactions sont d’une fiabilite absolue, bien que des bonus diversifies seraient un atout. Au final, Pokerstars Casino vaut une visite excitante. Notons egalement la navigation est fluide et facile, facilite une immersion totale. Un avantage le programme VIP avec des privileges speciaux, assure des transactions fiables.
Savoir plus|
Je suis epate par Pokerstars Casino, on y trouve une energie contagieuse. La selection est riche et diversifiee, avec des machines a sous aux themes varies. 100% jusqu’a 500 € avec des free spins. Disponible a toute heure via chat ou email. Le processus est fluide et intuitif, neanmoins des bonus plus frequents seraient un hit. En bref, Pokerstars Casino est un lieu de fun absolu. De plus le site est rapide et immersif, permet une plongee totale dans le jeu. Particulierement cool les evenements communautaires pleins d’energie, offre des recompenses regulieres.
Aller à l’intérieur|
J’adore la vibe de Stake Casino, ca offre un plaisir vibrant. La selection est riche et diversifiee, proposant des jeux de table sophistiques. Il amplifie le plaisir des l’entree. Disponible 24/7 par chat ou email. Les gains arrivent en un eclair, par moments des offres plus importantes seraient super. En somme, Stake Casino offre une experience inoubliable. Notons egalement la plateforme est visuellement electrisante, facilite une immersion totale. Egalement top les options de paris sportifs diversifiees, qui booste la participation.
http://www.stakecasinobonusfr.com|
Automatizovany system https://rocketbitpro.com pro obchodovani s kryptomenami: boti 24/7, strategie DCA/GRID, rizeni rizik, backtesting a upozorneni. Kontrola potencialniho zisku a propadu.
Je suis totalement conquis par Pokerstars Casino, il procure une sensation de frisson. Les jeux proposes sont d’une diversite folle, avec des slots aux graphismes modernes. Il amplifie le plaisir des l’entree. Le suivi est d’une precision remarquable. Les paiements sont securises et instantanes, en revanche des bonus varies rendraient le tout plus fun. Globalement, Pokerstars Casino merite une visite dynamique. Ajoutons aussi le site est rapide et immersif, apporte une energie supplementaire. A mettre en avant les tournois reguliers pour la competition, qui stimule l’engagement.
DГ©couvrir la page|
Je suis fascine par Pokerstars Casino, on y trouve une energie contagieuse. Le choix est aussi large qu’un festival, proposant des jeux de casino traditionnels. Le bonus de bienvenue est genereux. Les agents sont rapides et pros. Les transactions sont toujours fiables, mais encore des bonus plus frequents seraient un hit. Au final, Pokerstars Casino est un lieu de fun absolu. A souligner l’interface est simple et engageante, incite a prolonger le plaisir. Un element fort les transactions crypto ultra-securisees, propose des privileges sur mesure.
Aller au site|
Je suis captive par Pokerstars Casino, c’est une plateforme qui deborde de dynamisme. Il y a un eventail de titres captivants, comprenant des jeux crypto-friendly. Il booste votre aventure des le depart. Le suivi est toujours au top. Les transactions sont fiables et efficaces, bien que quelques free spins en plus seraient bienvenus. En conclusion, Pokerstars Casino est un must pour les passionnes. D’ailleurs le design est moderne et energique, facilite une experience immersive. Un atout les options de paris sportifs diversifiees, offre des bonus exclusifs.
http://www.pokerstarscasino366fr.com|
J’adore l’energie de Stake Casino, on ressent une ambiance festive. Il y a un eventail de titres captivants, comprenant des jeux optimises pour Bitcoin. 100% jusqu’a 500 € avec des free spins. Le service d’assistance est au point. Les gains sont verses sans attendre, bien que des bonus diversifies seraient un atout. Dans l’ensemble, Stake Casino offre une aventure memorable. Pour completer la navigation est simple et intuitive, donne envie de prolonger l’aventure. Egalement super les paiements en crypto rapides et surs, offre des bonus exclusifs.
DГ©couvrir|
J’adore la vibe de Casinozer Casino, il offre une experience dynamique. Les options de jeu sont infinies, incluant des paris sur des evenements sportifs. 100% jusqu’a 500 € avec des spins gratuits. Le service d’assistance est au point. Le processus est clair et efficace, bien que des offres plus importantes seraient super. Globalement, Casinozer Casino vaut une visite excitante. Pour completer l’interface est simple et engageante, permet une immersion complete. Egalement super les transactions en crypto fiables, propose des avantages sur mesure.
http://www.casinozercasinofr.com|
Je suis sous le charme de Casinozer Casino, on ressent une ambiance de fete. Les options de jeu sont infinies, incluant des paris sportifs en direct. Avec des depots fluides. Les agents sont rapides et pros. Les gains arrivent en un eclair, de temps en temps quelques tours gratuits supplementaires seraient cool. Pour faire court, Casinozer Casino assure un fun constant. Ajoutons que le site est rapide et style, ce qui rend chaque moment plus vibrant. Un plus les evenements communautaires engageants, assure des transactions fiables.
Explorer davantage|
Je suis accro a Mystake Casino, il propose une aventure palpitante. La bibliotheque de jeux est captivante, comprenant des jeux crypto-friendly. Avec des depots fluides. Le support client est irreprochable. Les paiements sont securises et rapides, rarement quelques free spins en plus seraient bienvenus. Pour faire court, Mystake Casino est un immanquable pour les amateurs. En complement le design est moderne et energique, booste le fun du jeu. Particulierement fun les paiements en crypto rapides et surs, offre des recompenses regulieres.
Aller sur le site|
Je ne me lasse pas de Casinozer Casino, ca donne une vibe electrisante. Les options de jeu sont infinies, offrant des tables live interactives. Il booste votre aventure des le depart. Le suivi est d’une fiabilite exemplaire. Le processus est simple et transparent, par ailleurs des offres plus genereuses rendraient l’experience meilleure. Dans l’ensemble, Casinozer Casino merite un detour palpitant. Pour completer la plateforme est visuellement vibrante, facilite une experience immersive. Un element fort les transactions en crypto fiables, offre des recompenses continues.
Parcourir maintenant|
chile football team offers new Australian users an exciting opportunity to kickstart their gaming journey with a $100 sign-up bonus. By registering a new account, players can instantly claim this generous bonus to explore a wide range of casino games, including slots, table games, and live dealer options. The platform ensures a safe, fair, and secure gaming environment, making it easy for newcomers to enjoy their first experience while maximizing their potential winnings right from the start.
Howdy I am so delighted I found your web site, I really found you by error, while I was looking
on Google for something else, Regardless I am here now and
would just like to say many thanks for a remarkable post and
a all round enjoyable blog (I also love the theme/design), I don’t have time to read through it all at
the minute but I have bookmarked it and also added in your RSS feeds, so when I
have time I will be back to read a lot more, Please do keep
up the excellent job.
My web-site: BUY XANAX WITHOUT PRESCRITION
I have been surfing on-line greater than 3 hours these days, yet
I by no means discovered any attention-grabbing article like yours.
It is pretty worth sufficient for me. In my opinion, if all website owners and bloggers made
good content material as you probably did, the net can be
much more helpful than ever before.
Осваиваешь фортепиано? обучение игре не пианино популярные мелодии, саундтреки, джаз и классика. Уровни сложности, аккорды, аппликатура, советы по технике.
кракен vpn
kraken darknet
кракен qr код
kraken сайт
Je suis accro a Pokerstars Casino, ca pulse comme une soiree animee. Les options sont aussi vastes qu’un horizon, incluant des options de paris sportifs dynamiques. Il offre un demarrage en fanfare. Disponible 24/7 par chat ou email. Les paiements sont surs et fluides, cependant des recompenses additionnelles seraient ideales. En bref, Pokerstars Casino est une plateforme qui fait vibrer. Par ailleurs la navigation est intuitive et lisse, booste le fun du jeu. Un point cle les transactions en crypto fiables, cree une communaute vibrante.
Parcourir maintenant|
Блог для новичков https://life-webmaster.ru запуск блога, онлайн-бизнес, заработок без вложений. Инструкции, подборки инструментов, стратегии трафика и монетизации. Практика вместо теории.
kraken onion
кракен Россия
кракен вход
кракен vk2
Создание блога http://life-webmaster.ru и бизнеса в сети шаг за шагом: платформы, контент-план, трафик, монетизация без вложений. Готовые шаблоны и понятные инструкции для старта.
кракен vpn
kraken qr code
кракен обмен
кракен ios
Have you ever considered about adding a little bit more than just your articles?
I mean, what you say is valuable and all. However just imagine if you added some great images or videos
to give your posts more, “pop”! Your content is excellent but
with pics and clips, this blog could definitely be
one of the greatest in its niche. Excellent blog!
Also visit my blog … ebony porn
кракен маркет
кракен vk6
Không chỉ sở hữu chứng nhận hợp pháp bởi CURACAO Gaming, 888slot freebet còn được đánh giá cao khi toàn bộ trang web đều vận hành đảm bảo theo tiêu chuẩn mã hóa SSL 12 Bit. Chúng tôi nói không tuyệt đối với những hành vi xâm nhập từ bên thứ ba không rõ nguồn gốc.
https://t.me/s/ef_beef
https://t.me/s/officials_pokerdom/3690
https://t.me/s/ezcash_officials
http://images.google.ki/url?q=https://t.me/s/officials_7k/1141
кракен официальный сайт
кракен 2025
кракен
kraken tor
Je suis epate par Stake Casino, c’est un lieu ou l’adrenaline coule a flots. Le catalogue de titres est vaste, incluant des paris sportifs en direct. Avec des transactions rapides. Le suivi est toujours au top. Les paiements sont securises et instantanes, a l’occasion plus de promos regulieres ajouteraient du peps. En conclusion, Stake Casino est une plateforme qui pulse. A signaler la plateforme est visuellement dynamique, booste le fun du jeu. Un point cle les evenements communautaires vibrants, offre des recompenses continues.
Aller sur le web|
Je suis enthousiasme par Pokerstars Casino, on y trouve une energie contagieuse. Le choix de jeux est tout simplement enorme, incluant des paris sportifs pleins de vie. Le bonus de bienvenue est genereux. Les agents sont rapides et pros. Les transactions sont d’une fiabilite absolue, toutefois des offres plus genereuses seraient top. Globalement, Pokerstars Casino merite une visite dynamique. De plus la navigation est claire et rapide, ce qui rend chaque partie plus fun. Egalement genial les options variees pour les paris sportifs, qui dynamise l’engagement.
DГ©couvrir davantage|
J’adore le dynamisme de Stake Casino, il cree un monde de sensations fortes. Les options sont aussi vastes qu’un horizon, incluant des options de paris sportifs dynamiques. Le bonus de bienvenue est genereux. Le suivi est d’une precision remarquable. Le processus est simple et transparent, parfois des bonus plus varies seraient un plus. Pour faire court, Stake Casino est un choix parfait pour les joueurs. En plus le design est style et moderne, apporte une touche d’excitation. Particulierement interessant les evenements communautaires dynamiques, qui dynamise l’engagement.
https://stakecasino366fr.com/|
J’adore l’energie de Mystake Casino, ca invite a l’aventure. Les options de jeu sont infinies, avec des slots aux graphismes modernes. Il propulse votre jeu des le debut. Disponible 24/7 pour toute question. Les retraits sont ultra-rapides, rarement des offres plus consequentes seraient parfaites. En bref, Mystake Casino est un must pour les passionnes. Par ailleurs le design est style et moderne, incite a rester plus longtemps. Un plus le programme VIP avec des privileges speciaux, propose des privileges personnalises.
DГ©couvrir davantage|
Je suis totalement conquis par Mystake Casino, c’est un lieu ou l’adrenaline coule a flots. La selection est riche et diversifiee, incluant des paris sur des evenements sportifs. 100% jusqu’a 500 € avec des spins gratuits. Le service client est excellent. Les paiements sont surs et fluides, en revanche des offres plus importantes seraient super. Pour finir, Mystake Casino est une plateforme qui pulse. Par ailleurs le site est fluide et attractif, apporte une touche d’excitation. A noter les evenements communautaires pleins d’energie, offre des bonus constants.
Explorer le site web|
https://t.me/dragon_money_mani/39
J’ai un faible pour Mystake Casino, on y trouve une vibe envoutante. La selection est riche et diversifiee, proposant des jeux de table classiques. 100% jusqu’a 500 € plus des tours gratuits. Les agents repondent avec efficacite. Les gains arrivent sans delai, cependant des recompenses supplementaires seraient parfaites. Pour faire court, Mystake Casino est un must pour les passionnes. En bonus la plateforme est visuellement electrisante, permet une immersion complete. A souligner les transactions crypto ultra-securisees, propose des avantages sur mesure.
Commencer Г explorer|
Je suis epate par Casinozer Casino, il cree une experience captivante. On trouve une profusion de jeux palpitants, avec des machines a sous visuellement superbes. Le bonus initial est super. Disponible a toute heure via chat ou email. Les gains sont verses sans attendre, de temps a autre quelques tours gratuits supplementaires seraient cool. Pour faire court, Casinozer Casino assure un fun constant. Pour ajouter le design est moderne et attrayant, booste le fun du jeu. Un element fort le programme VIP avec des avantages uniques, qui dynamise l’engagement.
Lancer le site|
kraken darknet
kraken онлайн
Лицензии переведём грамотно – перевод документов с французского на русский онлайн. Профессиональный перевод в Самаре. Нотариальное заверение документов. Срочные заказы. Любые языки. Качество.
Right now it seems like Movable Type is the preferred blogging platform out there right now. (from what I’ve read) Is that what you’re using on your blog?
Купить Samsung в Москве
Je suis epate par Pokerstars Casino, c’est une plateforme qui deborde de dynamisme. Les options de jeu sont incroyablement variees, proposant des jeux de cartes elegants. 100% jusqu’a 500 € avec des free spins. Les agents repondent avec rapidite. Les gains sont transferes rapidement, parfois des offres plus consequentes seraient parfaites. En bref, Pokerstars Casino merite un detour palpitant. A noter la plateforme est visuellement captivante, permet une plongee totale dans le jeu. A souligner les options de paris sportifs variees, offre des bonus exclusifs.
AccГ©der Г la page|
kraken 2025
kraken ios
кракен онион
kraken darknet market
https://t.me/s/officials_pokerdom/3569
https://t.me/s/iGaming_live/4867
kraken vk5
кракен vk3
Нужен интернет? интернет в офис алматы провайдер 2BTelecom предоставляет качественный и оптоволоконный интернет для юридических лиц в городе Алматы и Казахстане. Используя свою разветвленную сеть, мы можем предоставлять свои услуги в любой офис города Алматы и так же оказать полный комплекс услуг связи.
kraken darknet market
кракен qr код
https://t.me/s/iGaming_live/4864
https://t.me/s/Gizbo_officials
https://t.me/s/kazino_s_minimalnym_depozitom/24
кракен маркетплейс
kraken client
кракен vk4
kraken vk6
kraken vk6
кракен актуальная ссылка
кракен vk5
kraken tor
Справки переведём срочно – перевод документов на английский цены. Срочный нотариальный перевод в Самаре. Документы любой сложности. Гарантия качества. Доступные цены. Конфиденциально.
kraken онлайн
kraken онлайн
кракен vk6
кракен маркетплейс
Adult is toegankelijk via veilige en betrouwbare websites.
Ontdek betrouwbare platforms voor kwaliteitsinhoud.
Feel free to visit my web-site … buy cannabis online
J’adore l’energie de Stake Casino, ca offre un plaisir vibrant. Le choix est aussi large qu’un festival, comprenant des titres adaptes aux cryptomonnaies. Il offre un coup de pouce allechant. Le support client est irreprochable. Les transactions sont toujours securisees, occasionnellement plus de promotions frequentes boosteraient l’experience. Globalement, Stake Casino assure un fun constant. En bonus la navigation est simple et intuitive, apporte une touche d’excitation. Un atout les options variees pour les paris sportifs, offre des bonus exclusifs.
Voir la page d’accueil|
Je suis accro a Pokerstars Casino, il cree une experience captivante. La variete des jeux est epoustouflante, incluant des paris sportifs en direct. 100% jusqu’a 500 € + tours gratuits. Le service d’assistance est au point. Le processus est fluide et intuitif, par moments des bonus diversifies seraient un atout. En fin de compte, Pokerstars Casino garantit un plaisir constant. De plus le design est style et moderne, incite a rester plus longtemps. Un point cle le programme VIP avec des niveaux exclusifs, renforce le lien communautaire.
Cliquer maintenant|
J’adore la vibe de Stake Casino, c’est une plateforme qui pulse avec energie. Les jeux proposes sont d’une diversite folle, offrant des sessions live immersives. Le bonus de depart est top. Les agents repondent avec efficacite. Les paiements sont surs et efficaces, occasionnellement des recompenses additionnelles seraient ideales. Globalement, Stake Casino merite une visite dynamique. Par ailleurs la plateforme est visuellement vibrante, ce qui rend chaque partie plus fun. Un plus les evenements communautaires pleins d’energie, cree une communaute vibrante.
Apprendre comment|
Je suis accro a Mystake Casino, il propose une aventure palpitante. La bibliotheque de jeux est captivante, comprenant des jeux crypto-friendly. Avec des transactions rapides. Disponible 24/7 par chat ou email. Les transactions sont fiables et efficaces, de temps en temps plus de promotions frequentes boosteraient l’experience. Dans l’ensemble, Mystake Casino est un endroit qui electrise. A mentionner la plateforme est visuellement captivante, ajoute une vibe electrisante. A mettre en avant les tournois reguliers pour la competition, offre des bonus constants.
Essayer ceci|
kraken vk5
кракен актуальная ссылка
J’ai un faible pour Casinozer Casino, on y trouve une energie contagieuse. Le catalogue de titres est vaste, incluant des paris sur des evenements sportifs. Avec des transactions rapides. Le service client est de qualite. Les transactions sont fiables et efficaces, neanmoins des offres plus genereuses rendraient l’experience meilleure. Globalement, Casinozer Casino offre une aventure memorable. Ajoutons aussi l’interface est lisse et agreable, ce qui rend chaque moment plus vibrant. Particulierement attrayant les evenements communautaires pleins d’energie, offre des bonus exclusifs.
DГ©couvrir les offres|
Je suis accro a Mystake Casino, il cree une experience captivante. On trouve une profusion de jeux palpitants, avec des machines a sous visuellement superbes. 100% jusqu’a 500 € avec des spins gratuits. Disponible 24/7 pour toute question. Les gains arrivent sans delai, mais plus de promos regulieres dynamiseraient le jeu. Pour faire court, Mystake Casino est un immanquable pour les amateurs. Pour couronner le tout la navigation est claire et rapide, permet une plongee totale dans le jeu. Un atout les options variees pour les paris sportifs, garantit des paiements rapides.
Tout apprendre|
J’ai une passion debordante pour Casinozer Casino, on y trouve une vibe envoutante. La gamme est variee et attrayante, avec des slots aux graphismes modernes. Le bonus de depart est top. Le suivi est d’une precision remarquable. Les paiements sont surs et fluides, a l’occasion des recompenses supplementaires seraient parfaites. En somme, Casinozer Casino est un lieu de fun absolu. Notons aussi le design est moderne et attrayant, incite a prolonger le plaisir. Particulierement fun les evenements communautaires pleins d’energie, offre des recompenses regulieres.
Apprendre comment|
kraken официальный
кракен vk4
Цены приятно удивят – нотариус делает перевод документов. Бюро переводов в Самаре. Документы, нотариальное заверение. Срочно и недорого. Опыт 10 лет. Гарантия качества.
кракен Москва
кракен ios
кракен зеркало
kraken vpn
https://t.me/s/Top_BestCasino/131
link 66b luôn quan tâm và tri ân những người lâu năm bằng những chương trình khuyến mãi độc quyền. Nhà cái có hệ thống xếp hạng thành viên dựa trên số lần chơi nạp tiền.
Adult video’s kijken op veilige en betrouwbare
platforms. Vind veilige streaming hubs voor een premium ervaring.
Also visit my web blog :: BUY RITALIN ONLINE
The other day, while I was at work, my sister stole my
apple ipad and tested to see if it can survive a 30 foot drop,
just so she can be a youtube sensation. My apple ipad is now broken and she has 83 views.
I know this is entirely off topic but I had to
share it with someone!
[url=https://carburater.com/]בדיקת רכב לפי מספר חינם [/url]is a useful free tool that helps buyers understand the background of any car before making a decision, and it becomes even more important when exploring a global marketplace of classic cars for sale. All around the world, collectors and enthusiasts search for renovated cars that combine vintage style with modern reliability, and having accurate data at the beginning of the process helps define whether a vehicle has true potential. With online platforms bringing together classic car dealers from multiple countries, buyers can now access hundreds of classic cars listed by make, year and condition, making the search for the perfect classic easier than ever. A simple number check helps reveal key details about the car’s mechanical condition and past usage, ensuring buyers know exactly what they are looking at. The world of classic cars offers renovated classics that combine authenticity with enhanced performance, and browsing these selections becomes more efficient when supported by accurate information. Whether someone is planning to buy, rent or simply explore available listings, global classic car marketplaces provide professional dealer profiles that make communication and negotiation smoother. Enthusiasts often appreciate the ability to view cars by manufacturer, including legendary brands that shaped automotive history, helping them narrow down their preferences. At the same time, browsing by location allows potential buyers to find vehicles in regions known for well-maintained and carefully restored vintage cars. With the growth of online classic car platforms, more sellers are showcasing their restored vehicles to a global audience, offering buyers full restoration reports, engine upgrades and high-resolution galleries. This level of detail helps collectors understand the vehicle’s authenticity and long-term value. A free number check becomes an essential part of this evaluation, serving as an easy method to verify information before making contact with a dealer. In a marketplace where every classic car has its own story, having accurate facts allows enthusiasts to choose models that match their expectations. Today, with hundreds of classic cars available online in one place, the combination of global dealer listings, vehicle history verification and detailed restoration data gives buyers a complete view of the classic automotive world, helping them make informed decisions and discover vehicles that truly stand out.
https://carburater.com/
Премахване https://mdgt.top на смола от дрехи с домашни средства – проработи
Ціни https://remontuem.if.ua на укладка ламінату ціна івано-франківськ порівняв на сайті.
Знайшов https://seetheworld.top інформацію про інсбрук швидко.
Опытный адвокат http://www.zemskovmoscow.ru в москве: защита по уголовным делам и юридическая поддержка бизнеса. От оперативного выезда до приговора: ходатайства, экспертизы, переговоры. Минимизируем риски, действуем быстро и законно.
J’adore le dynamisme de Coolzino Casino, c’est un lieu ou l’adrenaline coule a flots. Les jeux proposes sont d’une diversite folle, incluant des paris sportifs pleins de vie. Il amplifie le plaisir des l’entree. Le support est rapide et professionnel. Les transactions sont toujours fiables, par ailleurs des bonus plus frequents seraient un hit. Pour finir, Coolzino Casino garantit un amusement continu. En extra la navigation est claire et rapide, ce qui rend chaque session plus excitante. A mettre en avant le programme VIP avec des avantages uniques, garantit des paiements securises.
Entrer|
резка металла на заказ лазерная резка пвх
Портал Дай Жару https://dai-zharu.ru – более 70000 посетителей в месяц! Подбор саун и бань с телефонами, фото и ценами. Недорогие финские сауны, русские бани, турецкие парные.
Je ne me lasse pas de Coolzino Casino, c’est une plateforme qui pulse avec energie. La variete des jeux est epoustouflante, comprenant des titres adaptes aux cryptomonnaies. Avec des transactions rapides. Les agents repondent avec efficacite. Les retraits sont lisses comme jamais, par ailleurs des recompenses additionnelles seraient ideales. Pour conclure, Coolzino Casino est un immanquable pour les amateurs. Pour ajouter la navigation est claire et rapide, incite a rester plus longtemps. Egalement super les options de paris sportifs variees, qui motive les joueurs.
Plonger dedans|
Je suis completement seduit par MonteCryptos Casino, il cree une experience captivante. La variete des jeux est epoustouflante, offrant des sessions live immersives. 100% jusqu’a 500 € avec des free spins. Le support est pro et accueillant. Les transactions sont toujours securisees, parfois des bonus diversifies seraient un atout. Au final, MonteCryptos Casino est une plateforme qui pulse. Pour couronner le tout le site est rapide et immersif, booste l’excitation du jeu. Particulierement attrayant les tournois frequents pour l’adrenaline, propose des avantages uniques.
Jeter un coup d’œil|
https://t.me/s/iGaming_live/4868
Je suis sous le charme de MonteCryptos Casino, on y trouve une energie contagieuse. Le choix de jeux est tout simplement enorme, incluant des options de paris sportifs dynamiques. Il offre un coup de pouce allechant. Le suivi est d’une precision remarquable. Les gains arrivent en un eclair, a l’occasion plus de promos regulieres ajouteraient du peps. Dans l’ensemble, MonteCryptos Casino offre une experience inoubliable. En complement l’interface est fluide comme une soiree, booste l’excitation du jeu. Particulierement attrayant les tournois frequents pour l’adrenaline, propose des avantages sur mesure.
Jeter un coup d’œil|
Je suis enthousiaste a propos de Lucky8 Casino, c’est une plateforme qui deborde de dynamisme. Les options de jeu sont incroyablement variees, avec des machines a sous aux themes varies. Le bonus d’inscription est attrayant. Le support est pro et accueillant. Le processus est clair et efficace, parfois plus de promotions variees ajouteraient du fun. Au final, Lucky8 Casino vaut une exploration vibrante. Ajoutons aussi la navigation est intuitive et lisse, facilite une experience immersive. Un point fort les options de paris sportifs variees, cree une communaute vibrante.
Visiter pour plus|
Je suis emerveille par Lucky8 Casino, c’est une plateforme qui deborde de dynamisme. Les options de jeu sont incroyablement variees, proposant des jeux de table classiques. Il propulse votre jeu des le debut. Les agents repondent avec efficacite. Le processus est clair et efficace, neanmoins des offres plus consequentes seraient parfaites. En bref, Lucky8 Casino est un lieu de fun absolu. A souligner la plateforme est visuellement electrisante, facilite une experience immersive. Egalement excellent les evenements communautaires pleins d’energie, propose des avantages uniques.
DГ©couvrir la page|
Je suis enthousiaste a propos de Lucky8 Casino, on ressent une ambiance festive. Les jeux proposes sont d’une diversite folle, proposant des jeux de casino traditionnels. Avec des depots fluides. Le suivi est d’une fiabilite exemplaire. Les gains sont transferes rapidement, bien que des bonus diversifies seraient un atout. Au final, Lucky8 Casino est une plateforme qui fait vibrer. Notons aussi l’interface est fluide comme une soiree, amplifie l’adrenaline du jeu. Egalement super les options variees pour les paris sportifs, renforce la communaute.
Ouvrir la page|
J’adore la vibe de NetBet Casino, ca transporte dans un monde d’excitation. Les options sont aussi vastes qu’un horizon, comprenant des titres adaptes aux cryptomonnaies. 100% jusqu’a 500 € avec des free spins. Disponible 24/7 pour toute question. Les paiements sont securises et instantanes, a l’occasion quelques tours gratuits en plus seraient geniaux. Au final, NetBet Casino offre une experience hors du commun. Notons egalement le site est rapide et style, facilite une immersion totale. Un element fort les paiements securises en crypto, propose des privileges personnalises.
Explorer maintenant|
[url=https://toyotahybridrace.co.il/]בדיקת רכב לפי מספר[/url] מסייעת לקבל תמונת מצב רחבה ומדויקת לפני כל חוויה מוטורית, במיוחד כאשר מדובר בהזדמנות ייחודית כמו המרוץ ההיברידי חשמלי הראשון. מרוץ זה מציג אירוע שבו עולם התחבורה המודרנית מתמזג עם קיימות, ונותן למשתתפים הזדמנות להיות חלק מתהליך שמשפיע על עתיד התחבורה. המרוץ פותח דלת לנהגים מכל הרמות, ומציג טכנולוגיות חדשות לשיפור ביצועים וחיסכון באנרגיה, מה שמוסיף רובד מיוחד לכל מי שמגיע לחוות את האירוע מקרוב. לצד חוויית המרוץ עצמה, משתתפים יכולים להכיר שילובים טכנולוגיים שמאפשרים נהיגה חלקה וחסכונית, וכל אלה הופכים את האירוע לאחד מהחדשניים ביותר בתחום. עבור מי ששוקל לקחת חלק, ישנה חשיבות גדולה לבדוק את הרכב מראש כדי להבין את ביצועיו ואת התאמתו למרוץ. בדיקה זו מסייעת לזהות תובנות הנוגעות להתנהגות הרכב תחת עומס, במיוחד כאשר מדובר ברכבים המבוססים על טכנולוגיות חדשות שאינן תמיד מוכרות לציבור הרחב. במרוץ ההיברידי חשמלי הראשון יוכלו המשתתפים ליהנות מסביבה תחרותית אך ירוקה, הכוללת חוויה קבוצתית מעשירה, וכל זאת תוך עידוד חשיבה חדשנית על עתיד התחבורה. האירוע מהווה נקודת מפגש בין חובבי נהיגה, מהנדסים ואנשי טכנולוגיה, ומדגיש את החשיבות של מעבר לעולם היברידי חשמלי בצורה אחראית ומודרנית. עבור חלק מהמשתתפים, ההיכרות עם הטכנולוגיות החדשות במרוץ מובילה להבנה עמוקה יותר של עולם הרכב החכם. עבור אחרים, זו הזדמנות להרגיש את הכוח השקט של מנועים חשמליים ואת האיזון המדויק של מערכות היברידיות. כך או כך, מדובר באירוע שמציג עתיד שבו יעילות, חיסכון וביצועים משתלבים יחד, וכל מי שיבחר לקחת חלק ימצא חוויה המשלבת טכנולוגיה, קצב ותודעה סביבתית.
https://toyotahybridrace.co.il/
Хотите купить https://kvartiratolyatti.ru квартиру? Подбор по району, классу, срокам сдачи и бюджету. Реальные цены, акции застройщиков, ипотека и рассрочка. Юридическая чистота, сопровождение «под ключ» до регистрации права.
Ритуальный сервис https://byalahome.ru/kompleksnaya-organizacziya-pohoron-polnoe-rukovodstvo/ кремация и захоронение, подготовка тела, отпевание, траурный зал, транспорт, памятники. Работаем 24/7, фиксированные цены, поддержка и забота о деталях.
Je ne me lasse pas de Coolzino Casino, ca donne une vibe electrisante. Les options sont aussi vastes qu’un horizon, proposant des jeux de table sophistiques. Il amplifie le plaisir des l’entree. Le suivi est d’une fiabilite exemplaire. Les gains arrivent sans delai, bien que des offres plus importantes seraient super. Au final, Coolzino Casino est une plateforme qui fait vibrer. Pour completer le site est rapide et immersif, amplifie le plaisir de jouer. Egalement genial les options de paris sportifs variees, propose des privileges personnalises.
DГ©couvrir plus|
Кондиционеры в Воронеже https://homeclimat36.ru продажа и монтаж «под ключ». Подбор модели, быстрая установка, гарантия, сервис. Инверторные сплит-системы, акции и рассрочка. Бесплатный выезд мастера.
[url=https://buy-ibiza-online.co.il/]פרטי רכב[/url] SEAT Ibiza מציגה רכב קומפקטי בעל אופי דינמי, תחושת פרימיום ומערכות חכמות שמעצימות כל נסיעה, וזה בדיוק הסיבה שהיא ממשיכה להוביל את קטגוריית הסופר-מיני בישראל. העיצוב החיצוני של SEAT Ibiza מאופיין בקווים חדים, חזית דינמית ותאורה מתקדמת המעניקים לרכב נוכחות מרשימה בכביש, בעוד שהפנים מציע סביבת נהיגה איכותית עם חומרים נעימים, מושבים נוחים ותכנון חכם של כל פרט. הציוד הטכנולוגי ברכב משלב בין נוחות לבין בטיחות ומבטיח שימוש קל ונעים בכל נסיעה, וכך כל נסיעה הופכת לחוויה נעימה, בטוחה ונגישה עבור כל נהג. גם ברמת הביצועים הרכב מצטיין עם מנוע יעיל, תגובה מהירה וצריכת דלק חסכונית במיוחד, והיא עונה בצורה מצוינת על הצורך ברכב איכותי שלא דורש הוצאות גבוהות לאורך זמן. הבטיחות הגבוהה של הרכב מאפשרת לכל נהג להרגיש בטוח בכל מצב ובכל סוג כביש, וממקמת את Ibiza כאחת המכוניות הבטוחות ביותר בקטגוריה. בסיכום כל היתרונות, ברור ש-Ibiza מספקת תמורה גבוהה למחיר לצד חוויית נהיגה מצוינת, וזה מה שממקם אותה כבחירה מובילה בקרב נהגים רבים.
https://buy-ibiza-online.co.il/
Beste pornosites bieden hoogwaardige inhoud voor volwassen entertainment.
Kies voor veilige sites voor een veilige en plezierige ervaring.
Feel free to visit my web page … Buy Rivotril
Лазерные станки https://raymark.ru резки и сварочные аппараты с ЧПУ в Москве: подбор, демонстрация, доставка, пусконаладка, обучение и сервис. Волоконные источники, металлы/нержавейка/алюминий. Гарантия, расходники со склада, выгодные цены.
Current https://www.weather-webcam-in-montenegro.com: daytime and nighttime temperatures, precipitation probability, wind speed, storm warnings, and monthly climate. Detailed online forecast for Budva, Kotor, Bar, Tivat, and other popular Adriatic resorts.
разработка дизайна интерьера дизайн интерьера 3d
Мы поможем вам – перевод документов на немецкий язык с апостилем. Нотариальный перевод документов. Самара, срочно, недорого. Все виды документов. Гарантия принятия. Качество.
I every time used to read paragraph in news papers but now
as I am a user of net therefore from now I am using net for articles or reviews, thanks to web.
студия дизайна интерьера спб заказать дизайн интерьера
подскажите мега магазин актуальный адрес
мега стейкинг
Программное обеспечение программы https://licensed-software-1.ru
mega спб зеркало на сегодня
МЕГА маркет
Sportni yaxshi ko’rasizmi? ufc primoy efir Har kuni eng yaxshi sport yangiliklarini oling: chempionat natijalari, o’yinlar jadvali, o’yin kunlari haqida umumiy ma’lumot va murabbiylar va o’yinchilarning iqtiboslari. Batafsil statistika, jadvallar va reytinglar. Dunyodagi barcha sport tadbirlaridan real vaqt rejimida xabardor bo’lib turing.
Купить квартиру https://kvartiratltpro.ru без переплат и нервов: новостройки и вторичка, студии и семейные планировки, помощь в ипотеке, полное сопровождение сделки до ключей. Подбор вариантов под ваш бюджет и район, прозрачные условия и юридическая проверка.
đăng nhập 188v là một nhà cái không thể không nhắc đến khi nói về lĩnh vực cá cược trực tuyến. Với sự phát triển mạnh mẽ trong nhiều năm qua, nhà cái đã khẳng định vị thế của mình trên thị trường cá cược. Hàng triệu người chơi đã tin tưởng và lựa chọn nhờ uy tín, dịch vụ chất lượng, cùng với hệ thống trò đa dạng các chính sách khuyến mãi hấp dẫn. Trong bài viết này sẽ giúp bạn hiểu thêm về nhà cái này nhé.
sb mega кто заходит
MEGA dark market
Хотите купить квартиру? https://spbnovostroyca.ru Подберём лучшие варианты в нужном районе и бюджете: новостройки, готовое жильё, ипотека с низким первоначальным взносом, помощь в одобрении и безопасная сделка. Реальные объекты, без скрытых комиссий и обмана.
Планируете купить квартиру https://kupithouse-spb.ru для жизни или инвестиций? Предлагаем проверенные варианты с высоким потенциалом роста, помогаем с ипотекой, оценкой и юридическим сопровождением. Безопасная сделка, понятные сроки и полный контроль каждого шага.
https://t.me/s/RejtingTopKazino
ссылка мега рабочая на сейчас
мега вход
I am always thought about this, regards for putting up.
мега площадка подняли новое зеркало
mega P2P
megaweb ссылка свежая
мега маркет
мега ссылка рабочая на вечер
mega sb зеркало
мега площадка подняли новое
площадка мега
официальный сайт меги кто нашел
mega ссылка
Купить квартиру https://kupikvartiruvspb.ru просто: подберём проверенные варианты в нужном районе и бюджете, поможем с ипотекой и документами. Новостройки и вторичка, полное сопровождение сделки до получения ключей.
Купить квартиру https://kupithouse-ekb.ru без лишних рисков: актуальная база новостроек и вторичного жилья, помощь в выборе планировки, проверка застройщика и собственника, сопровождение на всех этапах сделки.
https://t.me/officials_pokerdom/3825
https://t.me/iGaming_live/4872
Квартира от застройщика https://novostroycatlt.ru под ваш бюджет: студии, евро-двушки, семейные планировки, выгодные условия ипотеки и рассрочки. Реальные цены, готовые и строящиеся дома, полная юридическая проверка и сопровождение сделки до заселения.
https://t.me/officials_pokerdom/3119
https://t.me/s/dragon_money_mani/9
інформаційний портал https://36000.com.ua Полтави: актуальні новини міста, важливі події, суспільно-громадські та культурні заходи. Репортажі з місця подій, аналітика та корисні поради для кожного жителя. Увага до деталей, життя Полтави в публікаціях щодня.
адреса перевод документов перевод документов мвд
Adult video’s kijken op veilige en betrouwbare platforms.
Vind gegarandeerde videobronnen voor een premium
ervaring.
Look at my page :: buy cannabis online
https://t.me/s/officials_pokerdom/3446
https://t.me/s/RejtingTopKazino
перевод документов с англ перевод документов армянский
futbol prognozlari ufc primoy efir
Watch adult videos securely on reputable adult platforms.
Find trusted sites for a premium experience.
Feel free to visit my webpage; BUY XANAX WITHOUT PRESCRITION
ufc primoy efir jahon chempionati futbol
Ако https://mdgt.top търсите идеи за веранда – предложенията там са стилни
Деталі https://seetheworld.top/ про шамоні франція були інформативними.
Поради https://remontuem.if.ua щодо монтаж опалення івано-франківськ прочитав тут.
Thank you for any other informative site. Where else may I get that kind of info written in such an ideal manner? I have a venture that I am simply now operating on, and I’ve been at the glance out for such information.
https://s-boutique.com.ua/sklo-dlya-far-seat-alhambra-vyprobuvannya.html
JYZRhXjQuHCZtxuCUwfOwELl
Контент для взрослых можно транслировать на надежных платформах для обеспечения
конфиденциальности. Откройте для
себя безопасные веб-сайты для качественного просмотра.
Here is my site – BUY RIVOTRIL
Топовые сайты для взрослых предлагают высококачественный
контент для взрослых развлечений.
Выбирайте надежные хабы для безопасного и приятного просмотра.
Feel free to surf to my webpage; ЛЕСБИЙСКИЕ ПОРНО ВИДЕО
mega link рабочий пожалуйста
мега аналитика
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
Скрипт обменника https://richexchanger.com для запуска собственного обменного сервиса: продуманная администрация, гибкие курсы, автоматические заявки, интеграция с платёжными системами и высокий уровень безопасности данных клиентов.
Профессиональные сюрвей услуги для бизнеса: детальная проверка состояния грузов и объектов, оценка повреждений, контроль условий перевозки и хранения. Минимизируем финансовые и репутационные риски, помогаем защищать ваши интересы.
https://t.me/s/iGaming_live/4863
Your article helped me a lot, is there any more related content? Thanks! https://accounts.binance.com/id/register-person?ref=UM6SMJM3
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
mega link без вирусов
мега тор
New porn sites bring innovative content for adult
entertainment. Explore safe new platforms for a modern experience.
Also visit my blog; stepsister blowjob
Фитляндия https://fit-landia.ru интернет-магазин товаров для спорта и фитнеса. Наша компания старается сделать фитнес доступным для каждого, поэтому у нас Вы можете найти большой выбор кардиотренажеров и различных аксессуаров к ним. Также в ассортименте нашего магазина Вы найдете качественные товары для различных спортивных игр, силовые тренажеры, гантели и различное оборудование для единоборств. На нашем сайте имеется широкий выбор товаров для детей — различные детские тренажеры, батуты, а так же детские комплексы и городки для дачи. Занимайтесь спортом вместе с Фитляндией
Нежные авторские торты на заказ с индивидуальным дизайном и натуральными ингредиентами. Подберем вкус и оформление под ваш бюджет и тематику праздника, аккуратно доставим до двери.
Today’s highlights are here: https://rt.freesexcams.pw
All the latest here: https://rf.ero-chat.net
Your article helped me a lot, is there any more related content? Thanks! https://www.binance.info/lv/register?ref=SMUBFN5I
Start reading here: https://pornochats.ru
All the details at the link: https://ar.livesexchat18.com
Hi there! This post couldn’t be written any better! Reading through this post reminds me of my old room mate! He always kept chatting about this. I will forward this article to him. Fairly certain he will have a good read. Thank you for sharing!
Find Female Escorts in Rio
Great insights, thanks for sharing!
Nice read, keep it up!
Appreciate the content you put out!
Nice read, keep it up!
Super helpful and straight to the point.
Great insights, thanks for sharing!
Exactly what I needed today.
Your blog always inspires me.
Nice read, keep it up!
https://t.me/s/officials_pokerdom/3106
https://t.me/s/iGaming_live/4868
I’ll definitely try this out.
Bookmarking this for later.
You explained this very clearly.
Great insights, thanks for sharing!
Adult video’s kijken op veilige en betrouwbare platforms.
Vind betrouwbare sites voor een premium ervaring.
my webpage; LESBIAN PORN VIDEOS
Bookmarking this for later.
Excellent breakdown!
Your blog always inspires me.
This was really informative.
All key facts here: https://lt.livesexchat18.com
This clarified so much for me.
Excellent breakdown!
Excellent breakdown!
Bookmarking this for later.
Thanks for the tips!
This was really informative.
I’ve been looking for something like this.
Your blog always inspires me.
Thank you for writing this.
https://t.me/s/Top_BestCasino/173
https://t.me/officials_pokerdom/3679
https://t.me/s/dragon_money_mani/32
Super helpful and straight to the point.
Porno is beschikbaar op verschillende adult websites voor vermaak.
Kies altijd voor beveiligde inhoud hubs.
my web page … STEPSISTER BLOWJOB
ко ланта ко лант
Reviewed telegram channels offering best trading signals provide legit alpha opportunities. Join trusted groups with best buy and sell recommendations verified through Trustpilot testimonials and TradingView trading history demonstrating consistent performance.
Purchase confirmation screens prevent accidental transactions when you buy robux on mobile devices. Multi-step verification processes require deliberate action reducing unintended purchases particularly important for accounts accessed by younger players.
Details on the page: https://creativemornings.com/individuals/npprteamshopz
Expliciete video’s lokaliseren door betrouwbare adult platforms online te verkennen. Ontdek betrouwbare porno hubs voor een private ervaring.
Here is my site – Buy Rivotril
I love how you broke down this complex subject into easy-to-understand steps. Great job! https://3nz9f.icu/
I’ve heard different opinions on this. What do you think the best approach is? https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
I’m so glad you mentioned this. I’ve been thinking the same thing for a while. https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Super helpful and straight to the point. https://3nz9f.icu/
Your blog always inspires me. https://3nz9f.icu/category/uncategorized/
I’d be curious to know how you handle certain situations. Do you have any advice? https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
https://t.me/s/officials_1xbet_1xbet
This was really informative. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
You explained this very clearly. https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Your blog always inspires me. https://3nz9f.icu/
Thank you for writing this. https://3nz9f.icu/chelsea-desperate-for-andrey-santos-playing-time/
This clarified so much for me. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
More on our website: https://karasteamfulldmroleplay.getbb.ru/viewtopic.php?f=66&t=5109
What do you think the biggest misconception is? I’d love to hear your thoughts. https://3nz9f.icu/category/uncategorized/
I’ve been struggling with something similar, and reading this was so comforting. Thank you! https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
This clarified so much for me. https://3nz9f.icu/
I love your perspective, but I wonder if you’ve also looked into something related? https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
I’ve been saying this for years! Great to see someone finally put it so clearly. https://3nz9f.icu/
Absolutely! I couldn’t have said it better myself. https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
иы2иуые
Nice read, keep it up! https://3nz9f.icu/
Exactly what I needed today. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Such a great read! I’ve been thinking about this for a while and you nailed it! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Your blog always inspires me. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Nice read, keep it up! https://3nz9f.icu/
Appreciate the content you put out! https://3nz9f.icu/
I’m curious—how do you think things will evolve in the next few years? https://3nz9f.icu/
https://t.me/s/Martin_casino_officials
Цікавлять бонуси? казіно з бонусами: актуальні акції, подарунки за реєстрацію, депозитні та VIP-бонуси. Чесно розбираємо правила, допомагаємо зрозуміти вигоду та уникнути типових помилок під час гри.
Хочеш зазнати успіху? казіно ігри: свіжі огляди, рейтинг майданчиків, вітальні бонуси та фрізпіни, особливості слотів та лайв-ігор. Докладно розбираємо правила та нагадуємо, що грати варто лише на вільні кошти.
Порносайт предлагает широкий
выбор видео для взрослых развлечений.
Выбирайте гарантированные порноцентры для конфиденциального
опыта.
Stop by my page – LESBIAN PORN VIDEOS
Best porn sites offer high-quality content for adult entertainment.
Choose secure sites for a safe and enjoyable experience.
Feel free to surf to my page; BUY RITALIN ONLINE
Khao555 com
Новейшие сайты для взрослых предлагают инновационный контент для развлечений для взрослых.
Откройте для себя гарантированные порнохабы для
современного опыта.
Look into my site: buy viagra online
Проблемы со здоровьем? физиотерапевт массаж: комплексные обследования, консультации врачей, лабораторная диагностика и процедуры. Поможем пройти лечение и профилактику заболеваний в комфортных условиях без очередей.
ORBS Production https://filmproductioncortina.com is a full-service film, photo and video production company in Cortina d’Ampezzo and the Dolomites. We create commercials, branded content, sports and winter campaigns with local crew, alpine logistics, aerial/FPV filming and end-to-end production support across the Alps. Learn more at filmproductioncortina.com
free chatting sites online free chat
бонусы казино казино з бонусами
Watch porn safely by choosing verified adult websites.
Opt for trusted porn hubs for discreet entertainment.
my page … STEPSISTER BLOWJOB
Volwassen inhoud streamen op een veilige manier door te kiezen voor geverifieerde adult websites.
Kies voor betrouwbare porno hubs voor discreet vermaak.
Visit my web blog … buy xanax without prescrition
https bs2web at
?????????
https://t.me/officials_pokerdom/3670
https://t.me/s/Drip_officials
https://t.me/s/atom_official_casino
ЦВЗ центр https://cvzcentr.ru в Краснодаре — команда специалистов, которая работает с вегетативными расстройствами комплексно. Детальная диагностика, сопровождение пациента и пошаговый план улучшения самочувствия.
If you haven’t already, check out this book! It has some amazing insights. https://3nz9f.icu/
Nairabet offers https://nairabet-play.com sports betting and virtual games with a simple interface and a wide range of markets. The platform provides live and pre-match options, quick access to odds, and regular updates. Visit the site to explore current features and decide if it suits your preferences.
https://t.me/s/officials_pokerdom/3844
https://t.me/s/iGaming_live/4875
http://images.google.ki/url?q=https://t.me/officials_7k/878
Сайт с контентом для взрослых
предлагает широкий выбор видео для взрослых развлечений.
Выбирайте безопасные сайты для взрослых для конфиденциального опыта.
Also visit my web page – Watch Shemale Hentai Videos
Inhoud voor volwassenen is toegankelijk via veilige en betrouwbare websites.
Ontdek veilige adult sites voor kwaliteitsinhoud.
Visit my website; buy cannabis online
Todo sobre el cafe https://laromeespresso.es y el arte de prepararlo: te explicaremos como elegir los granos, ajustar la molienda, elegir un metodo de preparacion y evitar errores comunes. Prepara un cafe perfecto a diario sin salir de casa.
Infraestructura y tecnologia https://novo-sancti-petri.es vial en Europa: innovacion, desarrollo sostenible y soluciones inteligentes para un transporte seguro y eficiente. Tendencias, proyectos, ecotransporte y digitalizacion de la red vial.
I visited many web pages but the audio feature for audio songs
existing at this web page is really superb.
https://t.me/s/Top_BestCasino/173
https://t.me/s/officials_pokerdom/3798
https://t.me/s/iGaming_live/4867
Rodaballo Al Horno https://rodaballoalhorno.es es un viaje a los origenes de la musica. Exploramos las raices, los ritmos y las melodias de diferentes culturas para mostrar como el sonido conecta a personas de todo el mundo y las ayuda a sentirse parte de una conversacion musical mas amplia.
Todo sobre videojuegos https://tejadospontevedra.es noticias y tendencias: ultimos lanzamientos, anuncios, analisis, parches, esports y analisis de la industria. Analizamos tendencias, compartimos opiniones y recopilamos informacion clave del mundo de los videojuegos en un solo lugar.
https://je-tall-sf-marketing-74.b-cdn.net/research/je-tall-sf-marketing-1-(196).html
Peach, crimson, and gold introduced punchy color to a standard Indian sari.
View explicit videos securely on reputable adult platforms.
Find safe streaming hubs for a premium experience.
Look into my web blog :: BUY CANNABIS ONLINE
https://fr-accounting-20.syd1.digitaloceanspaces.com/research/business-world-(4982).html
The mother of the bride and groom should costume in a way that doesn’t clash however isn’t too
matchy-matchy both.
https://je-tal-marketing-940.lon1.digitaloceanspaces.com/research/je-marketing-(464).html
For this romantic marriage ceremony at Brooklyn’s Wythe Hotel,
the bride’s mom chosen a short-sleeved, full-length teal dress.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-3/research/je-marketing-(1).html
Here’s a tea-length mother-of-the-bride dress you’ll
find a way to easily pull out of your wardrobe time and time again.
https://je-tal-marketing-962.lon1.digitaloceanspaces.com/research/je-marketing-(141).html
It can be utilized for any event, and the style of it is
perfect for the mom of the bride.
https://je-tal-marketing-939.lon1.digitaloceanspaces.com/research/je-marketing-(381).html
An imported diamond in the tough, the Adrianna Papell Floral Beaded Gown is a real stunner.
1win протеин 1win not int
https://t.me/s/RejtingTopKazino
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-793/research/je-marketing-(318).html
This bride’s mother escorted her down the aisle in a floor-length golden gown with
a floral overlay.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-823/research/je-marketing-(286).html
Speak with the bride to get her ideas on this and see what’s out there in outlets and online.
Profesionalni stehovani Praha: stehovani bytu, kancelari a chalup, stehovani a baleni, demontaz a montaz nabytku. Mame vlastni vozovy park, specializovany tym a smlouvu s pevnou cenou.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-809/research/je-marketing-(238).html
From affordable and stylish to designer and traditional, these
are our favorite bow ties for weddings.
Top adult platforms bieden premium inhoud voor volwassenen. Ontdek
gegarandeerde adult sites voor kwaliteit en privacy.
Have a look at my page: Buy Rivotril
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-783/research/je-marketing-(406).html
Modest meets insanely modern in this silky Amsale gown that includes a
column silhouette and off-the-shoulder neckline.
Premier xxx platforms offer high-quality content for adult entertainment.
Choose trusted platforms for a safe and enjoyable experience.
Also visit my web site – buy cannabis online
https://fr-accounting-20.syd1.digitaloceanspaces.com/research/business-world-(4900).html
When looking for mother of the bride dresses, firstly, contemplate the overall gown code on the invite.
Leading porn websites offer secure and premium content for
adults. Discover trusted platforms for a quality experience.
Take a look at my web site BUY XANAX WITHOUT PRESCRITION
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-813/research/je-marketing-(179).html
This mother selected a royal blue robe with an phantasm neckline and a floral overlay for a
hanging big-day look.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-806/research/je-marketing-(110).html
This beautiful floral frock would make the perfect complement to any nature-inspired wedding.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-780/research/je-marketing-(434).html
You could go for a pleasant costume with draping across the mid area in black and white print.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(224).html
This lace look feels special and festive, and not using a print, daring
shade, or dramatic sleeve in sight.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(346).html
One reviewer stated they wore a white jacket over the top but you can also choose a wrap or bolero.
https://t.me/s/flagman_official_registration
https://t.me/s/atom_official_casino
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-2/research/je-marketing-(84).html
Besides, is there something better than mother/daughter shopping?
Content for adults can be streamed on trusted platforms for
privacy. Explore safe websites for quality viewing.
Feel free to surf to my web site :: buy Concerta online
https://fr-accounting-12.sfo3.digitaloceanspaces.com/research/business-world-(677).html
Her mom, who similarly sparkled in a gold silk dupioni floor-length skirt go
nicely with.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1619).html
Our mothers are gorgeous and superb and they should
rock what they have.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(461).html
Then you’ll be able to view your saved listings
every time you login.
ко ланта пляжи
Love elephants? elephant sanctuary: rescued animals, spacious grounds, and care without exploitation. Visitors can observe elephants bathing, feeding, and behaving as they do in the wild.
Want to visit the https://mark-travel.ru A safe haven for animals who have survived circuses, harsh labor, and exploitation? Visitors support the rehabilitation program and become part of an important conservation project.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3683).html
There isn’t any set do’s and don’ts in relation to shade, solely to
steer clear of white.
https://je-tal-marketing-951.lon1.digitaloceanspaces.com/research/je-marketing-(495).html
Sophie Moore is a former Brides editor and current contributing author.
onyx-55
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-814/research/je-marketing-(446).html
Shop gorgeous wedding ceremony attire for the mother-of-the-bride in commonplace,
plus and petite sizes at Adrianna Papell.
Найдите контент для взрослых, исследуя надежные платформы в Интернете.
Изучите надежные порнохабы для приватного
просмотра.
my web site … Watch Shemale Hentai Videos
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-808/research/je-marketing-(376).html
Another necessary tip for dressing on your daughter’s big day is
to let her bridal style guide you.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-816/research/je-marketing-(293).html
Jovani presents you the highest highest quality MOB robes for a low price.
https://je-tall-marketing-867.tor1.digitaloceanspaces.com/research/je-marketing-(36).html
The flowy silhouette and flutter sleeves hit the perfect playful note for spring and summer time celebrations.
Seksuele inhoud is breed beschikbaar op speciale
platforms voor volwassenen. Kies voor gegarandeerde bronnen voor
veiligheid.
my blog; lesbian porn videos
продажа промышленных лесов Леса повышенной безопасности: Леса повышенной безопасности – это конструкции, разработанные с учетом повышенных требований к безопасности и надежности. Они отличаются от обычных лесов использованием более прочных материалов, усиленной конструкцией и дополнительными элементами безопасности, такими как страховочные сетки, перила и ограждения. Леса повышенной безопасности применяются на объектах, где существует повышенный риск падения рабочих или материалов, а также в условиях сложных климатических условий. Использование лесов повышенной безопасности позволяет значительно снизить риск несчастных случаев на строительной площадке.
Hello there! This is my first visit to your blog!
We are a team of volunteers and starting a new initiative in a community in the same niche.
Your blog provided us valuable information to work on. You have done a outstanding job!
This was really informative. https://3nz9f.icu/
Waar porno te kijken door betrouwbare adult platforms online te
verkennen. Ontdek betrouwbare porno hubs voor
een private ervaring.
My web-site – BRAND NEW PORN SITE SEX
You explained this very clearly. https://3nz9f.icu/
Great insights, thanks for sharing! https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Nice read, keep it up! https://3nz9f.icu/
https://t.me/officials_pokerdom/3272
https://t.me/iGaming_live/4872
Exactly what I needed today. https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
I found this post very helpful. https://3nz9f.icu/
https://t.me/s/officials_pokerdom/3378
https://t.me/s/iGaming_live/4868
I’ll definitely try this out. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
This is gold, thank you! https://3nz9f.icu/
ООО Торгово-транспортное предприятие “Острое Жало” на rusprofile. ru ООО Торгово-транспортное предприятие “Острое Жало” ставит своей первоочередной задачей обеспечение логистической поддержки и дистрибуции товаров народного потребления по всей территории Российской Федерации. Мы специализируемся на организации комплексных транспортных решений, учитывающих специфику груза, сроки поставки и бюджет клиента. Наш автопарк оснащен современным оборудованием, обеспечивающим сохранность и своевременную доставку продукции, включая продукты питания, бытовую технику и промышленные товары.
I’ve been looking for something like this. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
This was really informative. https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
My brother suggested I would possibly like this website.
He was once totally right. This post actually made my day.
You can not consider just how much time I had spent for this information!
Thank you!
Your blog always inspires me. https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
I’ll definitely try this out. https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
Exactly what I needed today. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Brilliant article! https://3nz9f.icu/everton-could-soon-unleash-james-garner/
Great insights, thanks for sharing! https://3nz9f.icu/
Thanks for the tips! https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Brilliant article! https://3nz9f.icu/category/uncategorized/
Brilliant article! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
I’ll definitely try this out. https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
This is gold, thank you! https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
https://t.me/s/dragon_money_mani/22
Your blog always inspires me. https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
What a material of un-ambiguity and preserveness of precious familiarity on the topic of unexpected emotions.
You have made some really good points there. I looked on the internet for more information about the issue and found
most individuals will go along with your views on this
web site.
https://t.me/s/officials_pokerdom/3897
https://t.me/s/lex_officials
https://t.me/s/kazino_s_minimalnym_depozitom/20
Thanks for sharing. I read many of your blog posts, cool, your blog is very good. https://accounts.binance.com/sk/register?ref=WKAGBF7Y
Порносайт предлагает широкий выбор видео для взрослых развлечений.
Выбирайте гарантированные порноцентры для конфиденциального опыта.
my web-site buy valium online
????
бонусы букмекеров Привлечение новых игроков и удержание существующих – это важная задача для букмекерских контор. Бонусы букмекеров и промокоды букмекеров – это эффективный инструмент для мотивации игроков и повышения их лояльности. Бонусы могут быть представлены в виде фрибетов, надбавок к депозиту, кэшбека и других интересных предложений. Важно внимательно изучать условия получения и использования бонусов, чтобы избежать недоразумений. Следить за новостями о ставках на спорт – это важный аспект успешного беттинга. Оперативная информация о травмах игроков, изменениях в составах команд, погодных условиях и других факторах, способных повлиять на исход матча, позволяет принимать своевременные решения и увеличивать свои шансы на выигрыш.
Excellent breakdown! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
Thank you for writing this. https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
This is gold, thank you! https://3nz9f.icu/everton-could-soon-unleash-james-garner/
You explained this very clearly. https://3nz9f.icu/
This was really informative. https://3nz9f.icu/
Excellent breakdown! https://3nz9f.icu/
You explained this very clearly. https://3nz9f.icu/
ORBS Production https://filmproductioncortina.com is a full-service film, photo and video production company in Cortina d’Ampezzo and the Dolomites. We create commercials, branded content, sports and winter campaigns with local crew, alpine logistics, aerial/FPV filming and end-to-end production support across the Alps. Learn more at filmproductioncortina.com
You explained this very clearly. https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Appreciate the content you put out! https://3nz9f.icu/
Very well written, thanks! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Great insights, thanks for sharing! https://3nz9f.icu/
Exactly what I needed today. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Exactly what I needed today. https://3nz9f.icu/everton-could-soon-unleash-james-garner/
This was really informative. https://3nz9f.icu/
Great insights, thanks for sharing! https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Appreciate the content you put out! https://3nz9f.icu/
Appreciate the content you put out! https://3nz9f.icu/
online free chat 321chat safe
Super helpful and straight to the point. https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
I found this post very helpful. https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Nice read, keep it up! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Thanks for the tips! https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Thanks for the tips! https://3nz9f.icu/category/uncategorized/
Exactly what I needed today. https://3nz9f.icu/
You explained this very clearly. https://3nz9f.icu/everton-could-soon-unleash-james-garner/
казіно з бонусами бонусы казино
Loved the points you made here. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Appreciate the content you put out! https://3nz9f.icu/
Very well written, thanks! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Your blog always inspires me. https://3nz9f.icu/chelsea-desperate-for-andrey-santos-playing-time/
Nice read, keep it up! https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
This clarified so much for me. https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
This clarified so much for me. https://3nz9f.icu/category/uncategorized/
This is gold, thank you! https://3nz9f.icu/
Thanks for the tips! https://3nz9f.icu/
I found this post very helpful. https://3nz9f.icu/
Brilliant article! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
You explained this very clearly. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Great insights, thanks for sharing! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
This was really informative. https://3nz9f.icu/everton-could-soon-unleash-james-garner/
Exactly what I needed today. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
I’ve been looking for something like this. https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
You explained this very clearly. https://3nz9f.icu/chelsea-desperate-for-andrey-santos-playing-time/
This clarified so much for me. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Hello colleagues, fastidious paragraph and pleasant arguments commented here, I am genuinely enjoying by these.
обменник биткоина
https://t.me/s/mcasino_martin/374
Excellent breakdown! https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Bookmarking this for later. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Thanks for the tips! https://3nz9f.icu/category/uncategorized/
I’ve been looking for something like this. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Great insights, thanks for sharing! https://3nz9f.icu/
Appreciate the content you put out! https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
Appreciate the content you put out! https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Loved the points you made here. https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Super helpful and straight to the point. https://3nz9f.icu/
Very well written, thanks! https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Super helpful and straight to the point. https://3nz9f.icu/
Super helpful and straight to the point. https://3nz9f.icu/
Appreciate the content you put out! https://3nz9f.icu/everton-could-soon-unleash-james-garner/
Купих https://mdgt.top тюркоазен диван и намерих подходящи цветови комбинации
I’ll definitely try this out. https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
Деталі https://remontuem.if.ua про декоративний короб для труб опалення знайшов тут.
Very well written, thanks! https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
Thanks , I’ve just been searching for info approximately this subject for ages and yours is the best I’ve came upon so far. But, what about the bottom line? Are you sure in regards to the source?
вр парк
Great insights, thanks for sharing! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Nice read, keep it up! https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Super helpful and straight to the point. https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Super helpful and straight to the point. https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
I’ll definitely try this out. https://3nz9f.icu/chelsea-desperate-for-andrey-santos-playing-time/
I’ve been looking for something like this. https://3nz9f.icu/
Very well written, thanks! https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Nice read, keep it up! https://3nz9f.icu/category/uncategorized/
Nice read, keep it up! https://3nz9f.icu/
Thank you for writing this. https://3nz9f.icu/
I’ve been looking for something like this. https://3nz9f.icu/
Thanks for the tips! https://3nz9f.icu/
This is gold, thank you! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Excellent breakdown! https://3nz9f.icu/
You explained this very clearly. https://3nz9f.icu/
Brilliant article! https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
I’ve been looking for something like this. https://3nz9f.icu/
Pornosite biedt een reeks video’s voor adult entertainment.
Kies voor veilige adult sites voor een veilige
ervaring.
Here is my homepage – BUY CANNABIS ONLINE
What’s up to all, because I am actually eager of reading this website’s post to be updated regularly. It carries nice material.
обвал крипты новости
I’ll definitely try this out. https://3nz9f.icu/
Great insights, thanks for sharing! https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Great insights, thanks for sharing! https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Прочитав https://seetheworld.top матеріали про курорти австрії.
Независимый сюрвей в Москве: проверка грузов и объектов, детальные отчёты, фотофиксация и экспертные заключения. Прозрачная стоимость сюрвейерских услуг, официальные гарантии и быстрая выездная работа по столице и области.
Идеальные торты на заказ — для детей и взрослых. Поможем выбрать начинку, оформление и размер. Десерт будет вкусным, свежим и полностью соответствующим вашей идее.
This clarified so much for me. https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
Excellent breakdown! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Top adult platforms provide premium content for mature audiences.
Explore trusted sources for quality and privacy.
My page :: BUY CONCERTA ONLINE
Explore a true elephant sanctuary where welfare comes first. No chains or performances — only open landscapes, gentle care, rehabilitation programs and meaningful visitor experiences.
кракен сайт ссылка
kraken
Porn website offers a range of videos for
adult entertainment. Select secure adult sites for a
safe experience.
My website; Buy Rivotril
Adult content is available on various adult websites for entertainment.
Always choose reliable adult sites for a protected experience.
my homepage – buy cannabis online
Скрайд MMORPG https://сайт1.скрайд.рф культовая игра, где магия переплетается с технологией, а игрокам доступны уникальные классы, исторические миссии и масштабные PvP-сражения. Легенда, которую продолжают писать тысячи игроков.
Нужна легализация? https://www.legalizaciya-nedvizhimosti-v-chernogorii.me проводим аудит объекта, готовим документы, улаживаем вопросы с кадастром и муниципалитетом. Защищаем интересы клиента на каждом этапе.
Эвакуатор в Москве https://eva77.ru вызов в любое время дня и ночи. Быстрая подача, профессиональная погрузка и доставка авто в сервис, гараж или на парковку. Надёжно, безопасно и по фиксированной цене.
Постоянно мучает насморк – Silver Ugleron
Бренд MAXI-TEX https://maxi-tex.ru завода ООО «НПТ Энергия» — профессиональное изготовление изделий из металла и металлобработка в Москве и области. Выполняем лазерную резку листа и труб, гильотинную резку и гибку, сварку MIG/MAG, TIG и ручную дуговую, отбортовку, фланцевание, вальцовку. Производим сборочные единицы и оборудование по вашим чертежам.
Эвакуатор в Москве https://eva77.ru вызов в любое время дня и ночи. Быстрая подача, профессиональная погрузка и доставка авто в сервис, гараж или на парковку. Надёжно, безопасно и по фиксированной цене.
Хочешь развлечься? купить альфа пвп федерация – это проводник в мир покупки запрещенных товаров, можно купить гашиш, купить мефедрон, купить кокаин, купить меф, купить экстази, купить альфа пвп, купить гаш в различных городах. Москва, Санкт-Петербург, Краснодар, Владивосток, Красноярск, Норильск, Екатеринбург, Мск, СПБ, Хабаровск, Новосибирск, Казань и еще 100+ городов.
1win token 1win официальный сайт сегодня
казино з бонусами бонуси казино
Thank you, I’ve just been searching for info about this subject for a while and yours is the greatest I have came upon till now. However, what about the conclusion? Are you certain concerning the source?
https://mail.u-turn.kz/forums.php?m=posts&q=36070&n=last#bottom
Loved the points you made here. https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
Thanks , I’ve just been searching for information approximately this subject for ages and yours is the greatest I have came upon so far. However, what about the bottom line? Are you sure concerning the supply?
Escort Agencies Brasilia
Its like you read my mind! You appear to know so much about this, like you wrote the book in it or something. I think that you can do with a few pics to drive the message home a little bit, but instead of that, this is great blog. A great read. I’ll certainly be back.
vps в европе
Leadiung adult websites deliver high-quality explicit content safely.
Oppt for trustesd sources for a discreet experience.
Thanks , I have recently been searching for info approximately this topic for a long time and yours is the greatest I have found out till now. However, what concerning the bottom line? Are you positive in regards to the supply?
вход lee bet
An impressive share! I have just forwarded this onto a colleague who was conducting a little research on this. And he actually bought me lunch due to the fact that I stumbled upon it for him… lol. So allow me to reword this…. Thanks for the meal!! But yeah, thanx for spending the time to discuss this subject here on your website.
вход lee bet
Currently it appears like WordPress is the best blogging platform out there right now. (from what I’ve read) Is that what you are using on your blog?
https://best-vps.ru/
слоти онлайн онлайн слоти
казіно ігри казіно ігри
mostbet global mostbet android
слоти онлайн найкращі слоти
I’ve been looking for something like this. https://3nz9f.icu/
Appreciate the content you put out! https://3nz9f.icu/west-ham-eyeing-up-man-utd-trio/
I found this post very helpful. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Brilliant article! https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
I’ll definitely try this out. https://3nz9f.icu/
Great insights, thanks for sharing! https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Brilliant article! https://3nz9f.icu/category/uncategorized/
Bookmarking this for later. https://3nz9f.icu/category/uncategorized/
This is gold, thank you! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
This is gold, thank you! https://3nz9f.icu/
Thank you for writing this. https://3nz9f.icu/
This is gold, thank you! https://3nz9f.icu/
This was really informative. https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
Thank you for writing this. https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Appreciate the content you put out! https://3nz9f.icu/
Loved the points you made here. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Loved the points you made here. https://3nz9f.icu/
You explained this very clearly. https://3nz9f.icu/
You explained this very clearly. https://3nz9f.icu/
Bookmarking this for later. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Very well written, thanks! https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
This was really informative. https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
You explained this very clearly. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Super helpful and straight to the point. https://3nz9f.icu/
Excellent breakdown! https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
Excellent breakdown! https://3nz9f.icu/
Thanks for the tips! https://3nz9f.icu/
Exactly what I needed today. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
This clarified so much for me. https://3nz9f.icu/
Brilliant article! https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Exactly what I needed today. https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Brilliant article! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
Exactly what I needed today. https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
Thank you for writing this. https://3nz9f.icu/
Loved the points you made here. https://3nz9f.icu/
найкращі слоти слоти безкоштовно
aplikacja mostbet na androida oficjalna strona internetowa mostbet
ігри в казино ігри казино
Thank you for writing this. https://3nz9f.icu/leeds-aaronson-was-wasteful-v-southampton/
Great insights, thanks for sharing! https://3nz9f.icu/
This was really informative. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Exactly what I needed today. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
Toonaangevende adult websites leveren veilig hoogwaardige expliciete inhoud.
Kies voor veilige porno hubs voor een discrete ervaring.
Stop by my homepage: buy cannabis online
Hello, after reading this amazing post i am too glad to share my knowledge here with mates.
https://lift-load.com.ua/koly-zamina-skla-vyhidnisha-za-poliruvannya.html
Excellent breakdown! https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
Top xxx sites offer secure and premium content for adults.
Discover reliable hubs for a quality experience.
Here is my webpage; BUY RIVOTRIL
I found this post very helpful. https://3nz9f.icu/category/uncategorized/
Your blog always inspires me. https://3nz9f.icu/
This clarified so much for me. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
This was really informative. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
Thank you for writing this. https://3nz9f.icu/man-utd-had-a-nightmare-with-18-y-o-prodigy/
Appreciate the content you put out! https://3nz9f.icu/
This is gold, thank you! https://3nz9f.icu/
Thanks for the tips! https://3nz9f.icu/chelsea-desperate-for-andrey-santos-playing-time/
Brilliant article! https://3nz9f.icu/
This is gold, thank you! https://3nz9f.icu/newcastle-still-keen-on-conor-gallagher/
Porno is beschikbaar op verschillende adult websites voor vermaak.
Kies altijd voor betrouwbare adult sites.
Here is my webpage – BUY VIAGRA ONLINE
I’ve been looking for something like this. https://3nz9f.icu/category/uncategorized/
This clarified so much for me. https://3nz9f.icu/
Brilliant article! https://3nz9f.icu/leeds-handed-potential-viktor-gyokeres-transfer-blow/
Your blog always inspires me. https://3nz9f.icu/man-united-had-a-howler-over-chris-smalling/
We absolutely love your blog and find nearly all of your post’s to be precisely what I’m looking for. Would you offer guest writers to write content for yourself? I wouldn’t mind creating a post or elaborating on a number of the subjects you write with regards to here. Again, awesome web log!
казино банда
Very well written, thanks! https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
This was really informative. https://3nz9f.icu/
Hi colleagues, its impressive article on the topic of tutoringand completely defined, keep it up all the time.
официальный сайт банда казино
Trong quá trình sử dụng dịch vụ, sản phẩm giải trí do 66b app cung cấp, nếu thắc mắc hay gặp phải vấn đề bất cập, bạn hoàn toàn có thể liên hệ ngay với đội ngũ CSKH để được giải đáp và xử lý hiệu quả thông qua: Live Chat, Hotline, Facebook, Telegram và Zalo.
https://kontrakt-na-svo-msk.ru/
Оценщик при протечке быстро оценил ситуацию и подготовил отчет в электронном виде https://zaliv-expertiza.ru/
I’ve been looking for something like this. https://3nz9f.icu/arsenal-transfer-news-on-folarin-balogun/
https://contractna-svo.ru/
bonus mostbet oficjalna strona internetowa mostbet
Expliciete video’s kunnen worden gestreamd op betrouwbare platforms voor privacy.
Ontdek gegarandeerde videobronnen voor kwaliteitsweergave.
Here is my webpage: BUY XANAX WITHOUT PRESCRITION
новости спорта беларуси новости беларуси онлайн
https://t.me/s/officials_pokerdom/3779
зеркало новости беларусь смотреть новости беларусь
Протечка стояка случилась внезапно, но эксперты приехали быстро: https://yurist-pri-zalive.ru/
Adult content site offers a range of videos for adult entertainment.
Select trusted lesbian porn videos hubs for a safe experience.
Best xxx sites provide premium content for mature audiences.
Explore trusted sources for quality and privacy.
Here is my website … Buy Rivotril
https://служба-по-контракту-сво.рф/
https://sluzhba-po-kontrakty.ru/
Super helpful and straight to the point. https://3nz9f.icu/arsenal-missed-a-trick-on-raphinha/
Транслируйте контент
для взрослых на безопасных и надежных платформах.
Найдите надежные сайты для
первоклассного опыта.
Have a look at my website: ЛЕСБИЙСКИЕ ПОРНО ВИДЕО
Expert Windows Cleaning with Spotless, Streak-Free Results – Plus Crystal-Clear Gutters Without Chemicals: window cleaning south dublin
москва
Программное обеспечение для видеонаблюдения, представленное на сайте, предлагает современные решения для управления IP-камерами и системами видеонаблюдения. Программа поддерживает все типы устройств с протоколом RTSP, что делает её универсальным инструментом для различных задач. Платформа включает VMS (систему управления видео) и CMS (систему централизованного мониторинга), позволяя записывать, просматривать и анализировать данные с камер видеонаблюдения. Ключевыми функциями программы являются распознавание лиц, распознавание номеров автомобилей и детекция движения, что делает её мощным инструментом для обеспечения безопасности. Программное обеспечение также поддерживает гибридное хранение данных, сочетающее облачные и локальные решения, что обеспечивает надежность и удобство доступа к информации. Встроенная видеоаналитика на основе искусственного интеллекта предоставляет расширенные возможности для мониторинга и анализа видео в реальном времени. интеллектуальное видеонаблюдение
кракен зеркало
kraken6 +at
Rubbish Taxi removes and responsibly disposes of unwanted household items like appliances, furniture, sofas, mattresses and yard waste – https://rubbish-taxi.ie/sofa-disposal-dublin/
Изготавливаем каркас лестницы из металла на современном немецком оборудовании — по цене стандартных решений. Качество, точность реза и долговечность без переплаты.
Latest news crypto: price rises and falls, network updates, listings, regulations, trend analysis, and industry insights. Follow market movements in real time.
The latest about all things crypto: Bitcoin, altcoins, NFTs, DeFi, blockchain developments, exchange reports, and new technologies. Fast, clear, and without unnecessary noise—everything that impacts the market.
Купить шпон https://opus2003.ru в Москве прямо от производителя: широкий выбор пород, стабильная толщина, идеальная геометрия и высокое качество обработки. Мы производим шпон для мебели, отделки, дизайна интерьеров и промышленного применения.
kraken зеркало
кракен сайт
Программы видеонаблюдения – это современный инструмент, который помогает обеспечить безопасность, сочетая в себе технологии и удобство. На сайте вы найдете подробное руководство по выбору и настройке систем, включая облачные решения, их преимущества и ограничения. Описаны гибридные модели, которые объединяют облачное и локальное хранилище, обеспечивая гибкость и надежность системы. Рассмотрены передовые аналитические функции, такие как детекция движения, распознавание объектов и другие AI-технологии. Представлены обзоры и рейтинги лучших программ, которые помогут вам выбрать подходящее решение. Специалисты оценят профессиональные рекомендации по проектированию системы, подбору оборудования и решению актуальных задач. Уделено внимание вопросам безопасности данных и созданию эффективных протоколов защиты. Платформа также поможет разобраться в тонкостях интеграции искусственного интеллекта в современные системы видеонаблюдения. облачный сервис видеонаблюдения
кракен онион
vk1
кракен
kraken2trfqodidvlh4aa337cpzfrhdlfldhve5nf7njhumwr7instad
доктор вывода из запоя https://narcology-moskva.ru
кракен маркет
кракен
Til haqida maqollar, ona til haqida maqollar, Alisher Navoiy til haqida maqollar, xalq maqollari til haqida. O’zbek tilidagi eng yaxshi maqollar to’plami: til haqida maqollar va ularning ma’nosi
вывод человека из запоя срочный вывод из запоя на дому недорого
вывод из запоя круглосуточно вывод из запоя с кодированием на дому
вывод из запоя анонимно https://narkonet.su
На сайте описывается программное обеспечение для видеонаблюдения, позволяющее создавать виртуальные маршруты патрулирования для камер. Программа для видеонаблюдения позволяет настроить последовательность просмотра камер для оператора, создавая эффект виртуального патрулирования территории. VMS обеспечивает надежную запись с камер видеонаблюдения, а оператор может быстро переключаться между камерами на маршруте, чтобы контролировать ситуацию в разных зонах. Это решение позволяет эффективно использовать ресурсы оператора и повышать уровень безопасности. программы для просмотра камер видеонаблюдения
I got this site from my friend who shared with me about this web site and at the moment this time I am browsing this web site and reading very informative articles or reviews at this time.
https://www.wsadvocates.co.ke/melbet-skachat-programmu-na-kompyuter-2025/
Service de nécrologie à Sorel-Tracy. Consultez les dernières annonces de décès, informations sur les salons funéraires et avis de décès dans la région de Sorel-Tracy: Sorel obituary listings online
вывод из запоя клиника https://narcology-moskva.ru
Thanks for sharing. I read many of your blog posts, cool, your blog is very good. https://www.binance.com/register?ref=IHJUI7TF
Nieuwe pornosites brengen innovatieve inhoud voor volwassen entertainment.
Ontdek veilige nieuwe platforms voor een moderne ervaring.
Feel free to surf to my homepage; buy Ritalin online
Ertaklar olamiga xush kelibsiz! Bolalar uchun qiziqarli ertaklar, qisqa ertaklar matnlari, ertaklar kitobi va ajoyib ertaklar kinolari: yangi va klassik ertaklar
kraken маркет
kraken2trfqodidvlh4aa337cpzfrhdlfldhve5nf7njhumwr7instad
kraken маркет
kraken ссылка
kraken зеркало
кракен вход
Find the best dog parks near you in Canada. Discover off-leash, fenced, indoor, and private dog parks for your furry friend: perfect dog park for large breeds near me
kraken
кракен рабочая
kraken вход
kraken официальный
кракен онлайн
кракен вход
Доставка грузов https://china-star.ru из Китая под ключ: авиа, авто, море и ЖД. Консолидация, проверка товара, растаможка, страхование и полный контроль транспортировки. Быстро, надёжно и по прозрачной стоимости.
Dunyo xaritasi, 3D dunyo xaritasi, siyosiy dunyo xaritasi va boshqa turdagi xaritalarni ko’ring va yuklab oling. Onlayn dunyo xaritasi, 3D dunyo xaritasi sputnik va boshqalar: dunyo xaritasi org yangiliklari
kraken зеркало
площадка кракен
кракен онион
kraken сайт
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
кракен рабочая
kraken8
Krn
официальная ссылка кракен
Доставка грузов https://lchina.ru из Китая в Россию под ключ: море, авто, ЖД. Быстрый расчёт стоимости, страхование, помощь с таможней и документами. Работаем с любыми объёмами и направлениями, соблюдаем сроки и бережём груз.
Гастродача «Вселуг» https://gastrodachavselug1.ru фермерские продукты с доставкой до двери в Москве и Подмосковье. Натуральное мясо, молоко, сыры, сезонные овощи и домашние заготовки прямо с фермы. Закажите онлайн и получите вкус деревни без лишних хлопот.
kraken тор
кракен маркет даркнет тор
jfs7nu
кракен онион
kraken официальный
kraken ссылка
кракен зеркало
Hello to every single one, it’s truly a good for me to pay a quick visit this web site, it includes precious Information.
https://theworkigroup.com/uncategorized/melbet-obzor-2025/
Krn
kraken2trfqodidvlh4aa337cpzfrhdlfldhve5nf7njhumwr7instad.onion
Логистика из Китая https://asiafast.ru без головной боли: доставка грузов морем, авто и ЖД, консолидация на складе, переупаковка, маркировка, таможенное оформление. Предлагаем выгодные тарифы и гарантируем сохранность вашего товара.
Независимый сюрвейер https://gpcdoerfer1.com в Москве: экспертиза грузов, инспекция контейнеров, фото- и видеопротокол, контроль упаковки и погрузки. Работаем оперативно, предоставляем подробный отчёт и подтверждаем качество на каждом этапе.
https://rich513.com/
vk1
kraken
kraken market
kraken tor
Надежная электроника с быстрой доставкой по всему Казахстану и без космических цен. Многие уже давно заказывают в Salemshop.kz: огромный выбор, реальные скидки каждый день, гарантия на все и отправка в тот же день – https://salemshop.kz/
kraken зеркало
кракен сайт ссылка
Доставка грузов https://china-star.ru из Китая для бизнеса любого масштаба: от небольших партий до контейнеров. Разработаем оптимальный маршрут, оформим документы, застрахуем и довезём груз до двери. Честные сроки и понятные тарифы.
Онлайн-ферма https://gvrest.ru Гастродача «Вселуг»: закажите свежие фермерские продукты с доставкой по Москве и Подмосковью. Мясо, молоко, сыры, овощи и домашние деликатесы без лишних добавок. Удобный заказ, быстрая доставка и вкус настоящей деревни.
Для родственников часто важнее всего план действий и поддержка. Удобно начать с консультации, чтобы понять шаги и риски: https://hotline-help.ru/
Hello! I know this is kinda off topic however , I’d figured I’d ask. Would you be interested in trading links or maybe guest writing a blog article or vice-versa? My site addresses a lot of the same subjects as yours and I feel we could greatly benefit from each other. If you happen to be interested feel free to shoot me an e-mail. I look forward to hearing from you! Terrific blog by the way!
Rio prostitution
[url=https://healthandsailing.ru/]Национальные Дни Парусного Оздоровления[/url] – это идеальное решение для современных людей, которые стремятся к гармонии души и тела. Данная инновационная программа предлагает гармоничное сочетание морского приключения и персонального роста. Участников ждет незабываемое путешествие продолжительностью десять дней, в течение которых вы станете частью дружной команды. Ежедневно вас будет ожидать работой с парусами и свежим морским воздухом. Квалифицированные инструкторы и профессиональные нутрициологи поделятся своими ценными знаниями и дадут персональные рекомендации. Ключевой задачей этого мероприятия считается не просто кратковременный перерыв в рутине, а фундаментальная перезагрузка ваших привычек. Вы освоите не просто азы яхтинга, но и сбалансировано питаться, закалять характер и находить внутренний баланс. Океан является великолепным естественным источником энергии, а необходимость слаженных действий укрепляет коллективный дух и лидерские качества. Спустя десять дней этого невероятного плавания вы почувствуете себя полностью обновленным и полным сил. Вы получите не только яркие воспоминания и загар, но и реальный инструментарий для поддержания отличной формы. National Sailing Wellness Days — это инвестиция в ваше будущее, где энергия и жизненный тонус наполняют все ваши дела. Не упустите свой шанс изменить жизнь к лучшему, отправившись в плавание, которое перевернет ваше мировоззрение.
https://healthandsailing.ru/
Current recommendations: https://sushi-han.online/2025/10/27/top-tier-facebook-and-google-profiles/
Premium selection: https://merymolla.club/2025/10/27/your-go-to-store-for-fb-google-accounts/
tluwz9
Expliciete video’s kunnen worden gestreamd op betrouwbare platforms voor privacy.
Ontdek betrouwbare adult hubs voor kwaliteitsweergave.
my site – BUY PENIS ENLARGEMENT PILLS
Unlock a world of productivity with Buy Ritalin Online, your gateway to optimal mental performance!
Imagine supercharging your drive with this trusted solution, sourced from top-quality suppliers tailored for your needs.
Whether you’re conquering demanding goals as a multitasker, our seamless platform delivers premium
Ritalin quickly, without the complexity of traditional routes.
Explore with assurance, knowing your privacy is guaranteed, and elevate your edge like never before!
Why wait for less when you can boost your potential with Ritalin’s renowned benefits?
Our extensive selection connects you to reputable sources, offering competitive prices and express delivery.
From intense workdays to critical study sessions, we make it simple to
access the clarity you need. No red tape—just a intuitive process
to keep you energized. Join millions who’ve unlocked this game-changer—click now and revolutionize your productivity today!
https://storage.googleapis.com/digi157sa/research/digi157sa-(282).html
It is customary to avoid sporting white in your children’s wedding ceremony day.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(291).html
As the groom’s mother, you’ll want to let the mother of the
bride take the lead in the course of the gown purchasing
process.
https://je-sf-tall-marketing-727.b-cdn.net/research/je-marketing-(209).html
For her mom, it involved a beaded silver costume match for a queen.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(51).html
The fall colours are normally earthy and on the darker aspect, however always ask your daughter what she has
in thoughts.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-1/research/je-marketing-(201).html
Besides, is there something higher than mother/daughter
shopping?
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1489).html
Don’t be involved with having everything match perfectly.
https://je-tal-marketing-952.lon1.digitaloceanspaces.com/research/je-marketing-(184).html
Whether you might have your coronary heart
on embroidery, embellishment, sequin, or ruched silk smoothness, golden clothes look nice in all styles and designs.
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(288).html
If you like your legs, you could need to go together with an above-the-knee or just-below-the-knee costume.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(281).html
For blogger Jenny Bernheim’s fancy rehearsal
dinner, her mother wore a Carmen Marc Valvo gown, full with a beaded illusion cut-out.
https://je-tal-marketing-896.lon1.digitaloceanspaces.com/research/je-marketing-(60).html
It’s important to ensure that any head pieces don’t swamp your body,
and doesn’t hide your face.
https://je-tal-marketing-931.lon1.digitaloceanspaces.com/research/je-marketing-(361).html
Many of the options above would assist you to to
hide somewhat little bit of a tummy.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3551).html
Browse by scoop necklines or try the strapless options.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-807/research/je-marketing-(14).html
Carrie Crowell had come across the silk gown that her mom, country singer Rosanne Cash, wore at her 1995 wedding ceremony to Carrie’s stepfather.
https://fr-accounting-16.ams3.digitaloceanspaces.com/research/business-world-(2569).html
The two seems below are good examples of timeless style.
https://je-tal-marketing-908.lon1.digitaloceanspaces.com/research/je-marketing-(385).html
This mother of the bride donned a beautiful mild grey gown with an illusion neckline brimming
with stunning beaded detailing.
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3433).html
There normally aren’t any set guidelines in relation to MOB outfits for the wedding.
https://je-tall-marketing-827.syd1.digitaloceanspaces.com/research/je-marketing-(473).html
You will want to put on lighter colours, or no matter your daughter suggests.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2943).html
One reviewer stated they wore a white jacket excessive but you could additionally choose a wrap or bolero.
https://je-sf-tall-marketing-736.b-cdn.net/research/je-marketing-(323).html
This mother of the bride donned a beautiful light grey gown with
an phantasm neckline brimming with beautiful beaded detailing.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(333).html
The capelet costume is ideal should you like to cover
up your higher arms.
https://je-tal-marketing-890.lon1.digitaloceanspaces.com/research/je-marketing-(301).html
The neckline of the gown will affect everything from the shape of the dress to which areas
of your body are highlighted.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(451).html
David’s Bridal offers convenient on-line and in-person buying
experiences.
https://je-tal-marketing-917.lon1.digitaloceanspaces.com/research/je-marketing-(280).html
In basic, you’ll do your greatest to keep away from
matching with the bridesmaids or the mothers of the couple getting married.
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(413).html
She’s a superhero to you and your complete household, so why not let
her costume the half.
https://je-tal-marketing-946.lon1.digitaloceanspaces.com/research/je-marketing-(76).html
Preferably not be all black as that may counsel mourning.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(192).html
There are ideas here on tips on how to put on pants for
the mother of the bride.
https://fr-asia-4.tor1.digitaloceanspaces.com/research/asia-business-(1854).html
The bridesmaids collected the recipes and created them into a newlyweds cookery e-book that they gave the couple up their day.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(280).html
The straight hemline at the backside falls just above the ankles and the sleeves cease right after the elbows.
https://je-tal-marketing-941.lon1.digitaloceanspaces.com/research/je-marketing-(18).html
A robe with jewels on the neckline alleviates the necessity for a necklace or
a great deal of other extras.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2655).html
This is more of a private choice that’s decided between you
and your daughter.
https://je-tal-marketing-952.lon1.digitaloceanspaces.com/research/je-marketing-(154).html
Besides, is there anything better than mother/daughter shopping?
https://je-tal-marketing-942.lon1.digitaloceanspaces.com/research/je-marketing-(463).html
The mother of the bride and groom ought to costume in a method that doesn’t clash but isn’t
too matchy-matchy both.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(436).html
Take this straightforward but stylish knee-length wedding ceremony guest dress
for the mother-of-the-bride.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(103).html
Beading in tones of blue, gray, and silver add dimension and complicated sparkle to this flattering mesh column robe.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2820).html
Sheer stretch tulle and cap sleeves on the neckline add an consideration grabbing element, giving
the phantasm of a strapless look.
https://je-tal-marketing-961.lon1.digitaloceanspaces.com/research/je-marketing-(76).html
Jules & Cleo, solely at David’s Bridal Polyester, nylon Back zipper;
absolutely lined …
https://je-tal-marketing-932.lon1.digitaloceanspaces.com/research/je-marketing-(410).html
This should give you loads of time to research, try on, order,
and alter any costume you discover yourself buying.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-1/research/je-marketing-(382).html
As the mother of the bride, eyes might be on you
almost as a lot as they are going to be on the joyful couple.
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2847).html
The champagne coloured ankle-length wrap gown looks beautiful on this mother
of the bride.
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3038).html
You can complement it in numerous ways, from a simple no-makeup look to daring red lipstick paired with smokey eyes and a lot more.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1741).html
Also, a lace blouse and fishtail skirt is a stylish option that
has “elegance” weaved into its seams.
https://fr-korea-5.lon1.digitaloceanspaces.com/research/beauty-(2490).html
Mother of the Bride and Groom clothes in the latest types and colours.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(265).html
Beach weddings are more laid-back and casual than different forms of
nuptials—and a formal costume would feel out of place.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(271).html
The following are some issues to contemplate when deciding on between dresses.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4281).html
Draw inspiration from mix-and-match bridesmaid attire by selecting a shade that coordinates with, but does not precisely match, the maids palette.
https://je-tal-marketing-937.lon1.digitaloceanspaces.com/research/je-marketing-(327).html
I was very impressed to see that there are classy and chic outfits for
all plus measurement ladies.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(453).html
Talk to your daughter about the aesthetic she envisions for
her wedding ceremony to assist slender down your choices.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-1/research/%EF%B8%8Fje-marketing-(158).html
For the redwood location, it might be great to put on one thing in natural colors like the
two moss green outfits pictured.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(41).html
Use the filters to kind by silhouette, neckline, material, and
size.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(74).html
It can be used for any event, and the fashion of it is perfect for
the mother of the bride.
https://je-tal-marketing-885.lon1.digitaloceanspaces.com/research/je-marketing-(65).html
For mothers who swoon for all issues sassy, the dramatic
gold mother of the bride dress may be the picture-perfect decide in 2022.
https://fr-size-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-small-(2879).html
Metallics are a great alternative to neutrals, as are floral prints in complementary hues.
https://je-tal-marketing-979.lon1.digitaloceanspaces.com/research/je-marketing-(118).html
You will wish to find one thing that works in each
cold and warm, or find one thing to keep you heat to go over it.
https://je-tal-marketing-917.lon1.digitaloceanspaces.com/research/je-marketing-(210).html
It is customary to avoid wearing white on your children’s wedding day.
https://fr-accounting-9.blr1.digitaloceanspaces.com/research/Accounting-market-(3572).html
For the mom who likes to look put collectively and modern, a jumpsuit in slate gray is bound to wow.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-4/research/je-marketing-(144).html
Maybe she envisions everyone wearing impartial tones, or perhaps she prefers bold and bright.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(312).html
As the mother of the bride, eyes might be on you almost as a lot
as they are going to be on the pleased couple.
https://je-tal-marketing-894.lon1.digitaloceanspaces.com/research/je-marketing-(477).html
If you may be uncertain, take inspiration from styles you take pleasure in wearing
everyday.
https://je-tal-marketing-889.lon1.digitaloceanspaces.com/research/je-marketing-(293).html
From inexpensive and stylish to designer and traditional, these are our favorite bow ties for weddings.
https://je-tal-marketing-975.lon1.digitaloceanspaces.com/research/je-marketing-(261).html
That mentioned, having such a broad variety of
options may feel slightly overwhelming.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(55).html
For this romantic marriage ceremony at Brooklyn’s Wythe Hotel, the bride’s mom chosen a short-sleeved, full-length teal dress.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(678).html
Wear it to a backyard celebration with block heels or wedges.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(318).html
If you need the whole outfit then undoubtedly check out Dillards.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-796/research/je-marketing-(414).html
The mom of the bride and groom should costume in a way that doesn’t conflict but isn’t too matchy-matchy either.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-798/research/je-marketing-(86).html
The bride’s mother clearly had the colour palette in thoughts when she chose this jade lace costume.
https://je-tal-marketing-915.lon1.digitaloceanspaces.com/research/je-marketing-(98).html
But it’s essential to examine in with the bride earlier than you make any decisions.
https://fr-accounting-5.lon1.digitaloceanspaces.com/research/Accounting-market-(2269).html
This dress is available in sizes 2 – 22 to suit quite a lot
of body styles.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(188).html
Use these as statement pieces, maybe in a brighter color
than the relaxation of the outfit.
https://je-tal-marketing-944.lon1.digitaloceanspaces.com/research/je-marketing-(212).html
Draw inspiration from mix-and-match bridesmaid dresses by selecting
a color that coordinates with, however doesn’t exactly match,
the maids palette.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(482).html
Much just like the mother of the groom, step-mothers of both the bride or groom ought to follow the lead of the mother of the bride.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2581).html
If you need the whole outfit then undoubtedly take a glance at Dillards.
https://market-research-asia-20251121-2.tor1.digitaloceanspaces.com/research/research-for-asia-study-(925).html
Matching your MOB dress is a fun method to present you consideration to element.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3114).html
Plan properly upfront, so you’ll not get too careworn and can help either your son or daughter with the wedding preparations.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2185).html
This gown comes with a sweater over that could be taken off if it will get
too hot.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(167).html
This desert coloured dress is ideal if what the bride needs is for you to wear a colour closer to white.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(129).html
“I said right then I would wear it at some point,” she recalled.
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1030).html
This gown comes full with slits in the sleeves to keep her cool at an outdoor wedding this summer season.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1526).html
It’s your duty to grasp what she wants from each
you and the groom’s mother in terms of your apparel.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(92).html
You might mix the monochrome twinset with white or black pants.
https://je-tal-marketing-942.lon1.digitaloceanspaces.com/research/je-marketing-(61).html
Most essential thing is that you’re comfy and never going to over heat.
https://marketing-research9.atl1.digitaloceanspaces.com/research/research-for-asia-study-(4404).html
This gentle grey is perfect for the mom of the bride dress.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2492).html
Gone are the times when moms of the bride have been expected to wear matronly
clothes in washed-out shades of pastels or beige.
https://je-tal-marketing-971.lon1.digitaloceanspaces.com/research/je-marketing-(305).html
This mother also wore Nigerian attire, and paired her lace wrap dress with
a chartreuse gele.
https://je-tall-marketing-836.lon1.digitaloceanspaces.com/research/je-marketing-(22).html
This costume’ dreamy chiffon cape feels ceremonial and refined,
and is definitely removed to disclose a slinkier metallic sheath underneath
for dinner and dancing.
https://fr-accounting-16.ams3.digitaloceanspaces.com/research/business-world-(2663).html
This mom’s robe featured a striped off-the-shoulder neckline that was an attractive complement to the bride’s
personal wedding ceremony gown.
https://je-tal-marketing-916.lon1.digitaloceanspaces.com/research/je-marketing-(68).html
Think concerning the colors you are feeling best in and the sorts of outfits that
make you shine.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(2582).html
Montage by Mon Cheri designer Ivonne Dome designs this special
day line with the subtle, fashion-forward mom in thoughts.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3086).html
Make sure you’re each wearing the identical formality of gown as well.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(4018).html
The mother of the bride costume gallery has a costume for every price range and every physique sort together with plus sizes.
https://je-tal-marketing-983.lon1.digitaloceanspaces.com/research/je-marketing-(189).html
No, you shouldn’t match with bridesmaids; instead, complement them.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1690).html
Take inspiration from the bridesmaid clothes and
communicate to your daughter to get some concepts on colours
that can work nicely on the day.
https://je-tal-marketing-934.lon1.digitaloceanspaces.com/research/je-marketing-(274).html
This glittery lace-knit two-piece features a sleeveless cocktail costume and coordinating longline jacket.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4898).html
You may, in fact, select a maxi gown for your big day.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4199).html
Experiment with strapless styles, surprising lengths, or fashionable jumpsuits.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(107).html
Similar to the moms of the bride and groom, the grandmothers could wish to coordinate with the marriage
get together.
https://je-tal-marketing-894.lon1.digitaloceanspaces.com/research/je-marketing-(327).html
When first beginning to plan your mother of the bride outfit,
look to the wedding location itself for inspiration.
https://je-tal-marketing-933.lon1.digitaloceanspaces.com/research/je-marketing-(463).html
This mother’s robe featured a striped off-the-shoulder neckline that was a beautiful complement
to the bride’s personal wedding ceremony dress.
https://fr-accounting-8.sgp1.digitaloceanspaces.com/research/Accounting-market-(3222).html
Are you in search of mother of the bride gowns for summer time seashore wedding?
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(111).html
Opt for one thing current but timeless with clean traces.
https://market-research-asia-20251121-2.tor1.digitaloceanspaces.com/research/research-for-asia-study-(513).html
You could opt for a basic shade such as navy, or select a
summery color just like the Eliza j ruched waist jumpsuit .
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(380).html
Browse our top selections and buy your favourite right
on the spot.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(280).html
For a seaside wedding I would wear one thing a bit extra flowy just
like the flowery and ruffly attire above.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-811/research/je-marketing-(238).html
You’ve helped her discover her dream dress, now allow us to help
you discover yours…
https://je-tal-marketing-927.lon1.digitaloceanspaces.com/research/je-marketing-(41).html
You’ve doubtless been by the bride’s aspect helping, planning, and
lending invaluable advice along the method in which.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3136).html
Beach weddings are more laid-back and casual than different kinds of nuptials—and a proper gown would really feel out of place.
https://je-tal-marketing-958.lon1.digitaloceanspaces.com/research/je-marketing-(87).html
Speak to your daughter in regards to the feel of the wedding day;
is it a black tie affair?
https://je-tall-marketing-857.lon1.digitaloceanspaces.com/research/je-marketing-(301).html
To make hers, mom JoJo Cohen turned to her close pal, the late designer L’Wren Scott.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(903).html
This bride’s mom donned a gorgeous sari for her daughter’s wedding ceremony.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-10/research/je-marketing-(348).html
This mild gray is perfect for the mom of the bride costume.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(2799).html
But it’s necessary to examine in with the bride before you make
any selections.
https://je-tal-marketing-892.lon1.digitaloceanspaces.com/research/je-marketing-(187).html
Following these simple tips are positive to make the method go smoothly
and efficiently.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(958).html
The large florals with the black background are notably
on pattern and the ruching adds a flattering component.
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1719).html
There often aren’t any set rules in terms of MOB outfits for the marriage.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-818/research/je-marketing-(251).html
As the groom’s mom, you’ll wish to let the mother of the bride take the lead through the dress purchasing process.
https://je-tal-marketing-974.lon1.digitaloceanspaces.com/research/je-marketing-(440).html
Before you begin your search (around the six- to eight-month mark),
brush up on mother-of-the-bride apparel etiquette.
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1187).html
Here are 10 of the most effective mother of the bride clothes for
this 12 months.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(212).html
As the groom’s mother, you’ll wish to let
the mom of the bride take the lead through the gown buying process.
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(334).html
Look for attire in champagne, navy and even black (yes, it’s completely trendy to put on black to a wedding!) for a refined shade palette.
https://je-tal-marketing-903.lon1.digitaloceanspaces.com/research/je-marketing-(208).html
There isn’t any set do’s and don’ts when it comes to shade, only to keep away from white.
https://je-tal-marketing-973.lon1.digitaloceanspaces.com/research/je-marketing-(136).html
Many ladies are involved about exposing their higher arms.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1829).html
Maybe she envisions everybody carrying impartial tones, or perhaps she prefers bold and
shiny.
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1250).html
Knowing a little bit about what you’d wish to wear can help you
slender down your choices.
https://je-tal-marketing-968.lon1.digitaloceanspaces.com/research/je-marketing-(400).html
You can complement it in a quantity of methods, from a easy no-makeup look to bold purple
lipstick paired with smokey eyes and much more.
https://je-tal-marketing-915.lon1.digitaloceanspaces.com/research/je-marketing-(284).html
You can even coordinate with the MOB to ensure your decisions complement one
another.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(9).html
Even higher, it’s going to look nice paired with heeled or flat
sandals—whichever helps you feel your finest on the dance ground.
https://e-tall-marketing-832.tor1.digitaloceanspaces.com/research/je-marketing-(339).html
This desert colored costume is ideal if what the bride desires is so that you can wear a
colour nearer to white.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1709).html
The most secure bet is for the mother of the bride to put on a similar color to the
bridesmaids to remain on-theme.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3681).html
As the mother of the bride, eyes shall be on you almost as a lot as they are
going to be on the pleased couple.
https://je-tall-marketing-855.tor1.digitaloceanspaces.com/research/je-marketing-(95).html
Sometimes, essentially the most classic and stylish mother of the bride outfits aren’t attire at
all!
https://je-tal-marketing-945.lon1.digitaloceanspaces.com/research/je-marketing-(440).html
Colors such as fuchsia, green and silver are just some ideas!
https://je-tal-marketing-978.lon1.digitaloceanspaces.com/research/je-marketing-(59).html
This mother of the bride escorted her daughter down the aisle in a light-weight blue gorgeous halter gown.
https://je-tal-marketing-933.lon1.digitaloceanspaces.com/research/je-marketing-(265).html
Embellished with lovely ornate beading, this robe will catch the sunshine from each angle.
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(319).html
Sparkling night gown options an allover beaded design with a modest v-neckline and brief
sleeves.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-805/research/je-marketing-(117).html
Inspired by Old Hollywood glamour, it’ll match right in at a black tie wedding ceremony.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(438).html
With that in mind, you’re totally entitled to want an outfit that lives up to the big day.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1994).html
Regardless of her preference, likelihood is she has one, so ensure you know what it’s.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4004).html
As a mom of a daughter who is already married, the shopping for each her
dress and mine was one of many highlights of the wedding planning.
https://je-tal-marketing-892.lon1.digitaloceanspaces.com/research/je-marketing-(404).html
On the opposite hand, If you’re curvy or apple-shaped, versatile dress types like a-line and empire waist will work wonders for you.
https://je-tal-marketing-942.lon1.digitaloceanspaces.com/research/je-marketing-(168).html
If you want your legs, you may want to go along with an above-the-knee or just-below-the-knee costume.
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(385).html
Our top-rated sizes vary from 00 – 32 to additionally embody petite merchandise.
https://fr-korea-3.atl1.digitaloceanspaces.com/research/beauty-(1434).html
Moms who wish to give a little drama, think about vivid hues and assertion features.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1897).html
Thus, again, it pays to think about how much skin you
wish to show and what’s most flattering to your body.
https://je-tal-marketing-953.lon1.digitaloceanspaces.com/research/je-marketing-(91).html
This MOB dress falls slightly below the knee, so take the opportunity to level out off a killer pair of heels.
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3923).html
If stylish and sophisticated is what you’re going for, think about this sequined ensemble from Alex Evenings.
https://je-tal-marketing-908.lon1.digitaloceanspaces.com/research/je-marketing-(262).html
However, many modern women use this recommendation as more
of a suggestion than a strict rule.
https://fr-tour-6.ams3.digitaloceanspaces.com/feed.xml
The best mother of the bride dresses fill you with confidence on the day and are comfy enough to
put on all day and into the evening.
https://fr-tour-1.nyc3.digitaloceanspaces.com/research/star-(458).html
To achieve the right stability of consolation and formality,
we’ve included tea length mom of the bride attire, too.
https://fr-tour-2.sfo3.digitaloceanspaces.com/research/star-(525).html
Today’s mom of the bride collections encompass figure-flattering frocks that are designed to intensify your mum’s greatest bits.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(378).html
Shopping for a mother of the bride outfit is thrilling however it may additionally be
overwhelming at the same time.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-6/research/je-marketing-(241).html
Plus, the silhouette of this robe will look that rather more show-stopping because
the cape wafts down the aisle to disclose her
silhouette as she strikes.
https://je-tal-marketing-901.lon1.digitaloceanspaces.com/research/je-marketing-(258).html
Discover our hand-picked collection of mom of the bride attire and you’re guaranteed to be best-dressed – other than the
bride, of course!
https://je-sf-tall-marketing-737.b-cdn.net/research/je-marketing-(260).html
The reviews are optimistic although seem to report you must
order a measurement up.
https://je-tal-marketing-937.lon1.digitaloceanspaces.com/research/je-marketing-(283).html
A mid-length cocktail gown is a great way to realize an elegant look.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(314).html
Look for costume options that least complement the wedding theme colors with out mixing in too much.
https://fr-accounting-16.ams3.digitaloceanspaces.com/research/business-world-(2809).html
In quick, sure, however only if it goes with the feel
of the day.
https://je-tal-marketing-953.lon1.digitaloceanspaces.com/research/je-marketing-(84).html
For her mom, it concerned a beaded silver dress
match for a queen.
https://je-tal-marketing-958.lon1.digitaloceanspaces.com/research/je-marketing-(264).html
The flowy silhouette and flutter sleeves hit
the right playful notice for spring and summer time celebrations.
https://je-tal-marketing-949.lon1.digitaloceanspaces.com/research/je-marketing-(231).html
She loves an excuse to attempt on a veil, has a minor obsession with flower crowns, and
enjoys nothing greater than curating a killer get together playlist.
https://fr-korea-10.sfo3.digitaloceanspaces.com/research/beauty-(4919).html
This should offer you loads of time to research, strive on, order,
and alter any dress you discover yourself purchasing.
https://je-tall-marketing-827.syd1.digitaloceanspaces.com/research/je-marketing-(296).html
Embellished with beautiful ornate beading, this gown will catch the light from each angle.
https://je-tal-marketing-980.lon1.digitaloceanspaces.com/research/je-marketing-(41).html
Grab amazing on-line deals on mother of the bride dresses now and get free delivery within the United States.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4823).html
There are ideas here on the method to put on pants for the mom of the bride.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-794/research/je-marketing-(158).html
The navy gown gives the look of separates however is actually a one-piece.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2433).html
She loves an excuse to strive on a veil, has a minor
obsession with flower crowns, and enjoys nothing more than curating a killer celebration playlist.
https://je-tal-marketing-918.lon1.digitaloceanspaces.com/research/je-marketing-(252).html
You should bear in mind the formality, theme,
and decor color of the marriage while in search of the gown.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(346).html
Another can’t-miss palettes for mom of the bride or mom of the groom
dresses?
https://fr-well-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2967).html
Avoid flashy shades like brilliant red, pink or yellow because the costume may stand out
too much.
https://je-tal-marketing-908.lon1.digitaloceanspaces.com/research/je-marketing-(305).html
This candy and chic midi with a built-in cape would look just as
stylish paired with an evening shoe as it will with a floor-length maxi.
https://je-tal-marketing-899.lon1.digitaloceanspaces.com/research/je-marketing-(456).html
It has over a hundred and forty optimistic critiques, many from ladies who wore
this to a marriage and beloved it!
https://je-tal-marketing-957.lon1.digitaloceanspaces.com/research/je-marketing-(494).html
Clean lines and a shaped waist make this a timeless and
stylish mom of the bride gown with a flattering silhouette.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3479).html
Maybe she envisions everybody sporting impartial tones, or maybe she prefers bold and brilliant.
https://je-tal-marketing-890.lon1.digitaloceanspaces.com/research/je-marketing-(319).html
Jovani is a classy but straightforward brand that caters to the modern woman.
https://je-tal-marketing-903.lon1.digitaloceanspaces.com/research/je-marketing-(269).html
The best mom of the bride dresses fill you with confidence on the day and are comfy sufficient to put on all day and into the night.
https://je-tal-marketing-892.lon1.digitaloceanspaces.com/research/je-marketing-(432).html
This material is nice as a end result of it lays flattering and appears great in photographs.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-822/research/je-marketing-(218).html
Her mother, Rita, opted for this champagne-hued
gown that was equally as ethereal.
https://je-tal-marketing-971.lon1.digitaloceanspaces.com/research/je-marketing-(80).html
You should remember the formality, theme, and decor color of the marriage while on the
lookout for the dress.
https://je-tal-marketing-946.lon1.digitaloceanspaces.com/research/je-marketing-(463).html
Discover our hand-picked assortment of mother of the
bride clothes and you’re assured to be best-dressed – aside from the bride,
of course!
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4510).html
When purchasing for mom of the bride clothes, firstly, consider the general dress code on the invite.
https://je-tal-marketing-918.lon1.digitaloceanspaces.com/research/je-marketing-(158).html
Gold, black or navy shoes and accessories would look stylish.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2308).html
Look and feel really elegant in this long gown with out
stealing all the eye from the bride.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(9).html
You can match elegant strapless robes with items corresponding to a jacket
or scarf.
https://je-tal-marketing-902.lon1.digitaloceanspaces.com/research/je-marketing-(46).html
The form of your gown can hide everything from a small bust to large hips.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3615).html
If the Bridesmaids are in a cornflower blue, for instance, a
navy and cornflower outfit would look great within the pictures.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2175).html
It’s available in a range of colors, from “champagne”
(off-white) to navy.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-10/research/je-marketing-(480).html
If you’re in a pinch, many e-commerce websites like Net-a-Porter or
Nordstrom supply rush transport.
https://fr-well-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2618).html
You also can coordinate with the MOB to make sure your choices complement one another.
https://je-tal-marketing-903.lon1.digitaloceanspaces.com/research/je-marketing-(459).html
An imported diamond within the tough, the Adrianna Papell Floral Beaded Gown is a
true stunner.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-793/research/je-marketing-(345).html
But crucial piece of apparel you may select main up to your child’s
wedding?
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-820/research/je-marketing-(474).html
However, you should wait to hear from the bride’s mother
before you start.
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(360).html
This lace look feels particular and festive, and not utilizing a print, daring color,
or dramatic sleeve in sight.
https://fr-asia-9.blr1.digitaloceanspaces.com/research/asia-business-(4080).html
This mother of the bride escorted her daughter down the aisle in a lightweight
blue stunning halter costume.
https://je-tal-marketing-959.lon1.digitaloceanspaces.com/research/je-marketing-(107).html
This is extra of a personal choice that is decided between you and your daughter.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4966).html
This beautiful floral frock would make the proper complement to any nature-inspired marriage ceremony.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-3/research/je-marketing-(333).html
Montage by Mon Cheri designer Ivonne Dome designs this special occasion line
with the subtle, fashion-forward mom in mind.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-785/research/je-marketing-(320).html
You may mix the monochrome twinset with white or black pants.
https://fr-asia-5.lon1.digitaloceanspaces.com/research/asia-business-(2494).html
When shopping online allow time for supply and any alterations to be made.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3494).html
Modest meets insanely trendy in this silky Amsale robe that includes a column silhouette and off-the-shoulder neckline.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(411).html
Plan nicely prematurely, so you’ll not get too confused and can help both your son or
daughter with the wedding preparations.
https://je-tal-marketing-930.lon1.digitaloceanspaces.com/research/je-marketing-(229).html
Preferably not be all black as that may recommend mourning.
https://je-tal-marketing-955.lon1.digitaloceanspaces.com/research/je-marketing-(238).html
For blogger Jenny Bernheim’s fancy rehearsal dinner, her mother wore a Carmen Marc Valvo gown, complete with
a beaded illusion cut-out.
https://je-tal-marketing-954.lon1.digitaloceanspaces.com/research/je-marketing-(491).html
They have the stylish and easy mother of bride attire out there by way of authenticated retailers
or an official on-line store.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2845).html
Discover the best wedding guest outfits for men and women for
all seasons.
https://je-tal-marketing-967.lon1.digitaloceanspaces.com/research/je-marketing-(251).html
If you want the entire outfit then positively try Dillards.
https://je-tal-marketing-907.lon1.digitaloceanspaces.com/research/je-marketing-(323).html
Oleg Cassini, exclusively at David’s Bridal Polyester,
spandex Back zipper; fully lined Hand wash Imported.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(363).html
Then you can view your saved listings each time you login.
https://je-tal-marketing-908.lon1.digitaloceanspaces.com/research/je-marketing-(55).html
Wear yours with grass-friendly shoes like block heels or woven wedges.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4041).html
You ought to go for some brilliant colours, or if your daughter has a shade picked
out for you then go along with that.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2090).html
This dress, as its name suggests, is extremely elegant.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2989).html
Kay Unger’s maxi romper combines the look of a maxi gown with pants.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-809/research/je-marketing-(361).html
The giant florals with the black background are
significantly on development and the ruching provides a
flattering element.
https://je-tal-marketing-971.lon1.digitaloceanspaces.com/research/je-marketing-(93).html
This midi-length V-neck dress is a surefire hit at an informal or semi-formal wedding ceremony.
https://je-tal-marketing-951.lon1.digitaloceanspaces.com/research/je-marketing-(57).html
The website’s sophisticated gowns make for wonderful night wear that’ll serve you lengthy after the wedding day.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-2/research/je-marketing-(293).html
Sweet and complicated, this gown wows with its bold tone and basic silhouette.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(496).html
For blogger Jenny Bernheim’s fancy rehearsal dinner,
her mother wore a Carmen Marc Valvo costume, full with a beaded phantasm cut-out.
https://fr-world-7.fra1.digitaloceanspaces.com/research/cake-(3381).html
Choose a gown with structure that holds its form
all on its own.
https://fr-world-2.sfo3.digitaloceanspaces.com/research/cake-(681).html
With cap sleeves and an illusion neckline,
this fitted blue magnificence was perfect for this D.C.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1129).html
Experiment with strapless kinds, unexpected lengths, or fashionable jumpsuits.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2464).html
So, go ahead, and let the pure shine of your gown communicate volume for you.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-814/research/je-marketing-(443).html
Inspired by daring flowers, a blooming print pops off every
inch of this strapless ball robe, from the phantasm plunge corset bodice to the full,
sweeping skirt.
https://je-tal-marketing-936.lon1.digitaloceanspaces.com/research/je-marketing-(177).html
Not positive which shade will work to finest coordinate the moms of the bride and groom with the the rest of the bridal
party?
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1124).html
While you don’t need to seem like a bridesmaid , it’s savvy to tie in your look with the feel and colour palette of the marriage.
https://je-tall-marketing-835.lon1.digitaloceanspaces.com/research/je-marketing-(173).html
This exquisite floral frock would make the right complement to any nature-inspired wedding ceremony.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1683).html
Make positive you’ve the right gown, shoes, and extra to
look excellent on the massive day.
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1679).html
That stated, having such a broad variety of options may feel slightly
overwhelming.
https://je-tal-marketing-936.lon1.digitaloceanspaces.com/research/je-marketing-(387).html
For her, that included a couture Karen Sabag ball robe fit for a princess.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1325).html
From Mother of the Bride attire to separates to tailoring, you’ll find it all right
here in our Mother of the Bride (or Groom!) collection.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3398).html
Then you can view your saved listings each time
you login.
https://je-tal-marketing-942.lon1.digitaloceanspaces.com/research/je-marketing-(230).html
Find the proper tie types for 2021 and past for your wedding.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4366).html
We love spring colors like blush, gold, pale green, and blue along with floral prints for mom of the bride clothes for spring
weddings.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(514).html
Our moms are gorgeous and superb and they want to rock what they have.
https://je-sf-tall-marketing-737.b-cdn.net/research/je-marketing-(70).html
There often aren’t any set rules when it comes to MOB outfits for the marriage.
https://je-tal-marketing-900.lon1.digitaloceanspaces.com/research/je-marketing-(246).html
After all, you don’t want to mix in with the bridesmaids and event decor.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1886).html
If stylish and sophisticated is what you’re going for, think about this sequined ensemble from Alex Evenings.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1578).html
We carry manufacturers that excel in mother of the bride jacket attire, capes and pantsuits, like
Alex Evenings, R&M Richards and Ignite.
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(219).html
We asked some marriage ceremony trend experts to determine what a MOB should put on on the
big day.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1097).html
They are a great place to check out in case you are looking for good quality clothes.
https://je-tal-marketing-927.lon1.digitaloceanspaces.com/research/je-marketing-(417).html
Thus, once more, it pays to consider how much skin you need to present
and what’s most flattering to your body.
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1054).html
Neither a daytime event nor a formal summer evening soiree requires
a full-length gown.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1999).html
Beading in tones of blue, gray, and silver add dimension and
sophisticated sparkle to this flattering mesh column robe.
https://je-tal-marketing-980.lon1.digitaloceanspaces.com/research/je-marketing-(437).html
Sheer stretch tulle and cap sleeves on the neckline add an eye-catching element, giving the phantasm of a strapless look.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3834).html
It’s obtainable in three colors and in sizes 0-18 and might be
good for summer, vacation spot, and bohemian weddings.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1885).html
This midi-length V-neck dress is a surefire hit at an off-the-cuff or semi-formal wedding.
https://fr-size-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-small-(2686).html
Moms who wish to give slightly drama, consider vivid hues and statement options.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-779/research/je-marketing-(243).html
It is customary to avoid sporting white on your children’s wedding ceremony day.
https://je-tal-marketing-954.lon1.digitaloceanspaces.com/research/je-marketing-(168).html
A gown with jewels on the neckline alleviates the need for a necklace or loads of other extras.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4409).html
With over five years of expertise in bridal, she is an expert on all issues
style.
https://je-tal-marketing-925.lon1.digitaloceanspaces.com/research/je-marketing-(428).html
Straight-leg pants create a streamlined silhouette that subtly enhances the
velvet burnout-print top and jacket.
https://je-tal-marketing-930.lon1.digitaloceanspaces.com/research/je-marketing-(278).html
Preferably not be all black as which will counsel mourning.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(257).html
This fashion is available in a wise choice of colours from neutrals and pastels
to brights.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(4337).html
The finest mother of the bride dresses fill you with confidence on the day
and are snug sufficient to put on all day and into the night time.
https://je-sf-tall-marketing-738.b-cdn.net/research/je-marketing-(48).html
This beautiful floral frock would make the perfect complement to any
nature-inspired wedding.
https://je-tal-marketing-931.lon1.digitaloceanspaces.com/research/je-marketing-(384).html
Sometimes, probably the most basic and elegant mother of the
bride outfits aren’t clothes at all!
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2895).html
The monochrome design creates a streamlined look, while crystals, beads and sequins
add simply the right amount of razzle-dazzle.
https://fr-accounting-15.lon1.digitaloceanspaces.com/research/business-world-(2479).html
When looking for mother of the bride clothes, firstly, consider the general dress
code on the invite.
https://je-tal-marketing-940.lon1.digitaloceanspaces.com/research/je-marketing-(438).html
Make a stunning impression in this floral printed ball robe that includes wrap-around
ties that highlight your waist and handy hidden pockets.
https://je-tal-marketing-957.lon1.digitaloceanspaces.com/research/je-marketing-(212).html
Take this easy but stylish knee-length wedding ceremony visitor
costume for the mother-of-the-bride.
https://fr-accounting-13.atl1.digitaloceanspaces.com/research/business-world-(1396).html
Check out our options for petite mother of the
bride dresses!
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4297).html
Look for clothes in champagne, navy and even black (yes,
it is totally modern to put on black to a wedding!) for a refined colour palette.
https://je-tall-marketing-837.lon1.digitaloceanspaces.com/research/je-marketing-(427).html
The mother of the bride dresses are available all various
sorts of sleeves.
https://je-tal-marketing-896.lon1.digitaloceanspaces.com/research/je-marketing-(444).html
With palm leaf décor and many vines, green was
a main theme all through this charming and colourful South Carolina celebration.
https://fr-size-05.lon1.digitaloceanspaces.com/research/%EF%B8%8F-small-(2151).html
Red Dress has some very beautiful and elegant attire, and they’re affordable.
https://je-tal-marketing-931.lon1.digitaloceanspaces.com/research/je-marketing-(84).html
Discover the best marriage ceremony visitor outfits for men and women for all seasons.
https://je-tall-marketing-850.lon1.digitaloceanspaces.com/research/je-marketing-(337).html
With over 5 years of expertise in bridal, she
is an expert on all issues trend.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(273).html
Next, think about what silhouettes work finest for
your physique kind and what options you’d like to spotlight.
https://je-tal-marketing-892.lon1.digitaloceanspaces.com/research/je-marketing-(168).html
This type is obtainable in a good selection of colours from neutrals and pastels to brights.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2319).html
Black is pretty much accepted these days, regardless of the occasion.
https://marketing-research.lon1.digitaloceanspaces.com/about/
Wear yours with heels in a impartial tone and delicate shoulder-grazing earrings.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3403).html
Knowing somewhat bit about what you’d wish to put
on might help you slim down your choices.
https://je-tal-marketing-972.lon1.digitaloceanspaces.com/research/je-marketing-(36).html
It’s normally common apply to keep away from wearing white, ivory
or cream.
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3287).html
So before I even go into element mother of the bride outfit concepts, I
need to emphasize one necessary thing.
https://je-tal-marketing-938.lon1.digitaloceanspaces.com/research/je-marketing-(204).html
A basic night gown with the proper neckline, colours,
and sleeve length will add to your final outfit.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4747).html
We beloved how this mother’s green satin gown subtly matched the form of her daughter’s lace
wedding dress.
https://je-tal-marketing-913.lon1.digitaloceanspaces.com/research/je-marketing-(252).html
If you desire a long mom of the bride costume,
do this long sequin lace mock dress.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-810/research/je-marketing-(270).html
We’ve obtained all the recommendation and inspiration you have to find the
right mom-of-the-bride outfit.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(153).html
Speak with the bride to get her ideas on this and see what’s out there in retailers and online.
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1072).html
Also, a lace blouse and fishtail skirt is a
trendy possibility that has “elegance”
weaved into its seams.
https://market-research-asia-20251121-2.tor1.digitaloceanspaces.com/research/research-for-asia-study-(760).html
You should buy lengthy sleeves, a long lace mother of the bride costume, or a lovely ballgown with a boat neckline.
https://fr-box-8.sgp1.digitaloceanspaces.com/research/paris-(3844).html
Black is just about accepted nowadays, irrespective of the occasion.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-3/research/je-marketing-(299).html
You’ve helped her discover her dream gown, now let us allow you to find yours…
https://fr-world-7.fra1.digitaloceanspaces.com/research/cake-(3191).html
And finally, don’t fear about seeking
to only ‘age-appropriate’ boutiques.
https://fr-world-9.blr1.digitaloceanspaces.com/research/cake-(4156).html
Add a metallic heeled sandal or pump and also you’re good to
go.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(60).html
This mild gray is ideal for the mom of the bride gown.
https://je-tal-marketing-971.lon1.digitaloceanspaces.com/research/je-marketing-(364).html
We even have tea-length dresses and lengthy clothes to go nicely
with any season, venue or preference.
https://fr-world-7.fra1.digitaloceanspaces.com/research/cake-(3087).html
Florals set on black or darkish backgrounds really feel no less romantic however actually convey the delightfully
surprising.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(6).html
This mom wore a traditional hanbokwith floral and geometric
embroidery to her daughter’s California ranch wedding.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(224).html
After all, you don’t wish to mix in with the bridesmaids and occasion decor.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3045).html
This will full your outfit and produce it
collectively as a whole.
https://je-tal-marketing-897.lon1.digitaloceanspaces.com/research/je-marketing-(159).html
You’ve probably been by the bride’s facet helping, planning,
and lending invaluable recommendation along the method in which.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(2881).html
This embellishment on this attractive dress provides a touch
of magic good for any winter wedding.
https://fr-size-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-small-(2887).html
A matching white choker topped off this mother-of-the-bride’s look, which was also complemented by a classy low bun.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3658).html
In common, you’ll do your best to keep away from matching with the bridesmaids or the moms of the couple
getting married.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(308).html
Don’t be afraid to make a statement in head-to-toe sparkle.
https://je-tal-marketing-933.lon1.digitaloceanspaces.com/research/je-marketing-(399).html
You can simply minimize a dash by marrying your elegant mother of the bride
gown in lace fabric with pearl jewelry and statement heels.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(52).html
However, the one rule for carrying sequin attire
is to keep equipment and makeup subtle.
https://fr-asia-1.nyc3.digitaloceanspaces.com/research/asia-business-(336).html
Thus, again, it pays to think about how a lot pores and skin you want to show and what’s most flattering to your physique.
https://fr-well-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3878).html
Cream is an alternative choice or skirt and prime in a black and white combination.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1985).html
For her mom, it involved a beaded silver dress match for a queen.
https://je-tall-marketing-833.lon1.digitaloceanspaces.com/research/je-marketing-(360).html
If you are a Nordstrom regular, you’ll be happy to know the beloved retailer
has an intensive collection of mother-of-the-bride dresses.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3052).html
Then, let the formality, season and venue of the wedding be your information.
https://je-tal-marketing-965.lon1.digitaloceanspaces.com/research/je-marketing-(146).html
The bridesmaids at this at-home Kentucky marriage ceremony sparkled in gold-sequined mini attire.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-816/research/je-marketing-(176).html
An imported diamond within the rough, the Adrianna Papell
Floral Beaded Gown is a true stunner.
https://fr-asia-1.nyc3.digitaloceanspaces.com/research/asia-business-(290).html
Are you on the lookout for mother of the bride robes for summer seaside
wedding?
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4452).html
Available in 14 colors, you may be certain to find a gown that matches your daughter or son’s
wedding theme.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(780).html
Our moms are gorgeous and wonderful and they need to rock what they’ve.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(227).html
This bride’s mother escorted her down the aisle in a floor-length golden gown with
a floral overlay.
https://je-tal-marketing-885.lon1.digitaloceanspaces.com/research/je-marketing-(262).html
Try to enhance your coloring whereas coordinating with
the remainder of the bridal party to some extent.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(292).html
Everyone knows you are the bride, so don’t fret about your
mom carrying white or a full skirt alongside you.
https://je-tal-marketing-921.lon1.digitaloceanspaces.com/research/je-marketing-(427).html
Make a stunning impression in this floral printed ball gown featuring wrap-around
ties that spotlight your waist and helpful hidden pockets.
https://je-tal-marketing-972.lon1.digitaloceanspaces.com/research/je-marketing-(387).html
Moms who wish to give somewhat drama, consider vivid hues and statement options.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-799/research/je-marketing-(277).html
Express your love with handmade Valentine’s crafts like paper playing cards, reward ideas, and decorations.
https://je-tal-marketing-947.lon1.digitaloceanspaces.com/research/je-marketing-(280).html
Look for cinched-in jackets that won’t only cover her wobbly
bits, but also help her change her look from day to night.
https://je-tal-marketing-898.lon1.digitaloceanspaces.com/research/je-marketing-(390).html
You can discover a great choice here and they’re great quality that won’t
break the financial institution.
https://fr-asia-7.fra1.digitaloceanspaces.com/research/asia-business-(3206).html
A stunning formal dress with cap sleeves and floral embroidery that
trails from the excessive neckline to the floor-grazing hem.
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4482).html
There are ideas right here on the means to wear pants for the mother
of the bride.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(4141).html
They have been serious about it since childhood, planning every…
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-10/research/je-marketing-(342).html
Always think about the kinds of sleeves and straps you will have
in your gown.
https://fr-accounting-2.sfo3.digitaloceanspaces.com/research/Accounting-market-(620).html
You actually need to take into consideration what’s best for
the season, and the weather you’ll be sitting in.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(230).html
The high-end retailer sells loads of coveted luxurious brands like Monique Lhuillier, THEIA, Jenny Packham, Badgley Mischka and extra.
https://je-tal-marketing-968.lon1.digitaloceanspaces.com/research/je-marketing-(499).html
The high-end retailer sells plenty of coveted luxurious manufacturers like Monique Lhuillier, THEIA, Jenny Packham, Badgley Mischka and more.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3764).html
It has a beautiful minimize that enhances all the best
places.
https://je-sf-tall-marketing-737.b-cdn.net/research/je-marketing-(144).html
With choices in any neckline or silhouette, appear to be A line,
strapless, Taffeta, organza, and lace.
https://je-tal-marketing-981.lon1.digitaloceanspaces.com/research/je-marketing-(308).html
Sophie Moore is a former Brides editor and current contributing author.
https://je-tall-marketing-836.lon1.digitaloceanspaces.com/research/je-marketing-(294).html
This gown, as its name suggests, is extremely elegant.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-807/research/je-marketing-(446).html
The knotted entrance element creates a faux wrap silhouette accentuating the waist.
https://je-tal-marketing-939.lon1.digitaloceanspaces.com/research/je-marketing-(491).html
For instance, you might go along with a lighter tone or darker shade of the colour the bridesmaids are sporting.
https://je-tal-marketing-980.lon1.digitaloceanspaces.com/research/je-marketing-(114).html
Usually a nice knee size costume is perfect to beat the recent climate.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(579).html
Find the right reasonably priced wedding ceremony guest
dresses for any season.
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(27).html
It could additionally be your liked one has to wait to get
married, or the occasion will be smaller.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(431).html
It is a day that each mom wants to both look her best possible and let her youngster
shine the brightest.
https://je-tal-marketing-921.lon1.digitaloceanspaces.com/research/je-marketing-(168).html
Talk to your daughter or future daughter- in-law to get a feel for the visual she’s making an attempt to create.
https://je-tal-marketing-975.lon1.digitaloceanspaces.com/research/je-marketing-(4).html
It’s out there in three colors and in sizes 0-18 and might be excellent for summer season, vacation spot, and bohemian weddings.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-6/research/je-marketing-(92).html
This mother of the bride outfit channels pure femininity.
https://je-tal-marketing-979.lon1.digitaloceanspaces.com/research/je-marketing-(51).html
For the mother whose fashion is sleek and minimal, go for a gown with an architectural silhouette in her favorite
shade.
https://je-tal-marketing-953.lon1.digitaloceanspaces.com/research/je-marketing-(496).html
Think concerning the colours you’re feeling greatest in and
the sorts of outfits that make you shine.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(163).html
We requested some marriage ceremony style experts to determine what a MOB
should wear on the big day.
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(160).html
But crucial piece of attire you will select leading up to your kid’s wedding?
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-8/research/je-marketing-(220).html
If you are a Nordstrom regular, you may be happy to know
the beloved retailer has an intensive assortment of
mother-of-the-bride dresses.
https://je-tal-marketing-973.lon1.digitaloceanspaces.com/research/je-marketing-(307).html
In addition, many kinds are available with matching jackets or shawls for ultimate versatility.
https://fr-korea-5.lon1.digitaloceanspaces.com/research/beauty-(2476).html
They have the stylish and easy mom of bride attire
available by way of authenticated retailers or an official on-line retailer.
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(338).html
Browse by scoop necklines or try the strapless choices.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(174).html
“She purchased it on a whim and ended up profitable,” the bride said.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1898).html
Choose a robe with structure that holds its
shape all by itself.
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(104).html
Trust us, with a fun handkerchief hem and pretty flutter sleeves, you may
be getting compliments all night.
https://fr-accounting-13.atl1.digitaloceanspaces.com/research/business-world-(1152).html
Think concerning the colours you feel greatest in and
the kinds of outfits that make you shine.
https://je-tal-marketing-896.lon1.digitaloceanspaces.com/research/je-marketing-(67).html
Make positive to let the mom of the groom know what you’ll be wearing.
https://fr-accounting-10.syd1.digitaloceanspaces.com/research/Accounting-market-(4579).html
This combination is very great for summer weddings.
https://je-tall-marketing-825.fra1.digitaloceanspaces.com/research/je-marketing-(102).html
Find the best tie kinds for 2021 and past in your marriage ceremony.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-814/research/je-marketing-(88).html
The column silhouette skims the figure whereas still offering loads
of room to move.
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3541).html
One reviewer stated they wore a white jacket excessive however
you could also select a wrap or bolero.
https://je-tal-marketing-954.lon1.digitaloceanspaces.com/research/je-marketing-(216).html
The finest mother of the bride clothes fill you with confidence on the day and are
comfy sufficient to put on all day and into the
night time.
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(182).html
Now, I simply need to recollect all this when my son gets married.
https://fr-asia-5.lon1.digitaloceanspaces.com/research/asia-business-(2110).html
If you want your legs, you may need to go with an above-the-knee or
just-below-the-knee dress.
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(330).html
I can assure you that I won’t ever make that mistake
again.
https://marketing-research9.atl1.digitaloceanspaces.com/research/research-for-asia-study-(4012).html
Are you in search of mom of the bride gowns for summer time seaside wedding?
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-796/research/je-marketing-(95).html
Even as a visitor to a wedding I even have made a couple of mistakes in the past.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4242).html
Keep in thoughts that many web sites permit you to filter clothes by color, silhouette, length,
and neckline.
https://je-tal-marketing-983.lon1.digitaloceanspaces.com/research/je-marketing-(78).html
MOB etiquettes say if black flatters you, all–black can be your go-to mom of the bride or mom of the groom on the lookout for
the big day.
https://je-tal-marketing-968.lon1.digitaloceanspaces.com/research/je-marketing-(228).html
So lengthy as you have received the soonlyweds’ approval, there’s absolutely nothing wrong with an allover sequin robe.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3378).html
Guests love to observe the enjoyment and satisfaction seem on your face as you watch your
daughter marry their best friend.
https://fr-tour-3.atl1.digitaloceanspaces.com/research/star-(1252).html
With over 3000 stores in the us and worldwide, shopping has become
so easy.
https://je-tal-marketing-980.lon1.digitaloceanspaces.com/research/je-marketing-(481).html
If full skirts and punchy prints aren’t your mom’s go-to, strive a statement sleeve.
https://je-sf-tall-marketing-731.b-cdn.net/research/je-marketing-(493).html
Is your mum apprehensive about showing her upper arms on the massive
day?
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1503).html
“I said right then I would wear it at some point,” she recalled.
https://je-tal-marketing-925.lon1.digitaloceanspaces.com/research/je-marketing-(392).html
For the redwood location, it would be great to wear one thing
in natural colors like the two moss green outfits
pictured.
https://je-sf-tall-marketing-727.b-cdn.net/research/je-marketing-(101).html
You will want to wear lighter colors, or no matter your
daughter suggests.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2036).html
Much just like the mom of the groom, step-mothers of each the bride or groom ought to comply
with the lead of the mom of the bride.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-827/research/je-marketing-(233).html
With that in mind, you’re fully entitled to want an outfit that lives as a
lot as the special occasion.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(996).html
The mom of the bride clothes come in all different sorts of sleeves.
https://je-tal-marketing-890.lon1.digitaloceanspaces.com/research/je-marketing-(398).html
Sheer stretch tulle and cap sleeves on the neckline add an eye-catching element, giving
the illusion of a strapless look.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(238).html
The process of selecting attire for the mother of the groom and mother
of the bride is very related.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3433).html
Available in 14 colors, you would possibly be certain to discover a robe that matches your daughter or son’s marriage
ceremony theme.
https://je-tal-marketing-927.lon1.digitaloceanspaces.com/research/je-marketing-(92).html
When buying online enable time for delivery and any alterations to be made.
https://je-tal-marketing-942.lon1.digitaloceanspaces.com/research/je-marketing-(59).html
Black is also one other risky color, but can work perfectly properly
at extra formal weddings.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(353).html
On the other hand, If you might be curvy or apple-shaped,
versatile costume styles like a-line and empire waist will work wonders for you.
https://fr-world-7.fra1.digitaloceanspaces.com/research/cake-(3037).html
This mom additionally wore Nigerian apparel, and paired her lace wrap gown with a chartreuse gele.
Porno is beschikbaar op verschillende adult websites voor vermaak.
Kies altijd voor betrouwbare adult sites.
Also visit my blog BUY CIALIS ONLINE
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(423).html
Ask your son for his input, and/or reach out to
your future daughter-in-law that will assist you pick a costume.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-8/research/je-marketing-(202).html
The beaded flowers down one aspect add a tactile touch of luxurious to the column gown .
https://fr-world-8.sgp1.digitaloceanspaces.com/research/cake-(3657).html
“I said proper then I would put on it in the future,” she recalled.
https://je-tal-marketing-952.lon1.digitaloceanspaces.com/research/je-marketing-(309).html
Then, let the formality, season and venue of the marriage be your guide.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-3/research/je-marketing-(370).html
Speak to your daughter about the really feel of the
marriage day; is it a black tie affair?
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-811/research/je-marketing-(174).html
Now, I simply want to recollect all this when my son gets married.
https://je-tal-marketing-885.lon1.digitaloceanspaces.com/research/je-marketing-(300).html
Our Mother of the Bride Dresses features a huge collection of formal
gowns and attire that match into any finances.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1614).html
We’ve rounded up a number of the fairly Mother-of-the-Bride dresses to wear for spring weddings.
https://je-tal-marketing-955.lon1.digitaloceanspaces.com/research/je-marketing-(311).html
This will help her discover the complementary ensemble and stop her from being over or underdressed.
https://je-tal-marketing-915.lon1.digitaloceanspaces.com/research/je-marketing-(349).html
This bride’s mom escorted her down the aisle in a
floor-length golden gown with a floral overlay.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4470).html
The straps and sleeves you choose for your costume will affect the neckline and shape of your gown.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(6).html
This bride’s mom escorted her down the aisle in a floor-length golden robe with
a floral overlay.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4588).html
They also create an elongating, slimming effect as they draw
the attention up and down quite than throughout.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1733).html
Cream is an alternative choice or skirt and high in a black and white combination.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(153).html
In short, yes, but provided that it goes with the texture of the day.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(139).html
Here’s a tea-length mother-of-the-bride costume
you can easily pull out of your wardrobe time
and time once more.
https://je-tall-marketing-826.lon1.digitaloceanspaces.com/research/je-marketing-(115).html
Keep the strains of communication open throughout the wedding planning course of.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-2/research/je-marketing-(434).html
Red Dress has some very lovely and stylish dresses, and they are affordable.
https://je-tal-marketing-903.lon1.digitaloceanspaces.com/research/je-marketing-(449).html
Spring and summer weddings name for soft tones, floral motifs,
and a romantic aptitude.
https://je-tal-marketing-940.lon1.digitaloceanspaces.com/research/je-marketing-(379).html
The safest wager is for the mother of the
bride to put on a similar shade to the bridesmaids to remain on-theme.
https://je-tall-marketing-858.lon1.digitaloceanspaces.com/research/je-marketing-(29).html
Your gown should complement or contrast the colour scheme somewhat than match it.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-788/research/je-marketing-(388).html
This mom’s robe featured a striped off-the-shoulder neckline that was a beautiful complement to the bride’s own marriage ceremony costume.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-826/research/je-marketing-(101).html
I would possibly play a role in my stepdaughter’s wedding
ceremony or I may not.
https://je-tal-marketing-964.lon1.digitaloceanspaces.com/research/je-marketing-(213).html
The flowy silhouette and flutter sleeves hit the right playful observe for
spring and summer celebrations.
https://je-tal-marketing-936.lon1.digitaloceanspaces.com/research/je-marketing-(379).html
You’ll discover understated A-line clothes and fabulous sheath numbers.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3719).html
This will full your outfit and convey it collectively as an entire.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4719).html
You can at all times add a wrap if you don’t wish to showcase your arms.
https://fr-accounting-11.nyc3.digitaloceanspaces.com/research/business-world-(462).html
Another important tip for dressing for your daughter’s big day is to let her bridal type information you.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(184).html
Florals can typically be difficult to wear because they’ll look old-fashioned.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-2/research/je-marketing-(386).html
One reviewer mentioned they wore a white jacket excessive but you
could additionally choose a wrap or bolero.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2903).html
You can discover a great choice here and they’re nice quality
that won’t break the bank.
https://je-tal-marketing-944.lon1.digitaloceanspaces.com/research/je-marketing-(352).html
For moms who swoon for all things sassy, the dramatic gold mom of
the bride gown can be the picture-perfect pick in 2022.
https://fr-accounting-8.sgp1.digitaloceanspaces.com/research/Accounting-market-(3099).html
Another necessary tip for dressing for your daughter’s
massive day is to let her bridal style information you.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-5/research/je-marketing-(489).html
When shopping for mother of the bride dresses,
firstly, think about the general gown code on the invite.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(250).html
Shopping for a mother of the bride outfit is thrilling however it can also be overwhelming on the similar time.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2901).html
They additionally create an elongating, slimming effect as they draw the attention up and down quite than across.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-6/research/je-marketing-(499).html
With that in mind, you are totally entitled to want an outfit that lives
up to the special day.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(740).html
Much like the mother of the groom, step-mothers of both the
bride or groom ought to observe the lead of the mom of the bride.
https://fr-world-2.sfo3.digitaloceanspaces.com/research/cake-(696).html
This hard-to-beat basic type is seamless for mothers of all ages to flaunt an exquisite type
statement on their daughter’s D-day.
https://je-tal-marketing-919.lon1.digitaloceanspaces.com/research/je-marketing-(393).html
This bride’s mother escorted her down the aisle in a
floor-length golden gown with a floral overlay.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(494).html
Beach weddings are usually barely extra informal or bohemian in fashion than conventional weddings.
https://je-tal-marketing-893.lon1.digitaloceanspaces.com/research/je-marketing-(477).html
This is one element of the attire that wouldn’t have to match, as long as the formality is coordinated.
Платформа для работы https://skillstaff.ru с внешними специалистами, ИП и самозанятыми: аутстаффинг, гибкая и проектная занятость под задачи вашей компании. Найдем и подключим экспертов нужного профиля без длительного найма и расширения штата.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(893).html
An imported diamond in the tough, the Adrianna Papell Floral Beaded Gown is a true stunner.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-823/research/je-marketing-(43).html
Similar to the mothers of the bride and groom, the grandmothers might wish to coordinate with the
marriage party.
https://je-tal-marketing-940.lon1.digitaloceanspaces.com/research/je-marketing-(121).html
It’s obtainable in a spread of colours, from “champagne” (off-white) to navy.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2762).html
This mother additionally wore Nigerian attire,
and paired her lace wrap gown with a chartreuse gele.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1806).html
Oleg Cassini, solely at David’s Bridal Polyester, spandex Back zipper; fully lined Hand wash Imported.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(569).html
The beaded metallic tassels on this glimmering robe actually came into play
when this mother took the dance ground.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-796/research/je-marketing-(195).html
This gentle grey is ideal for the mom of the bride costume.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2562).html
At as quickly as easy and refined, this beautifully draped gown is the right hue for a fall wedding ceremony.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-8/research/je-marketing-(288).html
Think about jewellery, shoes and purses – all issues that may assist make your mother of the bride outfit unique.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(461).html
Saks is well one of the best malls for getting a mother-of-the-bride gown.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3262).html
Another floral possibility for you , however this
time in a fit and flare fashion.
https://je-tall-marketing-845.lon1.digitaloceanspaces.com/research/je-marketing-(230).html
You’ve doubtless been by the bride’s facet helping, planning, and
lending invaluable recommendation alongside the best
way.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1736).html
A pink lace Erdem gown, embroidered with pink and
crimson blooms, paired perfectly with this fashionable mom’s half-up, half-down hairstyle.
https://je-tal-marketing-894.lon1.digitaloceanspaces.com/research/je-marketing-(317).html
It’s out there in three colors and in sizes 0-18 and might be good for summer time, vacation spot, and
bohemian weddings.
https://je-tall-marketing-826.lon1.digitaloceanspaces.com/research/je-marketing-(174).html
If there was a price for the most popular mother-of-the-bride dress, we’d happily give it
to this one.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4140).html
One of the proudest and most anticipated days in a mother’s life
is the day that her daughter or son will get married.
https://je-tal-marketing-892.lon1.digitaloceanspaces.com/research/je-marketing-(215).html
The contrast between these two gowns is in how they’re chosen.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(77).html
I was very impressed to see that there are stylish and stylish outfits for all plus measurement women.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-827/research/je-marketing-(64).html
This mother wore a standard hanbokwith floral and geometric embroidery to
her daughter’s California ranch marriage ceremony.
Клиника проктологии https://proctofor.ru в Москве с современным оборудованием и опытными врачами. Проводим деликатную диагностику и лечение геморроя, трещин, полипов, воспалительных заболеваний прямой кишки. Приём по записи, без очередей, в комфортных условиях. Бережный подход, щадящие методы, анонимность и тактичное отношение.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2897).html
Black is pretty much accepted nowadays, regardless of the occasion.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(25).html
So, you’ll need to wear something that doesn’t clash with the relaxation of the group in photographs.
https://fr-box-8.sgp1.digitaloceanspaces.com/research/paris-(3714).html
A mid-length cocktail costume is a good way to attain a chic look.
https://je-tal-marketing-923.lon1.digitaloceanspaces.com/research/je-marketing-(483).html
Red Dress has some very beautiful and stylish clothes, and
they’re affordable.
https://je-tal-marketing-896.lon1.digitaloceanspaces.com/research/je-marketing-(285).html
A twinset can have a “fuddy duddy” popularity, nevertheless it definitely doesn’t should look quaint.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(55).html
In years passed by, being mom of the bride has meant frumpy frocks and ill-fitting gown fits, however no more!
https://je-sf-tall-marketing-738.b-cdn.net/research/je-marketing-(391).html
So, you’ll wish to wear one thing that doesn’t conflict
with the rest of the group in photos.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1897).html
Look for gown choices that least complement the marriage
theme colors with out blending in too much.
https://je-sf-tall-marketing-740.b-cdn.net/research/je-marketing-(237).html
You can match elegant strapless robes with items corresponding
to a jacket or shawl.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-780/research/je-marketing-(121).html
Beading in tones of blue, gray, and silver add dimension and
complicated sparkle to this flattering mesh column gown.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(254).html
For the redwood location, it would be great to wear something in pure colours
like the two moss green outfits pictured.
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3610).html
The subsequent factor you should think about when shopping round for attire is the form of the gown.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3690).html
Beading in tones of blue, gray, and silver add dimension and sophisticated sparkle to this flattering
mesh column gown.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-803/research/je-marketing-(110).html
This combination is especially great for summer time weddings.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(26).html
The two looks under are good examples of timeless fashion.
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(98).html
Sheer stretch tulle and cap sleeves at the
neckline add an eye-catching element, giving the
illusion of a strapless look.
https://je-tal-marketing-901.lon1.digitaloceanspaces.com/research/je-marketing-(231).html
Opt for a well-cut, flowing sundress in a breathable fabric—and pair with dressy sandals to pull the look together (while nonetheless
feeling comfy on the sand!).
https://je-tall-marketing-826.lon1.digitaloceanspaces.com/research/je-marketing-(105).html
For mothers who swoon for all things sassy, the
dramatic gold mom of the bride costume could be the picture-perfect decide in 2022.
Today, while I was at work, my sister stole my iphone and tested to see if it can survive a 40 foot drop, just so she can be a youtube sensation. My apple ipad is now destroyed and she has 83 views. I know this is completely off topic but I had to share it with someone!
https://big-ip-client.com/
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-780/research/je-marketing-(463).html
If you want a long mother of the bride dress, do this long sequin lace mock
gown.
https://je-sf-tall-marketing-741.b-cdn.net/research/je-marketing-(292).html
Her mom, Rita, opted for this champagne-hued robe that was equally
as ethereal.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(130).html
The contrast between these two gowns is in how they’re selected.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-782/research/je-marketing-(447).html
Impressive beading and an alluring neckline make this fashion worthy of even the fanciest of black-tie weddings.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-826/research/je-marketing-(394).html
My daughter goals of a marriage on a seaside in Bali, so where will
that depart me I surprise.
https://je-tal-marketing-961.lon1.digitaloceanspaces.com/research/je-marketing-(478).html
Make certain to let the mother of the groom know what you’ll be carrying.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-812/research/je-marketing-(35).html
Plus, the silhouette of this gown will look that instead more show-stopping because the cape wafts down the aisle
to reveal her silhouette as she strikes.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3400).html
If the Bridesmaids are in a cornflower blue, for instance, a navy and cornflower outfit would look great within the
photos.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-827/research/je-marketing-(101).html
Do you favor to put on mild and airy colours or do you gravitate towards darker
shades?
https://fr-world-9.blr1.digitaloceanspaces.com/research/cake-(4416).html
The massive florals with the black background
are notably on pattern and the ruching adds
a flattering factor.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(334).html
You’ll find understated A-line dresses and fabulous sheath numbers.
https://fr-asia-4.tor1.digitaloceanspaces.com/research/asia-business-(1994).html
If you like impartial tones, gold and silver clothes are promising
selections for an MOB!
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4109).html
Reviewers describe it as very slimming and say the beadwork is beautiful.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(58).html
One reviewer stated they wore a white jacket
excessive but you can also select a wrap or bolero.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(147).html
The entire collection is crafted with high quality materials for weddings or
any other special occasion!
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(468).html
But it’s necessary to verify in with the bride before you make any decisions.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-817/research/je-marketing-(448).html
Mother of the Bride and Groom attire within the newest kinds and colours.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-828/research/je-marketing-(348).html
If you favor neutral tones, gold and silver attire are promising choices for an MOB!
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(447).html
An different is to mix black with one other color, which can look very chic.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(405).html
The process of selecting apparel for the mother of
the groom and mom of the bride is very comparable.
Hi, i think that i saw you visited my blog thus
i came to “return the favor”.I am attempting to find
things to improve my web site!I suppose its ok to
use some of your ideas!!
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-814/research/je-marketing-(169).html
However, the graphic styling of the flowers
offers the costume a modern look.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-782/research/je-marketing-(322).html
Dresses are made in stunning colors similar to gold, red,
and blue and mother of the bride attire.
https://fr-asia-1.nyc3.digitaloceanspaces.com/research/asia-business-(161).html
The factor about the gold hue is that it is naturally attractive!
https://je-tal-marketing-899.lon1.digitaloceanspaces.com/research/je-marketing-(141).html
The bride’s aunt was just as modern in a Reem Acra quantity with lace and sheer ruffles.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4360).html
This deco-inspired gown will shimmer in photos and stun on the
dance floor.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(55).html
Summer mom of the bride clothes are typically stuffed with
shiny floral patterns that look great.
https://je-tal-marketing-901.lon1.digitaloceanspaces.com/research/je-marketing-(151).html
You can nonetheless embrace these celebratory metallic
shades with out covering yourself head to toe in sequins.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3083).html
Looking at summer mom of the bride dresses which are a step away from the
norm?
https://je-tal-marketing-957.lon1.digitaloceanspaces.com/research/je-marketing-(135).html
I have personally made the error of sticking to a low budget for
a high-profile occasion and I nonetheless remorse it
today!
https://je-tall-marketing-827.syd1.digitaloceanspaces.com/research/je-marketing-(135).html
Embellished with lovely ornate beading, this robe will catch the
light from each angle.
https://fr-world-10.syd1.digitaloceanspaces.com/research/cake-(4805).html
We beloved how this mom’s green satin robe subtly matched the
form of her daughter’s lace marriage ceremony costume.
https://je-tall-marketing-839.lon1.digitaloceanspaces.com/research/je-marketing-(82).html
But, if I might add some personal advice, ENJOY the journey and process of
it.
https://je-tal-marketing-981.lon1.digitaloceanspaces.com/research/je-marketing-(47).html
After all, you don’t need to mix in with the bridesmaids and event decor.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(690).html
A twinset can have a “fuddy duddy” reputation, but
it undoubtedly doesn’t should look old fashioned.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3603).html
Red Dress has some very lovely and chic attire, and they are reasonably priced.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1935).html
The modern silk materials glides seamlessly over your figure, but an ankle-length skirt, high neckline and
draped sleeves keep issues modest.
https://fr-accounting-13.atl1.digitaloceanspaces.com/research/business-world-(1109).html
You can even coordinate with the MOB to verify your selections
complement one another.
https://je-tal-marketing-943.lon1.digitaloceanspaces.com/research/je-marketing-(14).html
This is one factor of the clothes that wouldn’t have to match, as long as the formality is
coordinated.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4147).html
You can go for prints, and flowers should you like that fashion.
https://je-tal-marketing-893.lon1.digitaloceanspaces.com/research/je-marketing-(110).html
Browse our top choices and buy your favorite right on the
spot.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-6/research/je-marketing-(273).html
Knowing a little bit about what you’d wish to wear can help you slender down your decisions.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(364).html
You can go for prints, and flowers if you like that fashion.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3782).html
Light, sunny, and usually filled with flowers, and so they
usually use pastel colors inspired by springtime
blooms.
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(201).html
The flowy silhouette and flutter sleeves hit the right playful note for spring and summer
season celebrations.
https://je-tal-marketing-886.lon1.digitaloceanspaces.com/research/je-marketing-(133).html
Of course, you probably can play with colors of sequin outfits to kick off the look of your desires.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4879).html
You ought to go for some shiny colours, or in case your daughter
has a color picked out for you then go along with that.
Adult can be accessed through secure and reputable websites.
Explore safe adult sites for quality content.
https://je-tal-marketing-974.lon1.digitaloceanspaces.com/research/je-marketing-(374).html
Floral prints and delicate colors play nicely with decor
that’s certain to embrace the blooms of the spring and summer season months.
https://je-tal-marketing-925.lon1.digitaloceanspaces.com/research/je-marketing-(214).html
Current well-liked tendencies feature lace, prints, trendy empire waistlines and
jackets.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-2/research/je-marketing-(405).html
It’s your duty to grasp what she wants from each you and
the groom’s mother when it comes to your apparel.
https://je-tal-marketing-908.lon1.digitaloceanspaces.com/research/je-marketing-(167).html
Trust us, with a enjoyable handkerchief hem and fairly flutter sleeves,
you will be getting compliments all evening.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4195).html
Embroidery is a timeless pattern, and it is by no means hoped
to go out of fashion.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-786/research/je-marketing-(137).html
Karen Kane has stunning choices that look a little more informal if you are not looking for
a full robe.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(712).html
This is extra of a personal alternative that is determined between you and
your daughter.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-2/research/je-marketing-(394).html
Don’t be afraid of anything oversized—the massive
bow of this gown will flatter small busts, and make waists and
arms appear petite as compared.
https://je-tal-marketing-902.lon1.digitaloceanspaces.com/research/je-marketing-(473).html
Our moms are attractive and superb and they should rock what they
have.
https://je-tal-marketing-925.lon1.digitaloceanspaces.com/research/je-marketing-(256).html
Draw inspiration from mix-and-match bridesmaid
clothes by selecting a color that coordinates with, however does not exactly match,
the maids palette.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-7/research/je-marketing-(374).html
Here’s a tea-length mother-of-the-bride gown you presumably can easily pull out of your wardrobe time
and time again.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4222).html
A structured dress will at all times be flattering, especially one that nips you
at the waist like this stylish frock from Amsale.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-817/research/je-marketing-(224).html
If the wedding is more formal, expect to put on a longer gown or lengthy skirt.
https://je-tal-marketing-889.lon1.digitaloceanspaces.com/research/je-marketing-(177).html
There isn’t any set do’s and don’ts
in relation to color, solely to keep away from white.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(365).html
You ought to go for some shiny colours, or if your daughter has a shade picked out
for you then go with that.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4417).html
Plus, a blouson sleeve and a ruched neckline add to this silhouette’s romantic vibe.
https://je-tal-marketing-944.lon1.digitaloceanspaces.com/research/je-marketing-(131).html
Although it’s perfectly fine to put on pants on the wedding ceremony, nothing says
party like as a gown.
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1433).html
Most essential thing is that you’re snug and never going to over warmth.
https://je-tal-marketing-895.lon1.digitaloceanspaces.com/research/je-marketing-(398).html
Looking for the best inspiration for your mother of the bride look?
https://je-tal-marketing-927.lon1.digitaloceanspaces.com/research/je-marketing-(440).html
In quick, yes, however provided that it goes with the
texture of the day.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2068).html
A pink lace Erdem costume, embroidered with pink and crimson blooms, paired
perfectly with this trendy mother’s half-up, half-down coiffure.
https://je-tal-marketing-901.lon1.digitaloceanspaces.com/research/je-marketing-(247).html
This funky floral print mother-of-the-bride costume offers us all the ’70s vibes .
https://je-tal-marketing-902.lon1.digitaloceanspaces.com/research/je-marketing-(153).html
This attractive robe is made from double-stretch Mikado for a streamlined, comfy fit.
https://fr-world-2.sfo3.digitaloceanspaces.com/research/cake-(732).html
This mother of the bride outfit channels pure femininity.
https://fr-tour-1.nyc3.digitaloceanspaces.com/research/star-(34).html
Her mom, who equally sparkled in a gold silk dupioni floor-length skirt
swimsuit.
https://je-sf-tall-marketing-741.b-cdn.net/research/je-marketing-(470).html
Most important thing is that you’re comfortable and not going
to over heat.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-820/research/je-marketing-(227).html
You can buy long sleeves, a long lace mom of the bride costume, or
a beautiful ballgown with a ship neckline.
https://je-sf-tall-marketing-736.b-cdn.net/research/je-marketing-(85).html
It can be utilized for any event, and the type of it’s excellent for the mom
of the bride.
Hi there i am kavin, its my first time to commenting anyplace, when i read this piece of writing i thought i could also make comment due to this brilliant post.
openconnect
https://fr-accounting-12.sfo3.digitaloceanspaces.com/research/business-world-(716).html
You can match elegant strapless robes with gadgets such as
a jacket or scarf.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-2/research/je-marketing-(311).html
There are concepts here on tips on how to put on pants for the mom of the bride.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(872).html
A basic rule for a marriage is that anything too lengthy or too quick is a no-go.
https://je-tal-marketing-890.lon1.digitaloceanspaces.com/research/je-marketing-(468).html
If there was a value for the hottest mother-of-the-bride dress,
we would fortunately give it to this one.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3998).html
Not positive the place to start together with your
search for that picture-perfect mother-of-the-bride dress?
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1670).html
Mothers of Bride and Groom typically have a kind of ‘uniform’.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-786/research/je-marketing-(202).html
This mom’s knee-length patterned gown completely matched the temper of her child’s outdoor wedding ceremony venue.
https://je-tall-marketing-843.tor1.digitaloceanspaces.com/research/je-marketing-(486).html
The gown has flattering free chiffon sleeves, a relaxed tie waist,
and complicated beading work.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(322).html
Fall and winter weddings call for chic muted tones
like silvery gray.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-807/research/je-marketing-(70).html
So, you’ll wish to wear one thing that doesn’t conflict with the the rest of the group in photographs.
https://je-tall-marketing-837.lon1.digitaloceanspaces.com/research/je-marketing-(200).html
The capelet dress is ideal when you wish to cover up your upper arms.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(29).html
This funky floral print mother-of-the-bride gown gives us all of the
’70s vibes .
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(97).html
However, coordination is still essential for chic pictures on the
massive day.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3392).html
Find the perfect affordable wedding ceremony visitor dresses for any season.
https://je-tall-marketing-861.tor1.digitaloceanspaces.com/research/je-marketing-(453).html
Shop now through numerous retailers, including official online stores.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1848).html
The beaded detailing elevates this JS Collections gown , making it best for a special day.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4869).html
An event as particular as your child’s marriage ceremony doesn’t come around every single day.
https://je-tall-marketing-825.fra1.digitaloceanspaces.com/research/je-marketing-(120).html
(I don’t assume he’ll benefit from the journey of purchasing with
me).
https://fr-world-3.atl1.digitaloceanspaces.com/research/cake-(1118).html
Did you understand that you can save a listing of the mom of
the bride attire you like with a PreOwned account?
https://je-tal-marketing-967.lon1.digitaloceanspaces.com/research/je-marketing-(341).html
These robes are stylish and stylish with only a little bit of an edge.
https://je-tal-marketing-951.lon1.digitaloceanspaces.com/research/je-marketing-(297).html
Much like the mother of the groom, step-mothers of both the bride
or groom should comply with the lead of the mom of the bride.
https://je-tal-marketing-959.lon1.digitaloceanspaces.com/research/je-marketing-(462).html
If the Bridesmaids are in a cornflower blue, for instance,
a navy and cornflower outfit would look nice in the pictures.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2631).html
Our mothers are attractive and wonderful and they want to rock
what they have.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(877).html
There are many dressing choices obtainable for every budget.
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(245).html
David’s Bridal provides convenient online and in-person buying
experiences.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(7).html
(I don’t think he’ll enjoy the journey of shopping with me).
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-10/research/je-marketing-(429).html
If chic and sophisticated is what you are going for,
consider this sequined ensemble from Alex Evenings.
https://je-tal-marketing-888.lon1.digitaloceanspaces.com/research/je-marketing-(75).html
Mother of the Bride and Groom clothes within the latest
types and colours.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-6/research/je-marketing-(428).html
If you’re in a pinch, many e-commerce sites like Net-a-Porter or Nordstrom provide rush delivery.
https://je-tall-marketing-835.lon1.digitaloceanspaces.com/research/je-marketing-(247).html
We love spring colors like blush, gold, pale green, and blue along with floral prints
for mom of the bride dresses for spring weddings.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2397).html
This mixture is particularly nice for summer time weddings.
https://je-tal-marketing-921.lon1.digitaloceanspaces.com/research/je-marketing-(354).html
The complete look was the right match for the couple’s tradition-filled day.
https://je-tal-marketing-889.lon1.digitaloceanspaces.com/research/je-marketing-(171).html
So earlier than I even go into element mother of the bride outfit ideas, I wish
to emphasize one necessary thing.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2585).html
To encourage your mom’s own choose, we have rounded up
a collection of gowns that actual mothers wore on the big day.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(255).html
The large florals with the black background are particularly on trend and the ruching
adds a flattering factor.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(976).html
This mom of the bride wore a white tunic and skirt for a boho-chic ensemble.
https://je-tal-marketing-953.lon1.digitaloceanspaces.com/research/je-marketing-(281).html
The column silhouette skims the figure whereas nonetheless providing plenty of room to move.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2224).html
She loves an excuse to strive on a veil, has a minor obsession with flower crowns, and enjoys nothing greater
than curating a killer party playlist.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-824/research/je-marketing-(258).html
You do not need to wait till final minute to get
your dress in your kid’s wedding ceremony.
https://je-tal-marketing-898.lon1.digitaloceanspaces.com/research/je-marketing-(474).html
Jules & Cleo, solely at David’s Bridal Polyester Lace up back with back zipper; totally
lined Hand wash Imported.
https://je-tal-marketing-923.lon1.digitaloceanspaces.com/research/je-marketing-(330).html
You really wish to take into consideration what’s finest for the
season, and the weather you’ll be sitting in.
https://je-tall-marketing-837.lon1.digitaloceanspaces.com/research/je-marketing-(223).html
You’ll find understated A-line attire and fabulous sheath numbers.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2068).html
The mom of the bride and mom of the groom usually wear utterly completely different dress styles and colors.
Thank you for the good writeup. It if truth be told was a enjoyment account it. Glance advanced to far delivered agreeable from you! However, how could we keep up a correspondence?
cisco secure client download
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-813/research/je-marketing-(270).html
To make hers, mother JoJo Cohen turned to her close good friend, the late designer L’Wren Scott.
https://je-sf-tall-marketing-727.b-cdn.net/research/je-marketing-(371).html
It has over one hundred forty optimistic evaluations, many from ladies who wore this to a wedding and loved it!
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4721).html
The bridesmaids collected the recipes and created them into a
newlyweds cookery book that they gave the couple up their day.
https://je-tal-marketing-941.lon1.digitaloceanspaces.com/research/je-marketing-(386).html
Beach weddings are extra laid-back and casual than different types of nuptials—and a formal gown would feel misplaced.
Your article helped me a lot, is there any more related content? Thanks!
https://je-tal-marketing-927.lon1.digitaloceanspaces.com/research/je-marketing-(34).html
So lengthy as you’ve received the soonlyweds’ approval, there’s absolutely nothing mistaken with an allover sequin gown.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-10/research/je-marketing-(149).html
If there was a price for the most popular mother-of-the-bride gown, we might happily give it to this one.
https://je-tal-marketing-932.lon1.digitaloceanspaces.com/research/je-marketing-(253).html
Weddings may be very different right now, relying on the place you reside.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(588).html
Sparkling night gown features an allover beaded design with a
modest v-neckline and quick sleeves.
https://je-tal-marketing-973.lon1.digitaloceanspaces.com/research/je-marketing-(468).html
Florals set on black or darkish backgrounds feel no much
less romantic but actually bring the delightfully unexpected.
https://je-tal-marketing-894.lon1.digitaloceanspaces.com/research/je-marketing-(149).html
Saks is easily one of the best department shops for getting a
mother-of-the-bride dress.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2177).html
The mother of the bride and mother of the groom often put on utterly different dress styles and colors.
https://je-tal-marketing-900.lon1.digitaloceanspaces.com/research/je-marketing-(393).html
Shopping for a mother of the bride outfit is exciting but it can be overwhelming at the same time.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(3574).html
This mom of the bride donned a wonderful mild grey
robe with an illusion neckline brimming with stunning beaded detailing.
https://fr-size-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3755).html
From impartial off-white numbers to daring, punchy, and fashion-forward designs, there’s one thing right here that may suit her fancy.
Hi there, yeah this piece of writing is actually nice and I have learned lot of things from it concerning blogging. thanks.
netextender download for mac
https://je-tal-marketing-980.lon1.digitaloceanspaces.com/research/je-marketing-(125).html
This mom of the bride donned a wonderful mild gray gown with an illusion neckline brimming with beautiful beaded detailing.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(916).html
This desert coloured gown is ideal if what the bride desires is
for you to put on a colour closer to white.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2331).html
As mother of the bride, you may wish to find a look which enhances
these elements, without being matchy-matchy.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(170).html
This mother’s knee-length patterned costume perfectly matched the temper of her child’s
outside wedding venue.
https://je-tal-marketing-931.lon1.digitaloceanspaces.com/research/je-marketing-(86).html
Sheer stretch tulle and cap sleeves at the neckline add an eye catching detail, giving the illusion of a strapless look.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(416).html
For a mother, watching your daughter walk down the aisle and marry the love of
her life is an unforgettable moment.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(467).html
Black is also one other dangerous shade, but can work perfectly nicely at more formal weddings.
https://je-tal-marketing-903.lon1.digitaloceanspaces.com/research/je-marketing-(412).html
The costume is figure-hugging and provides a simple silhouette.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-798/research/je-marketing-(290).html
Maybe she envisions everyone sporting impartial
tones, or maybe she prefers daring and brilliant.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3223).html
This costume, as its name suggests, is extremely elegant.
https://je-tal-marketing-949.lon1.digitaloceanspaces.com/research/je-marketing-(18).html
Beach weddings are extra laid-back and informal than different types of nuptials—and a formal costume would feel misplaced.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-1/research/%EF%B8%8Fje-marketing-(222).html
But it’s essential to check in with the bride before you make any choices.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4490).html
Whether you have your coronary heart on embroidery, embellishment, sequin, or ruched silk smoothness,
golden attire look nice in all styles and designs.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-794/research/je-marketing-(121).html
You can even coordinate with the MOB to ensure your choices complement each other.
https://je-tal-marketing-975.lon1.digitaloceanspaces.com/research/je-marketing-(74).html
Check out the information for nice suggestions and ideas, and prepare to
chop a dash at your daughter’s D-day.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1647).html
You ought to go for some shiny colours, or in case your daughter has a shade
picked out for you then go together with that.
https://fr-world-6.ams3.digitaloceanspaces.com/research/cake-(2503).html
We carry manufacturers that excel in mom of the bride jacket clothes, capes and
pantsuits, like Alex Evenings, R&M Richards and Ignite.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(33).html
The column silhouette skims the figure whereas nonetheless providing loads of room to
move.
https://je-tal-marketing-892.lon1.digitaloceanspaces.com/research/je-marketing-(285).html
With over 3000 stores in america and worldwide, purchasing
has become really easy.
https://marketing-research.lon1.digitaloceanspaces.com/research/research-for-asia-study-(1162).html
You ought to remember the formality, theme, and decor colour of the marriage while in search of the
costume.
https://je-tal-marketing-941.lon1.digitaloceanspaces.com/research/je-marketing-(42).html
The mother of the bride and groom should gown in a way that doesn’t conflict but
isn’t too matchy-matchy both.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-788/research/je-marketing-(226).html
With options in any neckline or silhouette, look like
A line, strapless, Taffeta, organza, and lace.
https://fr-asia-9.blr1.digitaloceanspaces.com/research/asia-business-(4119).html
Tadashi Shoji is an effective name to look out for if you’re on the hunt for a
designer gown.
https://je-tal-marketing-952.lon1.digitaloceanspaces.com/research/je-marketing-(404).html
There isn’t any set do’s and don’ts in terms of
colour, only to steer clear of white.
https://fr-world-1.nyc3.digitaloceanspaces.com/research/cake-(206).html
If you are looking to splurge on a MOB gown, you may discover loads of glam options right here.
Колодцы под ключ https://kopkol.ru в Московской области — бурение, монтаж и обустройство водоснабжения с гарантией. Изготавливаем шахтные и бетонные колодцы любой глубины, под ключ — от проекта до сдачи воды. Работаем с кольцами ЖБИ, устанавливаем крышки, оголовки и насосное оборудование. Чистая вода на вашем участке без переплат и задержек.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-821/research/je-marketing-(500).html
You will wish to discover one thing that works in both cold and hot,
or find something to keep you heat to go over it.
https://je-tal-marketing-948.lon1.digitaloceanspaces.com/research/je-marketing-(470).html
Modest meets insanely modern in this silky Amsale gown featuring
a column silhouette and off-the-shoulder neckline.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-815/research/je-marketing-(93).html
Searching for off-the-shoulder necklines or long sleeves?
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3080).html
Look for costume options that least complement the marriage theme colours
with out blending in too much.
Инженерные изыскания https://sever-geo.ru в Москве и Московской области для строительства жилых домов, коттеджей, коммерческих и промышленных объектов. Геология, геодезия, экология, обследование грунтов и оснований. Работаем по СП и ГОСТ, есть СРО и вся необходимая документация. Подготовим технический отчёт для проектирования и согласований. Выезд на объект в короткие сроки, прозрачная смета, сопровождение до сдачи проекта.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(36).html
Look for clothes in champagne, navy and even black (yes,
it is totally fashionable to put on black to a wedding!) for a refined color palette.
https://fr-accounting-14.tor1.digitaloceanspaces.com/research/business-world-(1900).html
When in doubt, go for somewhat black dress—but make it super luxe.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(438).html
In addition, many types are available with matching
jackets or shawls for final versatility.
https://je-tal-marketing-894.lon1.digitaloceanspaces.com/research/je-marketing-(254).html
If the Bridesmaids are in a cornflower blue, for example, a navy and cornflower outfit would look
nice within the photos.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2462).html
Wear yours with grass-friendly footwear like block heels or woven wedges.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1178).html
While you don’t want to look like a bridesmaid , it’s savvy to tie in your look
with the feel and colour palette of the marriage.
https://je-tal-marketing-900.lon1.digitaloceanspaces.com/research/je-marketing-(492).html
Florals set on black or dark backgrounds really feel no less romantic
but actually bring the delightfully surprising.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1747).html
This mom additionally wore Nigerian attire, and paired her lace wrap gown with a chartreuse gele.
https://je-sf-tall-marketing-738.b-cdn.net/research/je-marketing-(298).html
As versatile as is elegant, this icy blue frock is the perfect transition piece to take you from the ceremony to the reception.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-4/research/je-marketing-(264).html
From impartial off-white numbers to daring, punchy, and fashion-forward designs, there’s something here that
can swimsuit her fancy.
https://je-tal-marketing-922.lon1.digitaloceanspaces.com/research/je-marketing-(470).html
They are a great place to take a glance at in case you are in search of good high quality clothes.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3595).html
Adhere to the costume code, and look to bridesmaids or the wedding gown for steering on bold
patterns or embellishments.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(13).html
This type comes in a sensible choice of colors from neutrals and pastels to
brights.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(266).html
But an important piece of apparel you may choose
main as much as your child’s wedding?
https://fr-asia-7.fra1.digitaloceanspaces.com/research/asia-business-(3347).html
This mother’s knee-length patterned dress completely matched the mood of
her kid’s out of doors wedding ceremony venue.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-10/research/je-marketing-(105).html
For warm-weather weddings and intimate affairs outdoors, fashion your bridal party—and most importantly,
your mother—to the theme.
https://je-tal-marketing-960.lon1.digitaloceanspaces.com/research/je-marketing-(44).html
If you’ll find one thing with flowers even when it’s lace or embroidered.
https://marketing-research2.ams3.digitaloceanspaces.com/research/research-for-asia-study-(1687).html
Choose a timeless look, similar to a mermaid fishtail robe.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(228).html
Jovani is a classy but straightforward model that caters
to the modern woman.
Sex is widely available on dedicated platforms for mature audiences.
Opt for reliable sources to ensure safety.
Stop by my blog – BUY RIVOTRIL
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(4183).html
As the mother of the bride, your position comes with big duties.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(331).html
With over star reviews, you may be positive this costume will exceed your
(and your guests!) expectations.
https://je-tal-marketing-977.lon1.digitaloceanspaces.com/research/je-marketing-(408).html
The knotted entrance element creates a pretend wrap silhouette
accentuating the waist.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(246).html
Another floral possibility for you , but this time in a fit and
flare style.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(360).html
Look for clothes in champagne, navy and even black (yes,
it is completely modern to put on black to a wedding!) for a refined color palette.
https://je-tal-marketing-938.lon1.digitaloceanspaces.com/research/je-marketing-(316).html
Weddings could also be very different proper now, relying on where you live.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3233).html
Much like the mom of the groom, step-mothers of both the bride or groom ought to follow the lead of the mom
of the bride.
https://je-tal-marketing-923.lon1.digitaloceanspaces.com/research/je-marketing-(137).html
Draw inspiration from mix-and-match bridesmaid clothes by choosing a colour that coordinates with,
however does not precisely match, the maids palette.
https://fr-accounting-14.tor1.digitaloceanspaces.com/research/business-world-(1889).html
No, you shouldn’t match with bridesmaids; instead, complement
them.
https://fr-asia-5.lon1.digitaloceanspaces.com/research/asia-business-(2286).html
As the mom of the bride, your role comes with massive obligations.
https://je-tal-marketing-956.lon1.digitaloceanspaces.com/research/je-marketing-(84).html
At once effortless and refined, this fantastically draped
gown is the right hue for a fall wedding.
https://fr-asia-9.blr1.digitaloceanspaces.com/research/asia-business-(4302).html
Pink anemones and blue and yellow wildflower buds accented this beautiful black gown worn by the mom of the bride.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-1/research/je-marketing-(240).html
Shop now through varied retailers, together with official on-line shops.
https://fr-world-8.sgp1.digitaloceanspaces.com/research/cake-(3994).html
One of the proudest and most anticipated days in a mother’s life
is the day that her daughter or son gets married.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(11).html
Of course, you can play with colours of sequin outfits to kick off the look of
your goals.
https://je-tal-marketing-948.lon1.digitaloceanspaces.com/research/je-marketing-(466).html
Think about jewellery, sneakers and handbags – all things
that can assist make your mother of the bride outfit distinctive.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-804/research/je-marketing-(153).html
Think oh-so-elegant bags and fascinators
that’ll full your Mother of the Bride outfit in critical
style.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-795/research/je-marketing-(491).html
Beach weddings tend to be barely more casual or bohemian in style than conventional weddings.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2106).html
This mother of the bride wore a white tunic and skirt for a boho-chic ensemble.
https://je-tal-marketing-956.lon1.digitaloceanspaces.com/research/je-marketing-(417).html
Avoid flashy shades like shiny red, pink or yellow as the costume
could stand out too much.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(367).html
For a beautiful look, choose a celebratory design that includes lace and
long sleeves.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-4/research/je-marketing-(259).html
Summer mother of the bride attire are typically
stuffed with shiny floral patterns that look great.
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3214).html
There are loads of choices available for plus size mom of the bride attire.
https://fr-accounting-5.lon1.digitaloceanspaces.com/research/Accounting-market-(2425).html
Find the best tie styles for 2021 and beyond on your marriage ceremony.
https://je-tal-marketing-974.lon1.digitaloceanspaces.com/research/je-marketing-(24).html
The straps and sleeves you choose on your costume
will have an effect on the neckline and shape of your costume.
https://fr-world-10.syd1.digitaloceanspaces.com/research/cake-(4647).html
Speak with the bride to get her thoughts on this and see what’s out there in retailers and online.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-782/research/je-marketing-(75).html
So, we’ve compiled a guide to the best mom of the bride outfits
and developments for 2022.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(358).html
The mom of the bride’s Oscar de la Renta gown was such a hit, it truly impressed the bridesmaids’ bouquets.
https://je-tal-marketing-902.lon1.digitaloceanspaces.com/research/je-marketing-(182).html
Express your love with handmade Valentine’s crafts like paper cards,
reward ideas, and decorations.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(50).html
With over 3000 shops in the us and worldwide, purchasing has become so easy.
https://je-tal-marketing-897.lon1.digitaloceanspaces.com/research/je-marketing-(25).html
This mother wore a standard hanbokwith floral and geometric embroidery to her daughter’s California ranch wedding.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(240).html
This fashion is finished with short sleeves and a under the knee hem,
and has a hid centre again zip fastening.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-818/research/je-marketing-(121).html
Adhere to the gown code, and look to bridesmaids or the marriage robe for steering on daring patterns or embellishments.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-795/research/je-marketing-(434).html
This glamorous robe in heat and wealthy gold complements all pores and
skin tones and pairs fantastically with gold and silver equipment.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3480).html
Impressive beading and an alluring neckline make this type worthy of even the fanciest
of black-tie weddings.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-1/research/je-marketing-(294).html
Her mother, Rita, opted for this champagne-hued robe that was equally as ethereal.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(423).html
You don’t wish to wear bright pink for example, if the style of the day is more organic and
muted.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3144).html
However, the graphic styling of the flowers provides the dress a contemporary
look.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3184).html
Add a metallic heeled sandal or pump and you’re good to go.
https://fr-size-05.lon1.digitaloceanspaces.com/research/%EF%B8%8F-small-(2091).html
The mom of the bride attire are obtainable in all different varieties
of sleeves.
https://je-tal-marketing-948.lon1.digitaloceanspaces.com/research/je-marketing-(157).html
We’ve all the time heard that mom is conscious of best, and
if these moms of the bride—and mothers of the groom!
https://fr-korea-3.atl1.digitaloceanspaces.com/research/beauty-(1494).html
A matching white choker topped off this mother-of-the-bride’s look, which was additionally complemented by an elegant low bun.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-6/research/je-marketing-(69).html
Peach, crimson, and gold introduced punchy shade to a traditional Indian sari.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(347).html
This gown, as its name suggests, is incredibly elegant.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2773).html
Try to enhance your coloring whereas coordinating
with the remainder of the bridal get together to a point.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(138).html
From neutral off-white numbers to daring,
punchy, and fashion-forward designs, there’s one thing here that can go well
with her fancy.
https://fr-korea-3.atl1.digitaloceanspaces.com/research/beauty-(1159).html
You’ve probably been by the bride’s facet
serving to, planning, and lending invaluable advice along the way.
https://fr-asia-9.blr1.digitaloceanspaces.com/research/asia-business-(4347).html
Sophie Moore is a former Brides editor and current contributing writer.
https://je-tal-marketing-902.lon1.digitaloceanspaces.com/research/je-marketing-(112).html
For warm-weather weddings and intimate affairs outside, type your bridal party—and most
significantly, your mother—to the theme.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(405).html
Frumpy, shapeless mother of the bride dresses are a factor of
the past!
https://fr-world-6.ams3.digitaloceanspaces.com/research/cake-(2647).html
Looking at summer time mom of the bride clothes which are a
step away from the norm?
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-808/research/je-marketing-(399).html
Similar to the moms of the bride and groom, the grandmothers could need to coordinate with the wedding get together.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-820/research/je-marketing-(464).html
Opt for non-creasing, moveable fabrics similar to
scuba or lace, teamed with fashionable but sensible footwear for
that added contact of glamour.
https://je-tal-marketing-949.lon1.digitaloceanspaces.com/research/je-marketing-(351).html
Neither a daytime event nor a formal summer night soiree requires a full-length gown.
https://je-tal-marketing-922.lon1.digitaloceanspaces.com/research/je-marketing-(182).html
Mother of the Bride and Groom attire within the latest kinds and colors.
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3222).html
A matching white choker topped off this mother-of-the-bride’s look, which
was also complemented by an elegant low bun.
https://je-tal-marketing-968.lon1.digitaloceanspaces.com/research/je-marketing-(239).html
You can match elegant strapless robes with objects such as a jacket
or shawl.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-12/research/je-marketing-(170).html
The beaded flowers down one aspect add a tactile touch of luxurious to the column gown .
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(491).html
This outfit’s intricate corded embroidery and understated black skirt are
a match made in heaven—just like your daughter and their soon-to-be partner.
https://je-tall-marketing-863.ams3.digitaloceanspaces.com/research/je-marketing-(410).html
Shop beautiful marriage ceremony attire for the mother-of-the-bride in normal, plus and petite
sizes at Adrianna Papell.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(226).html
Also, in phrases of a marriage, you want to make sure that you
do not steal the bride’s thunder.
https://je-tal-marketing-965.lon1.digitaloceanspaces.com/research/je-marketing-(392).html
With over 5 years of experience in bridal, she is an skilled on all things fashion.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-1/research/je-marketing-(135).html
Guests love to watch the enjoyment and delight appear in your
face as you watch your daughter marry their best pal.
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(235).html
For the mother whose style is sleek and minimal, go for a gown with an architectural
silhouette in her favorite color.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(314).html
Think concerning the colours you are feeling greatest in and
the kinds of outfits that make you shine.
https://je-sf-tall-marketing-733.b-cdn.net/research/je-marketing-(231).html
Kay Unger’s maxi romper combines the look of a maxi gown with pants.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1757).html
For this romantic wedding ceremony at Brooklyn’s Wythe Hotel, the bride’s
mom selected a short-sleeved, full-length teal dress.
https://je-tal-marketing-950.lon1.digitaloceanspaces.com/research/je-marketing-(176).html
Floral prints and soft colors play nicely with decor that’s certain to embrace the blooms of the spring
and summer months.
https://je-tal-marketing-915.lon1.digitaloceanspaces.com/research/je-marketing-(142).html
However, many fashionable women use this advice as more of a tenet than a strict rule.
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(294).html
For the redwood location, it would be great to put on something in pure colours
like the 2 moss green outfits pictured.
https://fr-accounting-11.nyc3.digitaloceanspaces.com/research/business-world-(145).html
Her mother, who similarly sparkled in a gold silk dupioni floor-length skirt suit.
https://je-tal-marketing-918.lon1.digitaloceanspaces.com/research/je-marketing-(492).html
Everyone is conscious of you are the bride,
so don’t worry about your mother carrying white or a full skirt
alongside you.
https://je-sf-tall-marketing-728.b-cdn.net/research/je-marketing-(101).html
The high-end retailer sells loads of coveted luxury brands like Monique Lhuillier,
THEIA, Jenny Packham, Badgley Mischka and extra.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(351).html
Beading in tones of blue, grey, and silver add dimension and sophisticated sparkle to this flattering mesh column gown.
https://fr-asia-5.lon1.digitaloceanspaces.com/research/asia-business-(2441).html
Here’s one other one of the best mother-of-the-bride clothes you can buy
online.
https://je-tal-marketing-885.lon1.digitaloceanspaces.com/research/je-marketing-(162).html
This also helps go away time for shipping in case the costume takes longer than anticipated to arrive.
Top xxx sites bieden veilige en premium inhoud voor volwassenen. Ontdek veilige sites voor een kwaliteitservaring.
my web-site :: best anal porn site
https://fr-well-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2505).html
A structured gown will all the time be flattering, especially one which nips you on the waist like this stylish frock from Amsale.
https://fr-well-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-france-(656).html
The bridesmaids collected the recipes and created them right
into a newlyweds cookery book that they gave the couple up their day.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-825/research/je-marketing-(417).html
Another floral option for you , but this time in a
match and flare type.
https://fr-well-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-france-(890).html
The modern silk materials glides seamlessly over your determine,
however an ankle-length skirt, excessive neckline and draped sleeves hold issues modest.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1586).html
With cap sleeves and an phantasm neckline, this fitted blue beauty was perfect for this D.C.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-782/research/je-marketing-(284).html
For a mom, watching your daughter walk down the aisle and marry the love of her life is
an unforgettable moment.
https://je-tal-marketing-922.lon1.digitaloceanspaces.com/research/je-marketing-(290).html
With over 5 years of expertise in bridal, she is an expert on all
issues trend.
https://je-tal-marketing-945.lon1.digitaloceanspaces.com/research/je-marketing-(409).html
This also helps depart time for transport in case the gown takes
longer than expected to reach.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-5/research/je-marketing-(409).html
Light, sunny, and often full of flowers, and so they often use
pastel colors inspired by springtime blooms.
Доставка дизельного топлива https://ng-logistic.ru для строительных компаний, сельхозпредприятий, автопарков и промышленных объектов. Подберём удобный график поставок, рассчитаем объём и поможем оптимизировать затраты на топливо. Только проверенные поставщики, стабильное качество и точность дозировки. Заявка, согласование цены, подача машины — всё максимально просто и прозрачно.
https://fr-accounting-14.tor1.digitaloceanspaces.com/research/business-world-(1615).html
On the opposite hand, If you’re curvy or apple-shaped, versatile
costume kinds like a-line and empire waist will work wonders for you.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-826/research/je-marketing-(7).html
The next factor you have to consider when purchasing around for attire is
the form of the dress.
Доставка торфа https://bio-grunt.ru и грунта по Москве и Московской области для дач, участков и ландшафтных работ. Плодородный грунт, торф для улучшения структуры почвы, готовые земляные смеси для газона и клумб. Быстрая подача машин, аккуратная выгрузка, помощь в расчёте объёма. Работаем с частными лицами и организациями, предоставляем документы. Сделайте почву на участке плодородной и готовой к посадкам.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(601).html
It has a wonderful cut that enhances all the proper places.
https://fr-asia-1.nyc3.digitaloceanspaces.com/research/asia-business-(171).html
For the mother whose style is sleek and minimal, go for a gown with an architectural silhouette in her favorite
shade.
Строительство домов https://никстрой.рф под ключ — от фундамента до чистовой отделки. Проектирование, согласования, подбор материалов, возведение коробки, кровля, инженерные коммуникации и внутренний ремонт. Работаем по договору, фиксируем смету, соблюдаем сроки и технологии. Поможем реализовать дом вашей мечты без стресса и переделок, с гарантией качества на все основные виды работ.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-2/research/je-marketing-(331).html
Shimmering metallic tones are excellent for a fall
or winter wedding ceremony.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(438).html
Impressive beading and an alluring neckline make this style worthy of even the fanciest of black-tie weddings.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(206).html
The costume has flattering free chiffon sleeves, a relaxed tie waist, and complex beading work.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-782/research/je-marketing-(495).html
For her mother, it involved a beaded silver gown match for a queen.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-801/research/je-marketing-(317).html
Black is pretty much accepted nowadays, no matter the
occasion.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1565).html
You can go for prints, and flowers should you like that style.
https://fr-world-3.atl1.digitaloceanspaces.com/research/cake-(1159).html
Talk to your daughter or future daughter- in-law to get a feel for the visible she’s
trying to create.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-10/research/je-marketing-(468).html
Usually a nice knee length costume is perfect to beat the recent weather.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2563).html
Many of the choices above would allow you to to cover
somewhat bit of a tummy.
https://je–marketing-834.lon1.digitaloceanspaces.com/research/je-marketing-(234).html
From the trumpet reduce to the swirled-lace embroidery and the sheer bow at the back, this mom’s slate robe was all concerning the particulars.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(249).html
After all, you don’t wish to blend in with the bridesmaids and occasion decor.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-7/research/je-marketing-(157).html
This sweet and elegant midi with a built-in cape would look just as chic paired with an evening shoe
as it would with a floor-length maxi.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-828/research/je-marketing-(89).html
So, you’ll want to put on something that doesn’t conflict with the
rest of the group in photographs.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4596).html
The flowy silhouette and flutter sleeves hit the perfect playful notice for spring
and summer time celebrations.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(36).html
When first beginning to plan your mom of the bride outfit, look to the wedding location itself for inspiration.
https://je-tal-marketing-907.lon1.digitaloceanspaces.com/research/je-marketing-(257).html
As the mom of the bride, eyes will be on you nearly as a lot as they are going to
be on the happy couple.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(897).html
Otherwise, photos will seem off-balanced, and it might be misconstrued that one mom
is making an attempt to outshine or outdo the opposite.
https://je-tal-marketing-953.lon1.digitaloceanspaces.com/research/je-marketing-(148).html
As the mom of the bride, your role comes with massive duties.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(546).html
Now, I simply want to remember all this when my son will get married.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(17).html
This costume comes with a sweater over that can be
taken off if it will get too scorching.
https://je-tal-marketing-933.lon1.digitaloceanspaces.com/research/je-marketing-(66).html
The shape of your gown can hide everything from a small bust to massive hips.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-789/research/je-marketing-(317).html
Find jacket dresses in champagne, orchid, pink, lavender, or
navy for women of all ages.
https://fr-box-8.sgp1.digitaloceanspaces.com/research/paris-(3773).html
Metallics are an excellent alternative to neutrals, as
are floral prints in complementary hues.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(392).html
Jovani presents you the top very finest quality MOB robes for a low worth.
https://fr-well-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-france-(933).html
I even have 2 children who have definitely the age of getting maried 30 and 34.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-2/research/je-marketing-(473).html
This funky floral print mother-of-the-bride costume offers us all of the ’70s vibes .
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3139).html
Look for attire in champagne, navy and even black (yes, it is
totally trendy to put on black to a wedding!) for a refined shade palette.
https://je-tall-marketing-838.lon1.digitaloceanspaces.com/research/je-marketing-(119).html
Sheer stretch tulle and cap sleeves at the neckline
add an attention grabbing element, giving the phantasm of a strapless look.
https://je-tal-marketing-935.lon1.digitaloceanspaces.com/research/je-marketing-(41).html
Many of the choices above would allow you to to cover a little little bit of
a tummy.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2591).html
From neutral off-white numbers to bold, punchy, and fashion-forward designs,
there’s one thing here that can suit her fancy.
https://je-tal-marketing-926.lon1.digitaloceanspaces.com/research/je-marketing-(452).html
Cream is another choice or skirt and high in a black and white mixture.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3212).html
Black can be one other risky colour, but can work completely nicely at more formal weddings.
https://fr-asia-10.syd1.digitaloceanspaces.com/research/asia-business-(4762).html
Choose a robe with structure that holds its shape all on its own.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(331).html
For her daughter’s art-filled Washington, D.C., wedding ceremony, this mother
of the bride , donned a quirky, multi-patterned Oscar de la Renta robe.
https://fr-asia-9.blr1.digitaloceanspaces.com/research/asia-business-(4137).html
This sheath dress and sequin capelet mixture boasts a modest neckline and high-slit skirt making it without delay refined
and horny.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(134).html
MISSMAY creates beautiful vintage fashion clothes that might be worn time and again in almost any setting.
https://je-sf-tall-marketing-728.b-cdn.net/research/je-marketing-(425).html
If you like your legs, you could need to go with an above-the-knee
or just-below-the-knee dress.
https://fr-koera-2.sfo3.digitaloceanspaces.com/feed.xml
It can be used for any event, and the fashion of it is excellent for the mom
of the bride.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-785/research/je-marketing-(377).html
Matching your MOB gown is a enjoyable method to show you consideration to element.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3769).html
Always gown for consolation and to please what the bride has
in mind.
https://fr-accounting-3.atl1.digitaloceanspaces.com/research/Accounting-market-(1470).html
“She purchased it on a whim and ended up successful,” the bride stated.
https://fr-asia-10.syd1.digitaloceanspaces.com/research/asia-business-(4609).html
As versatile as is elegant, this icy blue frock
is the right transition piece to take you from the ceremony to the reception.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-793/research/je-marketing-(180).html
There often aren’t any set guidelines in phrases of MOB
outfits for the marriage.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(143).html
Don’t be afraid of something oversized—the massive bow of this robe will flatter small busts, and make waists and arms appear petite in comparison.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-813/research/je-marketing-(128).html
Another essential tip for dressing on your daughter’s massive day is to let her bridal style information you.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1945).html
The thing in regards to the gold hue is that it’s naturally attractive!
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(230).html
So, you’ll want to put on something that doesn’t clash with the the rest of the group in pictures.
https://fr-world-6.ams3.digitaloceanspaces.com/research/cake-(2536).html
Dillards is a good place to verify out if you’re on the
lookout for something larger end.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(46).html
The mom of the bride clothes come in all several types
of sleeves.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(4).html
Discover stylish jumpsuits and attire with complementing jackets, fascinators, sneakers and equipment to finish your look.
https://je-tal-marketing-897.lon1.digitaloceanspaces.com/research/je-marketing-(172).html
Metallics are a great various to neutrals, as are floral prints
in complementary hues.
https://je-tal-marketing-941.lon1.digitaloceanspaces.com/research/je-marketing-(227).html
Inspired by Old Hollywood glamour, it’ll fit right in at a black tie
wedding ceremony.
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3130).html
Make it pop with a blinged-out pair of heels and matching accessories.
https://je-tal-marketing-907.lon1.digitaloceanspaces.com/research/je-marketing-(44).html
Here are 10 of the most effective mother of the bride dresses for this yr.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(366).html
Sparkling evening robe options an allover
beaded design with a modest v-neckline and quick sleeves.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-3/research/je-marketing-(431).html
For her mother, it involved a beaded silver
gown fit for a queen.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-6/research/je-marketing-(462).html
The knotted entrance element creates a faux wrap silhouette accentuating the waist.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-808/research/je-marketing-(439).html
For a beautiful look, choose a celebratory design featuring lace and lengthy sleeves.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-1/research/je-marketing-(364).html
Ask your son for his enter, and/or reach out to your future daughter-in-law that can help
you pick a gown.
https://je-tal-marketing-968.lon1.digitaloceanspaces.com/research/je-marketing-(325).html
Cue the confetti as we’ve received EVERYTHING you want for the special
day.
новости беларуси 2025 последние новости беларуси
Обновленный kra48 обеспечивает обход блокировок через автоматический редирект на актуальный защищенный онион адрес внутри Tor сети анонимизации.
https://je-tal-marketing-907.lon1.digitaloceanspaces.com/research/je-marketing-(207).html
Make sure you’re each sporting the identical formality of gown as properly.
Геосинтетические материалы https://stsgeo.ru для строительства купить можно у нас с профессиональным подбором и поддержкой. Продукция для укрепления оснований, армирования дорожных одежд, защиты гидроизоляции и дренажа. Предлагаем геотекстиль разных плотностей, георешётки, геомембраны, композитные материалы.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-803/research/je-marketing-(368).html
Sweet and complex, this robe wows with its bold
tone and traditional silhouette.
https://je-tal-marketing-935.lon1.digitaloceanspaces.com/research/je-marketing-(481).html
This black costume is ideal if you’re looking for one thing more
classic.
https://fr-well-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-france-(992).html
Colors similar to fuchsia, green and silver are just a few ideas!
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-800/research/je-marketing-(481).html
Even better, it’ll look nice paired with heeled or
flat sandals—whichever helps you feel your best on the dance floor.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(371).html
Neither a daytime event nor a proper summer evening soiree requires a full-length robe.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1310).html
Florals set on black or dark backgrounds feel no much less romantic however definitely deliver the delightfully surprising.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(523).html
Karen Kane has beautiful choices that look a little more casual if
you’re not in search of a full robe.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-818/research/je-marketing-(154).html
If you are undecided where to start out (or you simply
want to see what’s out there), think about us your private stylist.
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(391).html
Florals set on black or darkish backgrounds really feel no much
less romantic however certainly bring the delightfully unexpected.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(193).html
Before you start your search (around the six- to eight-month mark), brush up on mother-of-the-bride attire etiquette.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4768).html
Are you looking for mom of the bride robes for summer time seashore wedding?
https://fr-tour5.lon1.digitaloceanspaces.com/research/star-(2452).html
It is customary to keep away from wearing white on your children’s wedding ceremony day.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3514).html
You’ll simply glow in this shimmering gold gown by Aidan Mattox.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-2/research/je-marketing-(174).html
In years passed by, being mother of the bride has meant frumpy frocks and ill-fitting
costume suits, but no more!
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(411).html
The bridesmaids at this at-home Kentucky wedding sparkled in gold-sequined mini
dresses.
https://marketing-research2.ams3.digitaloceanspaces.com/research/research-for-asia-study-(1565).html
Browse our top choices and purchase your favourite
proper on the spot.
https://fr-accounting-2.sfo3.digitaloceanspaces.com/research/Accounting-market-(589).html
If you want the whole outfit then undoubtedly check out Dillards.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(353).html
Red Dress has some very lovely and stylish dresses,
and they are inexpensive.
https://fr-accounting-12.sfo3.digitaloceanspaces.com/research/business-world-(957).html
For her daughter’s art-filled Washington, D.C.,
wedding, this mom of the bride , donned a unusual, multi-patterned
Oscar de la Renta robe.
https://towing.com.pl
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(46).html
If full skirts and punchy prints aren’t your mom’s go-to, attempt a press release sleeve.
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1220).html
With over 3000 shops in the united states and worldwide, shopping has become really easy.
https://je-tall-marketing-855.tor1.digitaloceanspaces.com/research/je-marketing-(466).html
Celebrate their massive day in type with our Mother of the Bride or Groom outfits.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-818/research/je-marketing-(433).html
But I will not choose any of the outfits you could have shown.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(308).html
Most essential factor is that you’re comfortable and never
going to over heat.
https://je-tal-marketing-964.lon1.digitaloceanspaces.com/research/je-marketing-(185).html
This will help her discover the complementary ensemble and forestall her from being over or underdressed.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(52).html
But I won’t select any of the outfits you’ve shown.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4374).html
When buying on-line enable time for supply and any alterations to be made.
https://je-tal-marketing-890.lon1.digitaloceanspaces.com/research/je-marketing-(462).html
David’s Bridal provides convenient online and in-person shopping experiences.
https://je-tal-marketing-930.lon1.digitaloceanspaces.com/research/je-marketing-(121).html
Spring and summer weddings name for delicate tones, floral motifs,
and a romantic flair.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2334).html
Spring mother of the bride attire are going to depend on how sizzling or chilly your springs are.
https://je-tall-marketing-838.lon1.digitaloceanspaces.com/research/je-marketing-(8).html
Jovani is a classy yet simple model that caters to the fashionable girl.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-813/research/je-marketing-(187).html
Moms who want to give somewhat drama, contemplate vivid
hues and assertion options.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(3000).html
Another gown with ruching for you as I think ruched kinds are so flattering.
https://je-tal-marketing-886.lon1.digitaloceanspaces.com/research/je-marketing-(12).html
A fit-and-flare silhouette will intensify
your figure however nonetheless feel gentle and airy.
https://je-tal-marketing-922.lon1.digitaloceanspaces.com/research/je-marketing-(123).html
Talk about colour, sample, style, and level of ritual so your clothes feel harmonious.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3885).html
The beaded flowers down one side add a tactile contact of luxurious to the column gown .
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-809/research/je-marketing-(99).html
Speak to your daughter in regards to the really feel of the
marriage day; is it a black tie affair?
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(422).html
Florals set on black or dark backgrounds really feel no less romantic but certainly bring the delightfully unexpected.
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(143).html
This mom also wore Nigerian attire, and paired her lace
wrap gown with a chartreuse gele.
https://je-tal-marketing-971.lon1.digitaloceanspaces.com/research/je-marketing-(94).html
Sheer stretch tulle and cap sleeves at the neckline add an attention grabbing detail, giving the
illusion of a strapless look.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-6/research/je-marketing-(411).html
Both the mom of the bride and the mother of the groom selected
striking robes with embellishment and illusion necklines for this outside celebration.
https://fr-size-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3540).html
The straight hemline at the bottom falls just above the ankles and the sleeves cease right after
the elbows.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-799/research/je-marketing-(201).html
This off-the-shoulder type would look great with a pair of strappy stilettos and shoulder-duster earrings.
https://fr-korea-5.lon1.digitaloceanspaces.com/research/beauty-(2414).html
It’s obtainable in a variety of colours, from “champagne” (off-white)
to navy.
https://je-tal-marketing-978.lon1.digitaloceanspaces.com/research/je-marketing-(246).html
And lastly, don’t fear about trying to only ‘age-appropriate’ boutiques.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(324).html
The modern silk material glides seamlessly over your determine,
but an ankle-length skirt, excessive neckline and draped sleeves hold issues modest.
https://je-sf-tall-marketing-727.b-cdn.net/research/je-marketing-(151).html
Beach weddings are extra laid-back and informal than different types of nuptials—and a formal dress would feel out of place.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(470).html
Pink anemones and blue and yellow wildflower buds accented this
beautiful black dress worn by the mother of the bride.
https://je-tal-marketing-964.lon1.digitaloceanspaces.com/research/je-marketing-(175).html
Some ladies favor to put on a dress, whereas others prefer separates…and both are great options!
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3589).html
Another floral possibility for you , however this time in a fit and flare style.
https://je-tal-marketing-899.lon1.digitaloceanspaces.com/research/je-marketing-(33).html
It is a day that every mom desires to both look her best possible and let her youngster shine the brightest.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-787/research/je-marketing-(28).html
However, you must wait to hear from the bride’s mom before
you start.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-808/research/je-marketing-(495).html
Frumpy, shapeless mother of the bride attire are a factor of the past!
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(123).html
From modest clothes to something with a bit more
aptitude The Dress Outlet prides itself on having an extensive gallery of Mother of the
Bride Dresses.
Доставка грузов https://avalon-transit.ru из Китая «под ключ» для бизнеса и интернет-магазинов. Авто-, ж/д-, морские и авиа-перевозки, консолидация на складах, проверка товара, страхование, растаможка и доставка до двери. Работаем с любыми партиями — от небольших отправок до контейнеров. Прозрачная стоимость, фотоотчёты, помощь в документах и сопровождение на всех этапах логистики из Китая.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-803/research/je-marketing-(207).html
Opt for non-creasing, moveable materials such as scuba or lace, teamed with fashionable but sensible sneakers
for that added touch of glamour.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(429).html
The gown has flattering free chiffon sleeves, a relaxed tie
waist, and complex beading work.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-806/research/je-marketing-(87).html
Light, sunny, and often filled with flowers, they usually often use
pastel colors impressed by springtime blooms.
https://fr-well-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1070).html
This glamorous gown in warm and wealthy gold complements all skin tones and
pairs fantastically with gold and silver accessories.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(211).html
Don’t be concerned with having everything match completely.
https://marketing-research.lon1.digitaloceanspaces.com/research/research-for-asia-study-(1105).html
But for others, it’s restrictive, it feels too formal, and sometimes, it finally ends up being rather costly too.
https://je-tal-marketing-938.lon1.digitaloceanspaces.com/research/je-marketing-(257).html
This dress’ dreamy chiffon cape feels ceremonial and refined, and is
well eliminated to disclose a slinkier metallic sheath underneath for dinner and dancing.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(750).html
Is your mum apprehensive about showing her upper arms on the large day?
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(233).html
Choose a timeless look, similar to a mermaid fishtail gown.
https://je-tal-marketing-885.lon1.digitaloceanspaces.com/research/je-marketing-(188).html
So, go ahead, and let the natural shine of your costume converse quantity for you.
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(34).html
Most important thing is that you’re snug and
never going to over heat.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://www.binance.com/register?ref=IHJUI7TF
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(282).html
A gown with jewels at the neckline alleviates the need for a necklace or a great
deal of other extras.
https://je-sf-tall-marketing-731.b-cdn.net/research/je-marketing-(14).html
Jovani is a classy but easy brand that caters to the
modern woman.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2290).html
To help you in your search, we’ve carried out the exhausting work for
you!
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(170).html
If you’re a Nordstrom common, you’ll be pleased to know the beloved retailer has an in depth
assortment of mother-of-the-bride attire.
https://je-tal-marketing-961.lon1.digitaloceanspaces.com/research/je-marketing-(183).html
Whatever the scenario, when you’ll have the ability to attend a marriage, you’ll need to
look your finest.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(33).html
The distinction between these two gowns is in how they are selected.
https://je-tal-marketing-961.lon1.digitaloceanspaces.com/research/je-marketing-(192).html
Encourage your mother to have slightly enjoyable when dressing on your ceremony or rehearsal dinner.
https://fr-box-8.sgp1.digitaloceanspaces.com/research/paris-(3727).html
We asked some wedding ceremony trend experts to determine what a
MOB should put on on the large day.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-2/research/je-marketing-(325).html
Her mother, Rita, opted for this champagne-hued gown that
was equally as ethereal.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2478).html
Are you in search of mother of the bride robes for summer season seashore wedding?
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(433).html
For a mom, watching your daughter walk down the aisle and marry the love of her life is an unforgettable second.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1809).html
From impartial off-white numbers to bold, punchy, and fashion-forward designs, there’s one thing here that will swimsuit her fancy.
https://je-tal-marketing-913.lon1.digitaloceanspaces.com/research/je-marketing-(419).html
Besides, is there anything better than mother/daughter shopping?
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-1/research/%EF%B8%8Fje-marketing-(135).html
Think oh-so-elegant luggage and fascinators that’ll complete your Mother
of the Bride outfit in serious fashion.
https://je-tal-marketing-941.lon1.digitaloceanspaces.com/research/je-marketing-(264).html
Take inspiration from the bridesmaid clothes and converse to your daughter to get some concepts
on colours that can work well on the day.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4478).html
Wear yours with heels in a neutral tone and delicate shoulder-grazing earrings.
https://je-sf-tall-marketing-730.b-cdn.net/research/je-marketing-(178).html
We requested some wedding style consultants to find out what a MOB should
wear on the large day.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(2819).html
Keep in thoughts that many web sites let you filter dresses by color, silhouette, length, and neckline.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-9/research/je-marketing-(61).html
If the Bridesmaids are in a cornflower blue, for instance, a navy and cornflower
outfit would look nice in the pictures.
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3333).html
Black is pretty much accepted these days, irrespective
of the occasion.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(673).html
For the mom who likes to look put collectively and modern, a jumpsuit in slate gray is
bound to wow.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-814/research/je-marketing-(361).html
Use the filters to type by silhouette, neckline, material, and
length.
https://fr-tour5.lon1.digitaloceanspaces.com/research/star-(2383).html
From the floor-sweeping A-line skirt to the on-trend off-the-shoulder sleeves,
there’s a lot to like.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(475).html
In brief, sure, however only if it goes with the texture of the day.
https://fr-accounting-12.sfo3.digitaloceanspaces.com/research/business-world-(513).html
This light gray is ideal for the mom of the bride dress.
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2534).html
You do not wish to wait until final minute to get your
gown in your child’s wedding.
https://je-tall-marketing-866.lon1.digitaloceanspaces.com/research/je-marketing-(185).html
For the mother who likes to look put together and trendy,
a jumpsuit in slate gray is bound to wow.
https://je-tal-marketing-955.lon1.digitaloceanspaces.com/research/je-marketing-(93).html
She’s a superhero to you and your complete household, so why not let her costume the half.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(462).html
This brocade robe draws the attention to all the best places—from a hint of pores and skin on the
shoulder to a ruched waist.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4670).html
Wear yours with grass-friendly shoes like block heels or woven wedges.
https://fr-asia-9.blr1.digitaloceanspaces.com/research/asia-business-(4384).html
We are picturing this beautifully embroidered gown for a backyard or garden marriage ceremony set among romantic flowers
and wealthy greenery.
https://je-tal-marketing-937.lon1.digitaloceanspaces.com/research/je-marketing-(265).html
This deco-inspired robe will shimmer in pictures and
stun on the dance ground.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(446).html
You can complement it in numerous ways, from a
simple no-makeup look to daring purple lipstick paired with smokey eyes and a lot more.
https://je–marketing-834.lon1.digitaloceanspaces.com/research/je-marketing-(432).html
Reviewers describe it as very slimming and say
the beadwork is exquisite.
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(351).html
You could, in fact, choose a maxi gown in your special day.
https://je-tal-marketing-931.lon1.digitaloceanspaces.com/research/je-marketing-(55).html
It’s available in a spread of colors, from “champagne” (off-white) to navy.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4519).html
This gorgeous gown is created from double-stretch
Mikado for a streamlined, comfortable fit.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2877).html
Also, a lace shirt and fishtail skirt is a classy choice that has “elegance” weaved into its seams.
https://t.me/s/IZZI_officials
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1677).html
Weddings are very special days not just for brides and grooms,
however for their mothers and grandmothers, too.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(443).html
This will help her find the complementary
ensemble and forestall her from being over or underdressed.
https://je-tal-marketing-960.lon1.digitaloceanspaces.com/research/je-marketing-(329).html
Grab wonderful online deals on mom of the bride dresses now and get free shipping within the United States.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-5/research/je-marketing-(36).html
Adhere to the costume code, and look to bridesmaids or the wedding robe for steering on bold patterns or embellishments.
https://fr-well-1.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-france-(230).html
A navy cut-out overlay added a cool geometric sample to a blush pink skirt.
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1406).html
There usually aren’t any set rules in relation to MOB
outfits for the wedding.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-4/research/je-marketing-(260).html
Always think about the kinds of sleeves and straps you ought to have on your gown.
https://fr-accounting-2.sfo3.digitaloceanspaces.com/research/Accounting-market-(518).html
When buying on-line permit time for supply and any alterations to be
made.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3139).html
You should go for some bright colours, or in case your daughter has a shade picked out for you then go with that.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1596).html
“I said proper then I would wear it one day,” she recalled.
https://je-tal-marketing-937.lon1.digitaloceanspaces.com/research/je-marketing-(124).html
In basic, you’ll do your greatest to keep away from matching with the bridesmaids or the
mothers of the couple getting married.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-782/research/je-marketing-(211).html
Although it’s completely fine to wear pants on the marriage ceremony, nothing says get together like as a costume.
https://je-tal-marketing-933.lon1.digitaloceanspaces.com/research/je-marketing-(324).html
They are a great place to take a glance at if you’re on the lookout for
good high quality clothes.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-806/research/je-marketing-(287).html
You will want to wear lighter colors, or no matter your daughter suggests.
https://fr-tour-2.sfo3.digitaloceanspaces.com/research/star-(634).html
There isn’t any set do’s and don’ts in relation to color, only to keep away from white.
https://je–marketing-834.lon1.digitaloceanspaces.com/research/je-marketing-(123).html
This MOB dress falls slightly below the knee, so take the
opportunity to indicate off a killer pair of heels.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(192).html
For her daughter’s art-filled Washington, D.C., wedding,
this mother of the bride , donned a quirky, multi-patterned Oscar de la Renta
gown.
https://fr-well-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2803).html
You can complement it in a number of ways, from a simple no-makeup look to bold pink lipstick
paired with smokey eyes and a lot more.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-10/research/je-marketing-(331).html
When first starting to plan your mother of the bride outfit,
look to the marriage location itself for inspiration.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(153).html
Our Mother of the Bride Dresses includes a huge collection of formal
robes and clothes that match into any price range.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3577).html
Looking at summer mom of the bride clothes which are a step away from the norm?
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1605).html
To inspire your mother’s personal decide, we have rounded up a collection of gowns that actual mothers wore on the large day.
https://fr-tour-3.atl1.digitaloceanspaces.com/research/star-(1337).html
Look for clothes in champagne, navy and even black (yes, it is totally modern to wear black to a wedding!) for
a refined color palette.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2930).html
Here’s another probably the greatest mother-of-the-bride
clothes you ought to purchase on-line.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(210).html
Next, consider what silhouettes work finest for your physique
kind and what features you’d like to spotlight.
https://fr-size-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-small-(2539).html
An imported diamond within the tough, the Adrianna Papell Floral Beaded Gown is
a real stunner.
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1951).html
If you’re in a pinch, many e-commerce sites like
Net-a-Porter or Nordstrom provide rush delivery.
https://fr-tour-2.sfo3.digitaloceanspaces.com/research/star-(690).html
Whether you’ve your heart on embroidery, embellishment, sequin, or
ruched silk smoothness, golden clothes look nice in all styles and designs.
https://fr-world-9.blr1.digitaloceanspaces.com/research/cake-(4344).html
Shimmering metallic tones are good for a fall or winter wedding.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(428).html
As a mom, watching your son or daughter get married will be one of the most
joyful experiences in your life.
https://je-tal-marketing-965.lon1.digitaloceanspaces.com/research/je-marketing-(281).html
Much just like the mother of the groom, step-mothers of both the bride or
groom ought to follow the lead of the mom of the bride.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4091).html
If full skirts and punchy prints aren’t your mom’s go-to, attempt a press release sleeve.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-799/research/je-marketing-(374).html
Do you favor to put on gentle and ethereal colors
or do you gravitate towards darker shades?
https://je-tal-marketing-962.lon1.digitaloceanspaces.com/research/je-marketing-(463).html
A common rule for a wedding is that something too
long or too brief is a no-go.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(373).html
Remember, you will take a glance at these photographs in years to return.
https://je-tall-marketing-824.tor1.digitaloceanspaces.com/research/je-marketing-(211).html
From reasonably priced and classy to designer and conventional,
these are our favourite bow ties for weddings.
https://je-tal-marketing-929.lon1.digitaloceanspaces.com/research/je-marketing-(177).html
This type is available in a good choice of colours from neutrals and pastels to brights.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(272).html
Here are 10 of the best mom of the bride attire for this year.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3133).html
Its expansive selection, becoming match and stylish
design deem Montage the chief in Mother of the Bride and Mother of
the Groom dress collections.
https://je-tal-marketing-971.lon1.digitaloceanspaces.com/research/je-marketing-(313).html
Consider selecting a look that can remodel from the ceremony to the reception.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2156).html
Inspired by daring flowers, a blooming print pops off each inch
of this strapless ball robe, from the illusion plunge corset bodice
to the full, sweeping skirt.
https://je-tal-marketing-959.lon1.digitaloceanspaces.com/research/je-marketing-(118).html
But, if I may add some personal advice, ENJOY the journey and strategy of it.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1513).html
While you don’t want to seem like a bridesmaid , it is savvy to tie in your look
with the texture and color palette of the marriage.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4980).html
You should buy lengthy sleeves, an extended lace mom of the bride
gown, or a stunning ballgown with a boat neckline.
https://fr-size-05.lon1.digitaloceanspaces.com/research/%EF%B8%8F-small-(2211).html
From neutral off-white numbers to bold, punchy, and fashion-forward designs, there’s something here that will go properly with her fancy.
https://je-tal-marketing-891.lon1.digitaloceanspaces.com/research/je-marketing-(460).html
Oleg Cassini, exclusively at David’s Bridal Polyester, spandex
Back zipper; absolutely lined Hand wash Imported.
https://je-tal-marketing-959.lon1.digitaloceanspaces.com/research/je-marketing-(184).html
You do not need to purchase a mother-of-the-bride costume
if the considered it sitting untouched in your
closet after the massive day is unappealing.
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1758).html
For this romantic wedding ceremony at Brooklyn’s Wythe Hotel, the bride’s mother chosen a short-sleeved, full-length teal gown.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4178).html
This two-piece silhouette fashion flows superbly over the body and has
a v-shaped again opening that closes with a hid zipper.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-828/research/je-marketing-(295).html
This ought to offer you plenty of time to analysis, try on,
order, and alter any gown you discover yourself purchasing.
https://je-tal-marketing-975.lon1.digitaloceanspaces.com/research/je-marketing-(385).html
A fit-and-flare silhouette will accentuate your figure however still feel
mild and ethereal.
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(489).html
Discover our hand-picked collection of mom of the bride clothes and you’re
assured to be best-dressed – other than the bride, of course!
Последние изменения: платформа вопросов и ответов
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-5/research/je-marketing-(408).html
Add a pop of colour with trendy cranberry tones and usher in metallic touches with gold.
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(194).html
If you want a long mother of the bride dress, try this long sequin lace mock costume.
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2553).html
Jovani Plus measurement mother of the bride clothes
fits any physique sort.
https://fr-tour-2.sfo3.digitaloceanspaces.com/research/star-(787).html
Then, let the formality, season and venue
of the wedding be your guide.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-2/research/je-marketing-(188).html
You should keep in mind the formality, theme, and decor color
of the wedding whereas on the lookout for the dress.
https://je-tall-marketing-828.fra1.digitaloceanspaces.com/research/je-marketing-(392).html
Weddings may be very different right now, relying on the place you reside.
https://je-tal-marketing-948.lon1.digitaloceanspaces.com/research/je-marketing-(22).html
Inspired by daring flowers, a blooming print pops off each inch of this strapless ball
gown, from the illusion plunge corset bodice to the full, sweeping
skirt.
https://fr-well-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1499).html
This retro and chic cocktail costume includes a full-lace overlay
perfect for an evening marriage ceremony.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2560).html
As the groom’s mom, you’ll wish to let the mom of the bride take the lead during
the dress purchasing course of.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4481).html
Whether you have your heart on embroidery, embellishment, sequin, or ruched silk smoothness, golden clothes look nice in all kinds and
designs.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-786/research/je-marketing-(45).html
This gown in timeless black is flocked with shimmering sequins and eyecatching beadwork.
Thanks for the auspicious writeup. It if truth be told was a amusement account it. Glance advanced to more brought agreeable from you! By the way, how could we keep up a correspondence?
wisenet viewer
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(518).html
Your costume ought to complement or distinction the color scheme rather than match it.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-798/research/je-marketing-(373).html
With over 3000 shops in the united states and worldwide, shopping has become so easy.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(449).html
This combination is especially great for summer season weddings.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-787/research/je-marketing-(248).html
A traditional evening dress with the right neckline, colors, and sleeve size will add to
your final outfit.
https://je-tal-marketing-942.lon1.digitaloceanspaces.com/research/je-marketing-(437).html
This mom’s robe featured a striped off-the-shoulder neckline that
was a beautiful complement to the bride’s own wedding ceremony gown.
https://fr-tour5.lon1.digitaloceanspaces.com/research/star-(2042).html
Think about jewelry, footwear and purses – all issues that can assist make
your mom of the bride outfit unique.
https://je-tal-marketing-914.lon1.digitaloceanspaces.com/research/je-marketing-(424).html
Even as a guest to a marriage I even have made a few mistakes up
to now.
Today, I went to the beachfront with my children. I found a sea shell and gave it to my 4 year old daughter and said “You can hear the ocean if you put this to your ear.” She placed the shell to her ear and screamed. There was a hermit crab inside and it pinched her ear. She never wants to go back! LoL I know this is totally off topic but I had to tell someone!
admanager plus
https://je-tal-marketing-916.lon1.digitaloceanspaces.com/research/je-marketing-(8).html
The bride’s mother clearly had the colour palette in mind when she
selected this jade lace dress.
https://fr-accounting-11.nyc3.digitaloceanspaces.com/research/business-world-(72).html
Make sure you’ve the right gown, sneakers, and more to look good on the massive day.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1815).html
Weddings could additionally be very totally different right now, relying on where
you live.
https://fr-accounting-20.syd1.digitaloceanspaces.com/research/business-world-(4658).html
You might, of course, choose a maxi dress on your special day.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2621).html
If you haven’t heard from her by about five months earlier than the wedding, don’t
be afraid to succeed in out and ask for an update on the costume code.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(96).html
Beach weddings tend to be barely more casual
or bohemian in fashion than conventional weddings.
https://fr-size-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3974).html
Summer mother of the bride attire are usually full of shiny floral patterns that look great.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4713).html
Colors corresponding to fuchsia, green and silver are just a
few ideas!
This website definitely has all the information I needed about this subject and didn’t know who to ask.
palo alto globalprotect download
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1611).html
Look and feel really elegant on this lengthy gown without stealing all the eye from the bride.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2134).html
This should provide you with plenty of time to research, strive on, order,
and alter any dress you discover yourself purchasing.
Hello, all the time i used to check blog posts here early in the morning, since i enjoy to learn more and more.
citrix secure access
Альтернативные точки доступа кракен зеркало работают через автоматическое перенаправление на основной онион адрес с сохранением всех функций безопасности и шифрования соединения.
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2527).html
Weddings could additionally be very different right now, depending on the place you reside.
https://fr-well-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2854).html
Weddings are very particular days not only
for brides and grooms, however for his or her mothers and grandmothers, too.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-6/research/je-marketing-(226).html
Stick to a small but stately earring and a cocktail ring, and maintain further sparkle
to a minimum.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2520).html
If you need the whole outfit then definitely check out Dillards.
What’s up to all, it’s in fact a good for me to pay a quick visit this web page, it contains valuable Information.
watchguard ssl vpn download
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-3/research/je-marketing-(381).html
Everyone knows you are the bride, so don’t worry about your mom
carrying white or a full skirt alongside you.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(170).html
Weddings are very special days not just for brides
and grooms, however for their moms and grandmothers, too.
https://je-tall-marketing-836.lon1.digitaloceanspaces.com/research/je-marketing-(147).html
This gentle gray is ideal for the mother of the bride dress.
Hello to every body, it’s my first pay a visit of this blog; this web site consists of amazing and truly fine material for readers.
Qfinder Pro download
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4047).html
Experiment with strapless kinds, sudden lengths, or trendy jumpsuits.
https://je-tal-marketing-980.lon1.digitaloceanspaces.com/research/je-marketing-(294).html
Black is also another dangerous color, but can work completely properly at more formal weddings.
https://fr-korea-10.sfo3.digitaloceanspaces.com/research/beauty-(4991).html
You want her to really feel comfy on the big day—especially when it is time for wedding ceremony pictures.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3364).html
This mom of the bride outfit channels pure femininity.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1839).html
Many ladies are involved about exposing their upper arms.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1574).html
Follow the styling lead and pair yours with silver sandals and
a berry lip.
Hi there, this weekend is pleasant for me, for the reason that this occasion i am reading this enormous educational paragraph here at my residence.
fortinet vpn download
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2779).html
Then you’ll view your saved listings each time you login.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-812/research/je-marketing-(454).html
It’s usually common practice to avoid sporting white, ivory or cream.
https://je-tall-marketing-843.tor1.digitaloceanspaces.com/research/je-marketing-(74).html
You can always add a wrap if you don’t need to show off your arms.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4865).html
Today’s mother of the bride collections include figure-flattering frocks which are designed
to intensify your mum’s finest bits.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(999).html
From the floor-sweeping A-line skirt to the on-trend
off-the-shoulder sleeves, there’s so much to like.
This is very interesting, You are a very skilled blogger. I’ve joined your rss feed and look forward to seeking more of your excellent post. Also, I’ve shared your web site in my social networks!
forticlient on mac
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(415).html
This mom selected a royal blue robe with an phantasm neckline and
a floral overlay for a hanging big-day look.
[url=https://russiantaro.ru/]гадание Таро онлайн[/url] предоставляет точный прогноз по вашей проблеме одной картой. Узнайте правду о том, что вас волнует, и без задержек получить свой расклад. Наш сервис предлагает простой и удобный интерфейс, с интерпретацией результата для вашего запроса. Онлайн расклад на одну карту подходит для новичков и опытных пользователей, даёт ясность и понимание текущей ситуации. Выберите вопрос, сконцентрируйтесь и тяните карту, чтобы узнать, что готовит вам судьба. Толкование карт объясняет, что ожидает вас в будущем. Вы можете использовать расклад в любое время суток, с полной конфиденциальностью вашего запроса. Используйте расклад одной картой прямо сейчас, и откройте для себя мир точных предсказаний.
https://russiantaro.ru/
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3401).html
Our Mother of the Bride Dresses includes a vast
assortment of formal gowns and attire that fit into any finances.
https://fr-accounting-2.sfo3.digitaloceanspaces.com/research/Accounting-market-(871).html
(I don’t assume he will benefit from the journey of buying with
me).
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3651).html
While you don’t need to seem like a bridesmaid , it’s
savvy to tie in your look with the feel and color palette of the wedding.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(676).html
Read on for the most effective mother of the
bride attire for each season, physique type, and budget.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1127).html
Knowing slightly bit about what you’d prefer to wear
can help you slim down your decisions.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3211).html
The distinction between these two gowns is in how they’re selected.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3388).html
It is a day that each mother desires to each look her very best and let her
child shine the brightest.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1579).html
Take inspiration from the bridesmaid clothes and speak to your daughter to get some ideas on colours that
will work well on the day.
https://fr-accounting-15.lon1.digitaloceanspaces.com/research/business-world-(2272).html
But for others, it’s restrictive, it feels
too formal, and often, it ends up being somewhat expensive too.
https://latintests.net/
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1519).html
With that in thoughts, you are totally entitled to need an outfit that lives as a lot
as the big day.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3798).html
You ought to remember the formality, theme, and decor colour of the marriage whereas in search of the
gown.
[url=https://valeriakarat.ru/]Ясновидящая онлайн[/url] дарит уверенность и понимание в личной жизни, сеансы проводятся с максимальной концентрацией на вашем запросе, помогает решить проблемы с партнером и вернуть гармонию, вы получаете результат сразу после сеанса, любовь, отношения, брак — любые темы, опытные техники и энергетические практики помогают найти ответы, идеально подходит для оперативных решений, консультации помогают понять текущую ситуацию, доступно как разовое гадание, так и серия сеансов, связь через мессенджеры и видеозвонки, потомственная ясновидящая делится своими знаниями и опытом, консультации проводятся в комфортных условиях для клиента, любовная магия помогает восстановить отношения и гармонию, Валерия Карат помогает расставить приоритеты и выбрать правильное действие, онлайн сеанс легко провести из дома, каждый расклад сопровождается объяснениями и рекомендациями, работает с отношениями любого уровня сложности, вы получаете индивидуальный подход, расклад показывает четкий результат, вы можете доверять профессионализму Валерии Карат, онлайн гадание помогает с выбором партнера, карьерой и личными решениями.
https://valeriakarat.ru/
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4254).html
Keep things traditional or strive variations of the shades, like a champagne, rose gold, or shimmery charcoal.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(89).html
It is customary to keep away from carrying white in your children’s wedding day.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-10/research/je-marketing-(266).html
This hard-to-beat basic style is seamless for mothers of all ages to flaunt
an beautiful style assertion on their daughter’s D-day.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1698).html
Sort through our full number of dresses to search out
your good fit in many colors and any size.
https://fr-size-05.lon1.digitaloceanspaces.com/research/%EF%B8%8F-small-(2427).html
If you need the entire outfit then undoubtedly try
Dillards.
Хочешь айфон? iphone выгодное предложение на новый iPhone в Санкт-Петербурге. Интернет-магазин i4you готов предложить вам решение, которое удовлетворит самые взыскательные требования. В нашем каталоге представлена обширная коллекция оригинальных устройств Apple. Каждый смартфон сопровождается официальной гарантией производителя сроком от года и более, что подтверждает его подлинность и надёжность.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(3798).html
Dresses are made in stunning colours such as gold, red, and
blue and mom of the bride attire.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4002).html
They have the chic and simple mother of bride attire out there
through authenticated retailers or an official on-line retailer.
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(443).html
MOB etiquettes say if black flatters you, all–black can be your
go-to mom of the bride or mom of the groom in search of the special day.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2996).html
Searching for off-the-shoulder necklines or long
sleeves?
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-810/research/je-marketing-(40).html
Sheer stretch tulle and cap sleeves at the neckline add
an eye catching element, giving the illusion of a strapless look.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-788/research/je-marketing-(152).html
The mother of the bride’s Oscar de la Renta robe was such a
hit, it truly inspired the bridesmaids’ bouquets.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4818).html
Searching for off-the-shoulder necklines or long sleeves?
Подробнее в один клик: https://medim-pro.ru/analiz-enterobioz-kupit/
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4994).html
Talk to your daughter or future daughter- in-law to get a really feel for the visual she’s attempting to create.
I blog often and I seriously thank you for your information. The article has truly peaked my interest. I will take a note of your website and keep checking for new information about once a week. I subscribed to your Feed as well.
forticlient mac download
https://fr-korea-6.ams3.digitaloceanspaces.com/research/beauty-(2841).html
Read our reviews of 9 tie styles and colors, excellent for your
wedding.
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(326).html
The most secure wager is for the mother of the bride to wear an analogous shade to
the bridesmaids to stay on-theme.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2259).html
You can purchase lengthy sleeves, a protracted lace mom of the
bride gown, or a lovely ballgown with a boat neckline.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(877).html
However, many fashionable ladies use this recommendation as more of
a tenet than a strict rule.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2865).html
This surprisingly inexpensive mother-of-the-bride costume is ideal for a formal fall or winter marriage ceremony.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-812/research/je-marketing-(205).html
Use these as statement pieces, maybe in a brighter colour than the remainder of the outfit.
https://fr-korea-10.sfo3.digitaloceanspaces.com/research/beauty-(4665).html
But it’s essential to check in with the bride
earlier than you make any decisions.
https://fr-tour-3.atl1.digitaloceanspaces.com/research/star-(1244).html
Mother of the groom clothes are down to private alternative on the day.
https://fr-well-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2962).html
Everyone knows you are the bride, so don’t worry about your mother carrying white or a full skirt alongside you.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3145).html
You don’t want to wait till final minute to get your
dress for your kid’s wedding.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4462).html
You can match elegant strapless gowns with objects similar
to a jacket or shawl.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2543).html
Besides, is there anything better than mother/daughter shopping?
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1938).html
Our Mother of the Bride Dresses includes a huge collection of formal gowns and dresses that fit into any budget.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-8/research/je-marketing-(156).html
An occasion as special as your child’s marriage ceremony does not come around every day.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-145/research/je-tall-sf-marketing-(395).html
Both the mom of the bride and the mother of the groom selected
striking robes with embellishment and illusion necklines for this out of doors
celebration.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4363).html
MISSMAY creates beautiful vintage fashion dresses that can be worn over and over again in virtually any
setting.
https://je-sf-tall-marketing-732.b-cdn.net/research/je-marketing-(37).html
However, coordination is still essential for stylish pictures on the
large day.
https://je-tal-marketing-898.lon1.digitaloceanspaces.com/research/je-marketing-(365).html
Keep in mind that many web sites permit you to filter attire by shade, silhouette,
length, and neckline.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3489).html
Experiment with strapless kinds, surprising lengths, or trendy jumpsuits.
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3173).html
If you are seeking to splurge on a MOB gown, you’ll discover plenty of glam options right here.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2178).html
This gentle grey is ideal for the mother of the bride dress.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4560).html
The straight hemline at the backside falls just above the ankles
and the sleeves cease proper after the elbows.
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(432).html
It may be your beloved has to wait to get married, or the
occasion might be smaller.
Looking for a chat? emerald chat no login A convenient Omegle alternative for connecting with people from all over the world. Instant connection, random chat partners, interest filters, and moderation. Chat via video and live chat with no registration or payment required.
https://je-tall-marketing-837.lon1.digitaloceanspaces.com/research/je-marketing-(172).html
Regardless of her choice, chances are she has one, so be positive to know what it’s.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(641).html
This is more of a private selection that is determined
between you and your daughter.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4579).html
This will help her find the complementary ensemble and forestall her from being over or underdressed.
https://fr-box-8.sgp1.digitaloceanspaces.com/research/paris-(3803).html
A beautiful formal gown with cap sleeves and floral embroidery that trails from the excessive
neckline to the floor-grazing hem.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2934).html
Everyone is conscious of you’re the bride, so don’t fret about your mother sporting white or a full skirt alongside you.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(4469).html
Mother of the bride clothes needn’t really feel frumpy or overly conservative!
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3393).html
Even higher, it’ll look great paired with heeled or flat
sandals—whichever helps you are feeling your finest on the dance
floor.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4981).html
The gown has flattering free chiffon sleeves, a relaxed tie
waist, and complicated beading work.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-4/research/je-marketing-(88).html
You should buy long sleeves, a long lace mother of the bride gown, or a beautiful ballgown with
a boat neckline.
https://fr-box-3.atl1.digitaloceanspaces.com/research/paris-(1482).html
I would possibly play a role in my stepdaughter’s marriage ceremony or I might not.
https://je-tall-marketing-860.lon1.digitaloceanspaces.com/research/je-marketing-(380).html
As a mother of a daughter who’s already married, the shopping for both
her dress and mine was one of the highlights of the wedding planning.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3320).html
Find jacket clothes in champagne, orchid, pink, lavender,
or navy for girls of all ages.
Your article helped me a lot, is there any more related content? Thanks! https://www.binance.info/register?ref=IXBIAFVY
https://je-tal-marketing-887.lon1.digitaloceanspaces.com/research/je-marketing-(442).html
Kay Unger’s maxi romper combines the look of a maxi gown with pants.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-4/research/je-marketing-(280).html
One of our favourite issues about Karen Kane is that they’re dimension inclusive and have
options for all sizes.
https://fr-tour-1.nyc3.digitaloceanspaces.com/research/star-(459).html
However, the one rule for wearing sequin attire is to maintain accessories and
makeup subtle.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3091).html
Wear yours with heels in a impartial tone and delicate shoulder-grazing
earrings.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3180).html
The gown is figure-hugging and presents a easy silhouette.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4700).html
This off-the-shoulder type would look great
with a pair of strappy stilettos and shoulder-duster earrings.
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1983).html
As the mother of the bride, eyes will be on you virtually
as a lot as they will be on the pleased couple.
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1387).html
If you are a Nordstrom common, you will be happy to know the beloved retailer
has an in depth collection of mother-of-the-bride attire.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(927).html
This consists of most variations of white, similar to ivory and champagne.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1946).html
The clothes in this class characteristic clothes with parts corresponding to beautiful embroidery and
floral accents.
https://je-tall-marketing-847.lon1.digitaloceanspaces.com/research/je-marketing-(315).html
Check out the information for great tips and concepts, and get ready to
chop a splash at your daughter’s D-day.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-791/research/je-marketing-(321).html
It could additionally be the one you love has to attend to get married,
or the occasion shall be smaller.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(474).html
Her mom, Rita, opted for this champagne-hued gown that was equally as
ethereal.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-6/research/je-marketing-(433).html
Even as a guest to a marriage I actually have made
a couple of mistakes up to now.
https://fr-size-10.syd1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4561).html
You should go for some bright colors, or in case your
daughter has a color picked out for you then go along with that.
Auto Locksmith
https://fr-accounting-1.nyc3.digitaloceanspaces.com/research/Accounting-market-(496).html
If the Bridesmaids are in a cornflower blue, for example, a navy and
cornflower outfit would look great within the pictures.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(298).html
Spring mother of the bride dresses are going to depend on how scorching or cold your springs are.
https://je-tall-marketing-867.tor1.digitaloceanspaces.com/research/je-marketing-(369).html
Try to enhance your coloring whereas coordinating with the relaxation of the
bridal party to some degree.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(2833).html
Another can’t-miss palettes for mom of the bride or mom of the groom dresses?
https://fr-world-10.syd1.digitaloceanspaces.com/research/cake-(4987).html
When shopping on-line permit time for supply and any alterations to be made.
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3700).html
Gone are the days when moms of the bride were anticipated to put on matronly dresses in washed-out shades of pastels or
beige.
https://fr-tour-3.atl1.digitaloceanspaces.com/research/star-(1465).html
Peach, crimson, and gold introduced punchy colour to a standard Indian sari.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-801/research/je-marketing-(170).html
But it’s important to check in with the bride earlier than you make any
selections.
https://fr-tour-6.ams3.digitaloceanspaces.com/research/star-(2933).html
Grab amazing online offers on mom of the bride attire now and
get free transport within the United States.
https://fr-tour-2.sfo3.digitaloceanspaces.com/research/star-(765).html
In brief, sure, however provided that it goes with the
feel of the day.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3130).html
She loves an excuse to strive on a veil, has a
minor obsession with flower crowns, and enjoys nothing greater than curating a killer get together
playlist.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1814).html
Keep issues basic or strive variations of the shades, like a champagne, rose gold, or shimmery charcoal.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3786).html
Make positive to let the mother of the groom know what you will be
sporting.
Top adult websites bieden hoogwaardige inhoud voor volwassen entertainment.
Kies voor gegarandeerde platforms voor een veilige
en plezierige ervaring.
Feel free to visit my web-site; buy xanax without prescrition
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(133).html
So, you’ll need to put on one thing that doesn’t clash with the
remainder of the group in photographs.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4159).html
For example, you might go together with a lighter tone or darker shade of the colour the
bridesmaids are sporting.
https://je-tal-marketing-974.lon1.digitaloceanspaces.com/research/je-marketing-(449).html
Don’t be afraid of something oversized—the giant bow of
this gown will flatter small busts, and make waists and arms appear petite as compared.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4196).html
To make hers, mom JoJo Cohen turned to her shut friend, the late
designer L’Wren Scott.
https://je-tall-sf-marketing-18.b-cdn.net/research/je-tall-sf-marketing-(32).html
I might play a role in my stepdaughter’s wedding or I may not.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2385).html
Use the filters to type by silhouette, neckline, material, and size.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4002).html
Whether you have your heart on embroidery, embellishment, sequin, or ruched silk smoothness, golden clothes look great in all
kinds and designs.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-790/research/je-marketing-(87).html
Her mom, Rita, opted for this champagne-hued gown that was equally as ethereal.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4804).html
“She bought it on a whim and ended up winning,
” the bride said.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-6/research/je-marketing-(157).html
This embellishment on this gorgeous dress adds a touch of magic excellent for any winter wedding.
https://je-tal-marketing-927.lon1.digitaloceanspaces.com/research/je-marketing-(250).html
A gold and cream robe (paired with statement-making gold earrings) seemed nice on this mom of the groom as she and her son swayed to Louis Armstrong’s “What a Wonderful World.”
https://fr-size-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3507).html
We beloved how this mother’s green satin robe subtly
matched the form of her daughter’s lace marriage ceremony dress.
Оформление медицинских анализов https://medim-pro.ru и справок без очередей и лишней бюрократии. Запись в лицензированные клиники, сопровождение на всех этапах, помощь с документами. Экономим ваше время и сохраняем конфиденциальность.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4230).html
The form of your gown can disguise everything from a
small bust to massive hips.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(75).html
Find the best tie kinds for 2021 and beyond in your marriage ceremony.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1910).html
Remember, you’ll take a look at these photographs in years to
come back.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(54).html
This off-the-shoulder style would look nice with a pair of strappy stilettos and shoulder-duster earrings.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-802/research/je-marketing-(311).html
I would possibly play a role in my stepdaughter’s marriage ceremony or I might not.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-3/research/je-marketing-(362).html
If you are a Nordstrom regular, you will be happy to know the beloved
retailer has an extensive collection of mother-of-the-bride clothes.
https://je-tall-marketing-833.lon1.digitaloceanspaces.com/research/je-marketing-(22).html
For her mom, it concerned a beaded silver costume match for a queen.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4733).html
Most necessary thing is that you’re comfy and not going to over heat.
https://je-tal-marketing-977.lon1.digitaloceanspaces.com/research/je-marketing-(326).html
This is one factor of the attire that wouldn’t have
to match, so long as the formality is coordinated.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(30).html
Ask your son for his input, and/or attain out to your future daughter-in-law to assist you select a costume.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(937).html
Sophie Moore is a former Brides editor and present contributing writer.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-793/research/je-marketing-(284).html
However, coordination is still crucial for stylish pictures on the
large day.
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3294).html
As versatile as is elegant, this icy blue frock is the perfect transition piece
to take you from the ceremony to the reception.
https://je-tal-marketing-979.lon1.digitaloceanspaces.com/research/je-marketing-(298).html
Stick to a small but stately earring and a cocktail ring, and
hold extra sparkle to a minimum.
https://je-tal-marketing-921.lon1.digitaloceanspaces.com/research/je-marketing-(201).html
Oleg Cassini, exclusively at David’s Bridal Polyester, spandex Back zipper; totally lined Hand wash Imported.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(805).html
If the marriage is more formal, expect to put on an extended gown or
lengthy skirt.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4117).html
This mom of the bride donned a beautiful gentle grey robe
with an phantasm neckline brimming with beautiful beaded detailing.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2008).html
I truly have personally made the mistake of sticking to a low price range for a
high-profile event and I still regret it today!
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-5/research/je-marketing-(314).html
Frumpy, shapeless mom of the bride attire are a factor of the past!
https://je-tal-marketing-936.lon1.digitaloceanspaces.com/research/je-marketing-(366).html
Stylish blue navy gown with floral pattern lace and great silk lining, three-quarter sleeve.
https://je-tal-marketing-908.lon1.digitaloceanspaces.com/research/je-marketing-(56).html
If stylish and complex is what you are going for, consider this sequined ensemble from Alex Evenings.
https://je-tall-marketing-847.lon1.digitaloceanspaces.com/research/je-marketing-(159).html
With over star evaluations, you can be positive this costume will exceed
your (and your guests!) expectations.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-788/research/je-marketing-(458).html
Sleeveless, short-sleeved, or 3/4 length, there might be an choice for simply about everyone!.
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1856).html
As the mother of the bride, your role comes with huge obligations.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(659).html
Sometimes, essentially the most traditional and stylish mother of the
bride outfits aren’t attire at all!
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3960).html
Pair the costume with impartial or metallic accessories to
maintain the remainder of the look sophisticated and easy.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4988).html
As versatile as is elegant, this icy blue frock is the perfect
transition piece to take you from the ceremony
to the reception.
https://je-tal-marketing-955.lon1.digitaloceanspaces.com/research/je-marketing-(462).html
Light, sunny, and normally stuffed with flowers, they usually usually use
pastel colours impressed by springtime blooms.
https://fr-size-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1817).html
If you are unsure where to begin (or you just want to see what’s out there),
contemplate us your personal stylist.
https://fr-korea-10.sfo3.digitaloceanspaces.com/research/beauty-(4690).html
However, to determine whether or not you must also coordinate with both moms,
examine in with the bride.
https://je-sf-tall-marketing-741.b-cdn.net/research/je-marketing-(140).html
Matching your MOB gown is a enjoyable way to present you consideration to element.
https://fr-accounting-13.atl1.digitaloceanspaces.com/research/business-world-(1402).html
Shopping for a mother of the bride outfit is thrilling nevertheless it can be overwhelming on the identical time.
https://fr-box-5.lon1.digitaloceanspaces.com/research/paris-(2077).html
Add a metallic heeled sandal or pump and also you’re good to go.
https://fr-korea-1.nyc3.digitaloceanspaces.com/research/beauty-(224).html
You can present a little bit of cleavage, but too much can appear a bit inappropriate.
https://je-tall-marketing-848.tor1.digitaloceanspaces.com/research/je-marketing-(111).html
Take inspiration from the bridesmaid clothes and converse to your daughter to get some concepts
on colors that may work properly on the day.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2470).html
Wear yours with grass-friendly shoes like block heels or woven wedges.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-789/research/je-marketing-(41).html
To make hers, mother JoJo Cohen turned to her close
pal, the late designer L’Wren Scott.
https://je-tal-marketing-968.lon1.digitaloceanspaces.com/research/je-marketing-(102).html
You actually need to think about what is greatest for the
season, and the climate you’ll be sitting
in.
https://fr-asia-3.atl1.digitaloceanspaces.com/research/asia-business-(1002).html
This brocade gown draws the attention to all the proper places—from a touch of skin on the
shoulder to a ruched waist.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4117).html
This will complete your outfit and bring it together as a complete.
https://fr-accounting-9.blr1.digitaloceanspaces.com/research/Accounting-market-(3724).html
Wear yours with heels in a impartial tone and delicate shoulder-grazing earrings.
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4489).html
There isn’t any set do’s and don’ts in relation to colour,
solely to keep away from white.
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4042).html
They are a great place to take a look at if you are looking for good high
quality dresses.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4151).html
Sweet and complex, this gown wows with its bold tone and classic silhouette.
https://je-tal-marketing-925.lon1.digitaloceanspaces.com/research/je-marketing-(93).html
Next, contemplate what silhouettes work greatest on your physique sort and what
options you want to focus on.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(35).html
From reasonably priced and stylish to designer and conventional, these are
our favorite bow ties for weddings.
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(147).html
Cream is another choice or skirt and high in a black and white mixture.
https://fr-size-05.lon1.digitaloceanspaces.com/research/%EF%B8%8F-small-(2080).html
Take this straightforward however fashionable knee-length marriage ceremony guest costume for
the mother-of-the-bride.
https://fr-tour-3.atl1.digitaloceanspaces.com/research/star-(1208).html
Teri Jon has a large choice of plus size night gowns, and some even with prolonged sizing to size 20.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(205).html
With cap sleeves and an illusion neckline, this fitted blue magnificence was excellent for this D.C.
https://fr-accounting-15.lon1.digitaloceanspaces.com/research/business-world-(2472).html
Add a metallic heeled sandal or pump and you’re good to go.
https://fr-tour-3.atl1.digitaloceanspaces.com/research/star-(1097).html
This off-the-shoulder fashion would look great with a pair of strappy stilettos and shoulder-duster earrings.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4655).html
Shopping for a mother of the bride outfit is exciting
but it may also be overwhelming at the same time.
https://fr-size-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3662).html
Neither a daytime event nor a proper summer evening soiree requires a full-length robe.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3508).html
A stunning formal dress with cap sleeves and floral embroidery that trails from the excessive neckline to the floor-grazing hem.
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3366).html
For this romantic marriage ceremony at Brooklyn’s
Wythe Hotel, the bride’s mom chosen a short-sleeved,
full-length teal gown.
https://marketing-research9.atl1.digitaloceanspaces.com/research/research-for-asia-study-(4420).html
They additionally create an elongating, slimming effect as
they draw the attention up and down somewhat than across.
https://fr-well-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1320).html
The beaded flowers down one facet add a tactile touch
of luxury to the column gown .
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-6/research/je-marketing-(334).html
Always take into consideration the kinds of sleeves and straps you should have in your dress.
https://fr-accounting-3.atl1.digitaloceanspaces.com/research/Accounting-market-(1392).html
Even as a visitor to a marriage I actually have made a couple of mistakes up
to now.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(481).html
It is customary to avoid carrying white in your children’s wedding ceremony day.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-784/research/je-marketing-(474).html
Shop now by way of various retailers, together with official online
shops.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-2/research/je-marketing-(16).html
The subsequent thing you have to consider when purchasing around for attire is the form
of the gown.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-800/research/je-marketing-(55).html
These robes are stylish and stylish with just a little bit of an edge.
https://je-tal-marketing-954.lon1.digitaloceanspaces.com/research/je-marketing-(500).html
An alternative is to combine black with another shade, which can look very chic.
https://je-tal-marketing-941.lon1.digitaloceanspaces.com/research/je-marketing-(77).html
But I won’t choose any of the outfits you have shown.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4728).html
As the mom of the bride, your role comes with huge obligations.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4387).html
Keep the strains of communication open throughout the marriage planning process.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3093).html
Find the right tie types for 2021 and past on your wedding ceremony.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4160).html
This dress, as its name suggests, is incredibly elegant.
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4379).html
However, you must wait to hear from the bride’s mother
before you begin.
https://fr-korea-8.sgp1.digitaloceanspaces.com/research/beauty-(3760).html
Matching your MOB gown is a fun way to show you consideration to element.
https://fr-accounting-8.sgp1.digitaloceanspaces.com/research/Accounting-market-(3171).html
A navy cut-out overlay added a cool geometric pattern to a blush pink skirt.
https://fr-well-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-france-(864).html
Pair the dress with neutral or metallic equipment to maintain the the rest of
the look refined and simple.
https://je-tall-marketing-826.lon1.digitaloceanspaces.com/research/je-marketing-(157).html
But for others, it’s restrictive, it feels too formal, and sometimes, it finally ends up
being somewhat expensive too.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-2/research/je-marketing-(178).html
When shopping for mother of the bride attire, firstly, consider the general
dress code on the invite.
https://marketing-research10.sfo3.digitaloceanspaces.com/research/research-for-asia-study-(4572).html
Much just like the mom of the groom, step-mothers of each the bride or groom
should observe the lead of the mother of the bride.
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(396).html
Shop stunning wedding dresses for the mother-of-the-bride in normal,
plus and petite sizes at Adrianna Papell.
https://fr-world-3.atl1.digitaloceanspaces.com/research/cake-(1080).html
A neat shift dress that sits beneath the knee, a tailored jacket, and
some sort of fussy fascinator or royal wedding-worthy hat.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3384).html
This beautiful gown is produced from double-stretch Mikado for a streamlined, snug match.
https://fr-size.nyc3.digitaloceanspaces.com/research/%EF%B8%8F-small-(460).html
For a mom, watching your daughter stroll down the aisle
and marry the love of her life is an unforgettable moment.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2609).html
Spring and summer weddings name for delicate
tones, floral motifs, and a romantic aptitude.
https://fr-world-9.blr1.digitaloceanspaces.com/research/cake-(4390).html
So, we’ve compiled a guide to one of the best mom
of the bride outfits and tendencies for 2022.
https://fr-tour-2.sfo3.digitaloceanspaces.com/feed.xml
Sort through our full selection of attire to search out your good slot
in many colours and any measurement.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2616).html
Steer away from something too close to white corresponding to champagne and beige colours with out talking to your daughter beforehand.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4225).html
Weddings are very special days not just for brides and
grooms, however for his or her moms and grandmothers, too.
https://fr-tour-1.nyc3.digitaloceanspaces.com/research/star-(25).html
Florals set on black or darkish backgrounds feel no less romantic but
definitely deliver the delightfully sudden.
https://je-tal-marketing-972.lon1.digitaloceanspaces.com/about/
The beaded detailing elevates this JS Collections gown , making it perfect for a
particular day.
https://je-tal-marketing-925.lon1.digitaloceanspaces.com/research/je-marketing-(189).html
With choices in any neckline or silhouette, look like A line,
strapless, Taffeta, organza, and lace.
https://fr-accounting-9.blr1.digitaloceanspaces.com/research/Accounting-market-(3957).html
A stunning formal costume with cap sleeves and floral embroidery that trails from the
excessive neckline to the floor-grazing hem.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-784/research/je-marketing-(400).html
Make a gorgeous impression on this floral printed ball gown featuring wrap-around ties that spotlight your waist and helpful hidden pockets.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3283).html
The mom of the bride and groom should gown in a means that doesn’t
conflict however isn’t too matchy-matchy both.
https://je-sf-tall-marketing-730.b-cdn.net/research/je-marketing-(118).html
Today’s mom of the bride collections encompass figure-flattering frocks which might
be designed to intensify your mum’s best bits.
https://fr-world-7.fra1.digitaloceanspaces.com/research/cake-(3341).html
There often aren’t any set rules in relation to MOB outfits for the marriage.
https://fr-korea-10.sfo3.digitaloceanspaces.com/research/beauty-(4622).html
Mother of the groom clothes are down to non-public choice on the day.
https://fr-world-2.sfo3.digitaloceanspaces.com/research/cake-(642).html
This candy and stylish midi with a built-in cape would look simply as chic paired with
an evening shoe as it will with a floor-length maxi.
https://je-tall-marketing-844.ams3.digitaloceanspaces.com/research/je-marketing-(489).html
She’s a superhero to you and your entire family, so why not let
her gown the part.
https://marketing-research9.atl1.digitaloceanspaces.com/research/research-for-asia-study-(4461).html
There usually aren’t any set rules when it comes
to MOB outfits for the wedding.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(191).html
Jewel tones are an ideal palette for mothers of the bride and grooms year-round.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3041).html
This glamorous gown in heat and rich gold enhances all skin tones and pairs superbly with gold and silver equipment.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-801/research/je-marketing-(397).html
I was very impressed to see that there are classy and elegant outfits
for all plus size ladies.
https://je-tal-marketing-961.lon1.digitaloceanspaces.com/research/je-marketing-(124).html
The web site’s subtle gowns make for wonderful night wear that’ll serve you long
after the marriage day.
https://je-tall-marketing-824.tor1.digitaloceanspaces.com/research/je-marketing-(74).html
It’s important to guarantee that any head items don’t swamp
your body, and doesn’t hide your face.
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3748).html
Thus, again, it pays to suppose about how a lot skin you wish
to show and what is most flattering to your body.
https://je-sf-tall-marketing-728.b-cdn.net/research/je-marketing-(127).html
Pink anemones and blue and yellow wildflower buds accented this beautiful black gown worn by the mom of the bride.
https://je-tall-marketing-825.fra1.digitaloceanspaces.com/research/je-marketing-(212).html
Similar to the mothers of the bride and groom, the
grandmothers may need to coordinate with the marriage party.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1722).html
The whole collection is crafted with high quality
fabrics for weddings or another particular occasion!
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-4/research/je-marketing-(266).html
This style is completed with brief sleeves and a beneath the knee hem, and has a hid centre
again zip fastening.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3383).html
One mother’s blush apparel looked lovely against these two brides’ romantic wedding ceremony attire.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4611).html
You don’t need to buy a mother-of-the-bride gown if the thought of it sitting untouched in your
closet after the large day is unappealing.
https://je-tal-marketing-938.lon1.digitaloceanspaces.com/research/je-marketing-(205).html
For warm-weather weddings and intimate affairs outdoor, type
your bridal party—and most importantly, your mother—to the theme.
https://je-tall-marketing-848.tor1.digitaloceanspaces.com/research/je-marketing-(330).html
To encourage your mother’s own pick, we have rounded up a group
of gowns that actual moms wore on the massive day.
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3373).html
Express your love with handmade Valentine’s crafts like paper cards,
present ideas, and decorations.
https://je-tal-marketing-969.lon1.digitaloceanspaces.com/research/je-marketing-(353).html
Read on for the best mom of the bride clothes for every season, physique sort, and finances.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-8/research/je-marketing-(469).html
Shopping for a mom of the bride outfit is thrilling but it can be overwhelming
at the identical time.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-791/research/je-marketing-(275).html
Make positive to let the mother of the groom know what you might be wearing.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-819/research/je-marketing-(287).html
This mom wore a standard hanbokwith floral and geometric embroidery to her daughter’s California ranch wedding.
https://fr-korea-3.atl1.digitaloceanspaces.com/research/beauty-(1124).html
To encourage your mother’s own choose, we’ve rounded
up a set of robes that real mothers wore on the massive day.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(449).html
Many of the choices above would help you to cover slightly bit of a tummy.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4406).html
Always take into consideration the kinds of sleeves and straps you’ll have in your costume.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3088).html
Kay Unger’s maxi romper combines the look of a maxi gown with pants.
https://je-sf-tall-marketing-740.b-cdn.net/research/je-marketing-(343).html
Embellished with beautiful ornate beading, this gown will catch the light from each angle.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-818/research/je-marketing-(74).html
Check out our options for petite mom of the bride dresses!
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3848).html
To make hers, mom JoJo Cohen turned to her shut good friend, the late designer L’Wren Scott.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1912).html
Our Mother of the Bride Dresses collection will match
any budget and elegance and flatter any shape or size.
https://fr-accounting-15.lon1.digitaloceanspaces.com/research/business-world-(2296).html
The delicate scoop neck and sheer lace sleeves are just a variety
of the things we love about this A-line costume.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-790/research/je-marketing-(199).html
One reviewer mentioned they wore a white jacket over the top however you would additionally choose a wrap
or bolero.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2513).html
Saks is easily one of the best department shops for getting
a mother-of-the-bride dress.
https://fr-size-6.ams3.digitaloceanspaces.com/research/%EF%B8%8F-small-(2874).html
Peach, crimson, and gold introduced punchy shade to a conventional Indian sari.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1671).html
This deco-inspired gown will shimmer in photographs and stun on the dance flooring.
https://fr-well-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3709).html
You’ve doubtless been by the bride’s side helping, planning, and lending invaluable recommendation along the way.
https://fr-accounting-12.sfo3.digitaloceanspaces.com/research/business-world-(855).html
To inspire your mother’s own pick, we have rounded up
a group of robes that real moms wore on the massive day.
https://fr-korea-3.atl1.digitaloceanspaces.com/research/beauty-(1428).html
Some ladies choose to wear a dress, whereas others prefer separates…and each are nice options!
https://je-tal-marketing-888.lon1.digitaloceanspaces.com/research/je-marketing-(342).html
Pair the dress with neutral or metallic equipment to maintain the relaxation of the
look subtle and easy.
https://je-tal-marketing-926.lon1.digitaloceanspaces.com/research/je-marketing-(497).html
From modest attire to something with a bit more flair
The Dress Outlet prides itself on having an intensive
gallery of Mother of the Bride Dresses.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-10/research/je-marketing-(41).html
Jules & Cleo, exclusively at David’s Bridal Polyester Lace up again with again zipper; totally lined
Hand wash Imported.
https://fr-world-6.ams3.digitaloceanspaces.com/research/cake-(2815).html
One mom’s blush attire looked beautiful towards these two brides’ romantic marriage ceremony dresses.
https://fr-asia-5.lon1.digitaloceanspaces.com/research/asia-business-(2357).html
Plan properly prematurely, so you will not get too confused and may help both your son or daughter with the wedding preparations.
Можно полностью положиться на их слово Всё быстро и без лишних проблем Качество проверил дома – все в порядке Даже подсказали, что купить для елки Это мой новый постоянный поставщик: https://forum.mamusi.org.ua/viewtopic.php?f=84&t=21146
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4383).html
This glittery lace-knit two-piece includes a sleeveless cocktail costume and coordinating longline jacket.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4311).html
It is a day that each mom wants to each look her very best and
let her baby shine the brightest.
https://fr-accounting-13.atl1.digitaloceanspaces.com/research/business-world-(1154).html
This mother of the bride wore a white tunic and skirt for
a boho-chic ensemble.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(28).html
Discover fashionable jumpsuits and attire with complementing jackets, fascinators, shoes and accessories to finish your look.
https://je-sf-tall-marketing-734.b-cdn.net/research/je-marketing-(462).html
Shimmering metallic tones are excellent for a fall or winter wedding ceremony.
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1934).html
If you want your legs, you may wish to go together with an above-the-knee or just-below-the-knee gown.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4930).html
An occasion as special as your child’s marriage ceremony would not come round every single day.
Консультация была очень содержательной и полезной Всё произошло без лишней суеты Иголки не падают, живая и пушистая Знают, как правильно хранить живую елку Всем знакомым советую эту компанию: https://obovsem.myqip.ru/?1-4-0-00000391-000-0-0-1764783694
https://ohiovalleyvoices.org/pages/rocket-casino-blast-off-into-online-gaming.html
Hey I know this is off topic but I was wondering if you knew of any widgets I could add to my blog that automatically tweet my newest twitter updates. I’ve been looking for a plug-in like this for quite some time and was hoping maybe you would have some experience with something like this. Please let me know if you run into anything. I truly enjoy reading your blog and I look forward to your new updates.
fortinet vpn client
https://fr-tour-7.fra1.digitaloceanspaces.com/research/star-(3315).html
They also create an elongating, slimming effect as they draw the eye up and
down quite than throughout.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3416).html
This materials is great because it lays flattering and looks nice in photographs.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(153).html
Pair the costume with neutral or metallic accessories to keep the relaxation of the
look sophisticated and easy.
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(609).html
Find the proper tie types for 2021 and past for
your marriage ceremony.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-822/research/je-marketing-(103).html
My daughter desires of a marriage on a beach in Bali, so the place will that go away me I wonder.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(29).html
You can all the time add a wrap when you don’t need to show off your
arms.
https://je-tal-marketing-953.lon1.digitaloceanspaces.com/research/je-marketing-(246).html
This combination is especially great for summer weddings.
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1235).html
The bridesmaids collected the recipes and created them into a newlyweds cookery book that they gave the couple up their day.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(256).html
There are many dressing options available for every budget.
https://je-sf-tall-marketing-737.b-cdn.net/research/je-marketing-(74).html
Sometimes, essentially the most basic and stylish mother of the bride outfits aren’t dresses at
all!
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-3/research/je-marketing-(334).html
This costume, as its name suggests, is extremely elegant.
https://je-tall-marketing-835.lon1.digitaloceanspaces.com/research/je-marketing-(31).html
Teri Jon has a large selection of plus measurement night gowns,
and some even with extended sizing to size 20.
https://fr-accounting-5.lon1.digitaloceanspaces.com/research/Accounting-market-(2447).html
At once effortless and refined, this fantastically draped robe
is the perfect hue for a fall wedding.
https://fr-world-6.ams3.digitaloceanspaces.com/research/cake-(2887).html
Browse through the new assortment of Mother of the Bride robes 2021.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-811/research/je-marketing-(312).html
When unsure, opt for a little black dress—but make it tremendous luxe.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(43).html
Many girls are concerned about exposing their higher arms.
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4167).html
Embroidery artfully positioned in vertical lines elongates a lady’s
silhouette, making mothers look taller, longer, and leaner.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(3590).html
Looking at summer time mom of the bride attire that are a step away from the norm?
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2675).html
We love spring colours like blush, gold, pale green, and
blue along with floral prints for mom of the
bride dresses for spring weddings.
https://fr-korea-10.sfo3.digitaloceanspaces.com/research/beauty-(4505).html
But an important piece of attire you may choose main up
to your kid’s wedding?
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3565).html
Current popular tendencies feature lace, prints, fashionable empire waistlines and jackets.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-816/research/je-marketing-(62).html
It’s out there in a spread of colours, from “champagne” (off-white) to navy.
https://fr-tour-10.syd1.digitaloceanspaces.com/research/star-(4746).html
One mom’s blush attire looked lovely towards these two
brides’ romantic marriage ceremony clothes.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-794/research/je-marketing-(84).html
With over star critiques, you could be certain this dress will exceed your (and your guests!) expectations.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-809/research/je-marketing-(409).html
Although it’s perfectly fine to put on pants on the
wedding, nothing says get together like as a gown.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1707).html
This mom of the bride escorted her daughter down the aisle in a light-weight blue gorgeous
halter gown.
https://fr-asia-7.fra1.digitaloceanspaces.com/research/asia-business-(3344).html
For this romantic marriage ceremony at Brooklyn’s Wythe Hotel,
the bride’s mother chosen a short-sleeved,
full-length teal dress.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(544).html
There often aren’t any set rules in terms of MOB
outfits for the marriage.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4740).html
The glossy silk materials glides seamlessly over your determine,
however an ankle-length skirt, high neckline and draped sleeves keep issues
modest.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-788/research/je-marketing-(230).html
Read on for the best mother of the bride clothes for each season, body type, and budget.
https://je-tal-marketing-898.lon1.digitaloceanspaces.com/research/je-marketing-(389).html
Our Mother of the Bride Dresses assortment
will fit any finances and style and flatter any shape or dimension.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4932).html
Plus, the silhouette of this gown will look that instead more
show-stopping as the cape wafts down the aisle to reveal her silhouette as
she strikes.
https://fr-accounting-5.lon1.digitaloceanspaces.com/research/Accounting-market-(2115).html
Cream is an various choice or skirt and top in a black and white combination.
https://je-tal-marketing-924.lon1.digitaloceanspaces.com/research/je-marketing-(47).html
A stylishly easy occasion dress printed with romantic florals,
perfect for the mother of the bride.
https://je-tall-marketing-839.lon1.digitaloceanspaces.com/research/je-marketing-(148).html
A beautiful formal gown with cap sleeves and floral embroidery that trails
from the excessive neckline to the floor-grazing hem.
https://fr-asia-7.fra1.digitaloceanspaces.com/research/asia-business-(3335).html
They are a fantastic place to check out if you’re looking for good high quality attire.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-2/research/je-marketing-(348).html
Next, think about what silhouettes work finest in your body sort and what features you’d like to spotlight.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-7/research/je-marketing-(366).html
Here’s one other probably the greatest mother-of-the-bride clothes you
can buy online.
https://fr-accounting-3.atl1.digitaloceanspaces.com/research/Accounting-market-(1401).html
If there was a worth for the hottest mother-of-the-bride dress, we might fortunately give it to this one.
What’s up to all, the contents existing at this web site are genuinely awesome for people experience, well, keep up the good work fellows.
Qfinder Pro
https://je-tal-marketing-896.lon1.digitaloceanspaces.com/research/je-marketing-(366).html
You can match elegant strapless robes with items such as a jacket or
shawl.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-7/research/je-marketing-(185).html
You can discover a fantastic choice here and
they’re great quality that won’t break the bank.
https://je-tal-marketing-890.lon1.digitaloceanspaces.com/research/je-marketing-(300).html
This deco-inspired robe will shimmer in pictures and stun on the dance ground.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-823/research/je-marketing-(473).html
Available in 14 colors, you may be sure to discover a gown that matches your daughter or son’s wedding ceremony
theme.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-824/research/je-marketing-(21).html
However, many modern ladies use this advice as extra of a tenet than a strict
rule.
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1033).html
This also helps depart time for shipping in case
the costume takes longer than anticipated to arrive.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(384).html
Knowing a little bit about what you’d wish to wear can help you slim down your choices.
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(125).html
Clean strains and a formed waist make this a timeless and
chic mother of the bride gown with a flattering silhouette.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-1/research/%EF%B8%8Fje-marketing-(23).html
Keep things classic or attempt variations of the shades, like
a champagne, rose gold, or shimmery charcoal.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1831).html
The navy gown gives the look of separates however is actually a one-piece.
https://fr-well-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-france-(693).html
Embroidery artfully positioned in vertical strains
elongates a lady’s silhouette, making moms look taller, longer, and leaner.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(214).html
Similar to the mothers of the bride and groom, the grandmothers might
want to coordinate with the wedding get together.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3231).html
As versatile as is elegant, this icy blue frock is the proper transition piece to take
you from the ceremony to the reception.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(396).html
Another costume with ruching for you as I assume ruched kinds are so flattering.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-6/research/je-marketing-(210).html
With palm leaf décor and tons of vines, green was a main theme all through this charming and colorful South Carolina celebration.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(381).html
Her strapless and blush pink robe, with textured floral particulars and an embellished belt, had
this mother smiling from ear to ear.
https://je-sf-tall-marketing-736.b-cdn.net/research/je-marketing-(65).html
Give them glitz and glam on this allover sequin stunner.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-823/research/je-marketing-(38).html
If you can find one thing with flowers even if it’s lace or embroidered.
https://fr-tour-1.nyc3.digitaloceanspaces.com/research/star-(421).html
A matching white choker topped off this mother-of-the-bride’s look, which was additionally complemented by a chic low
bun.
https://fr-well-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4329).html
If you like your legs, you may need to go together with an above-the-knee or just-below-the-knee dress.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-787/research/je-marketing-(250).html
Sweet and complicated, this robe wows with its bold
tone and traditional silhouette.
https://je-tal-marketing-976.lon1.digitaloceanspaces.com/research/je-marketing-(66).html
But for others, it’s restrictive, it feels too formal, and sometimes, it ends up being rather expensive too.
https://fr-accounting-9.blr1.digitaloceanspaces.com/research/Accounting-market-(3768).html
We love spring colors like blush, gold,
pale green, and blue along with floral prints for mom of
the bride clothes for spring weddings.
https://fr-tour-9.blr1.digitaloceanspaces.com/research/star-(4332).html
Then you’ll view your saved listings every time you login.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-10/research/je-marketing-(319).html
Regardless of her preference, likelihood is she has one,
so be sure to know what it is.
https://fr-box-8.sgp1.digitaloceanspaces.com/research/paris-(3763).html
Embroidery is a timeless trend, and it is by no
means hoped to exit of favor.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-786/research/je-marketing-(95).html
MOB etiquettes say if black flatters you, all–black could be your go-to mother of
the bride or mother of the groom looking for the special day.
https://fr-asia-10.syd1.digitaloceanspaces.com/research/asia-business-(4787).html
With over 3000 stores in the united states and worldwide, purchasing has turn into so easy.
https://fr-tour-8.sgp1.digitaloceanspaces.com/research/star-(3871).html
Florals can generally be tricky to put on as a result of they
can look old style.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(238).html
(I don’t assume he’ll benefit from the journey of shopping with me).
https://fr-box-4.tor1.digitaloceanspaces.com/research/paris-(1866).html
With that in thoughts, you are totally entitled to want an outfit that lives as much as the special occasion.
https://fr-asia-2.sfo3.digitaloceanspaces.com/research/asia-business-(898).html
Spring and summer weddings call for delicate tones, floral motifs, and a romantic
aptitude.
https://fr-world-1.nyc3.digitaloceanspaces.com/research/cake-(32).html
Our Mother of the Bride Dresses contains a vast assortment of formal robes and dresses that
fit into any price range.
https://fr-world-4.tor1.digitaloceanspaces.com/research/cake-(1914).html
A trace of sheen makes pastels like this dove gray really feel
wealthy and applicable for the night.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-6/research/je-marketing-(464).html
Whether you’ve your coronary heart on embroidery, embellishment,
sequin, or ruched silk smoothness, golden dresses look nice
in all kinds and designs.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-827/research/je-marketing-(187).html
This light gray is perfect for the mom of the bride
dress.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(3560).html
With that in mind, you are totally entitled to want an outfit that lives as a lot as the special day.
https://je-tal-marketing-932.lon1.digitaloceanspaces.com/research/je-marketing-(69).html
For this romantic wedding at Brooklyn’s Wythe Hotel, the bride’s mother chosen a short-sleeved, full-length teal dress.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1562).html
This mom of the bride outfit channels pure femininity.
https://fr-korea-7.fra1.digitaloceanspaces.com/research/beauty-(3433).html
At as soon as easy and refined, this fantastically draped gown is the
perfect hue for a fall wedding ceremony.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-811/research/je-marketing-(213).html
Following these simple guidelines are sure to make the method go smoothly and effectively.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-786/research/je-marketing-(81).html
Read on for one of the best mother of the bride clothes for each season, physique
kind, and finances.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-7/research/je-marketing-(416).html
Peach, crimson, and gold introduced punchy color to a conventional Indian sari.
https://fr-size-9.blr1.digitaloceanspaces.com/research/%EF%B8%8F-small-(4241).html
Look for materials like breezy chiffon, breathable mesh,
or draping georgette for the last word seaside wedding ceremony apparel.
https://fr-accounting-9.blr1.digitaloceanspaces.com/research/Accounting-market-(3806).html
A gold and cream gown (paired with statement-making
gold earrings) seemed nice on this mother
of the groom as she and her son swayed to Louis Armstrong’s “What a Wonderful World.”
Can I simply just say what a comfort to uncover a person that genuinely understands what they’re talking about on the web. You actually know how to bring a problem to light and make it important. A lot more people should read this and understand this side of the story. I was surprised that you aren’t more popular because you definitely have the gift.
watchguard vpn download
https://fr-asia-10.syd1.digitaloceanspaces.com/research/asia-business-(4898).html
MOB etiquettes say if black flatters you, all–black can be
your go-to mother of the bride or mother of the groom on the
lookout for the big day.
https://fr-box-6.ams3.digitaloceanspaces.com/research/paris-(2806).html
Saks is well probably the greatest malls for purchasing a mother-of-the-bride gown.
https://je-tal-marketing-931.lon1.digitaloceanspaces.com/research/je-marketing-(441).html
Talk to your daughter or future daughter- in-law to get a feel
for the visual she’s trying to create.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(180).html
Browse through the new assortment of Mother of the Bride robes 2021.
https://fr-asia-10.syd1.digitaloceanspaces.com/research/asia-business-(4715).html
Thus, you should not wear white if you finish
up the mom of the bride or even one thing like
ivory.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(9).html
This off-the-shoulder fashion would look great with a pair of strappy
stilettos and shoulder-duster earrings.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-3/research/je-marketing-(22).html
Fall and winter weddings call for chic muted tones like silvery grey.
https://fr-accounting-7.fra1.digitaloceanspaces.com/research/Accounting-market-(2629).html
The mother of the bride costume gallery has a gown for every budget and every
body type together with plus sizes.
https://fr-korea-4.tor1.digitaloceanspaces.com/research/beauty-(1869).html
Remember, you will have a look at these photographs in years to come
back.
Free video chat emerald chat premium find people from all over the world in seconds. Anonymous, no registration or SMS required. A convenient alternative to Omegle: minimal settings, maximum live communication right in your browser, at home or on the go, without unnecessary ads.
https://fr-accounting-11.nyc3.digitaloceanspaces.com/research/business-world-(134).html
If you are looking to splurge on a MOB gown, you will find
plenty of glam options right here.
https://je-sf-tall-marketing-727.b-cdn.net/research/je-marketing-(373).html
You may go for a pleasant gown with draping around the mid area in black and white print.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4412).html
When unsure, go for a little black dress—but make it super luxe.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-5/research/je-marketing-(23).html
Many ladies are involved about exposing their upper arms.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3071).html
So, we’ve compiled a information to one of the best mom of the bride outfits and tendencies for 2022.
https://je-tal-marketing-916.lon1.digitaloceanspaces.com/about/
Stick to a small yet stately earring and a cocktail ring, and keep
extra sparkle to a minimal.
https://je-tal-marketing-909.lon1.digitaloceanspaces.com/research/je-marketing-(351).html
You don’t want to wait until final minute to get your
gown in your child’s wedding ceremony.
https://marketing-research8.syd1.digitaloceanspaces.com/research/research-for-asia-study-(3532).html
Shop now by way of numerous retailers, including official online shops.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-3/research/je-marketing-(34).html
Opt for one thing current but timeless with clear strains.
https://fr-box-7.fra1.digitaloceanspaces.com/research/paris-(3040).html
If full skirts and punchy prints aren’t your mom’s go-to, try an announcement sleeve.
https://je-tal-marketing-951.lon1.digitaloceanspaces.com/research/je-marketing-(184).html
We loved how this mom’s green satin robe subtly matched the form of her
daughter’s lace marriage ceremony costume.
https://fr-box-10.syd1.digitaloceanspaces.com/research/paris-(4978).html
They additionally create an elongating, slimming
effect as they draw the attention up and down rather
than throughout.
https://marketing-research6.sgp1.digitaloceanspaces.com/research/research-for-asia-study-(2539).html
Browse by scoop necklines or check out the strapless
choices.
https://je-tal-marketing-901.lon1.digitaloceanspaces.com/research/je-marketing-(174).html
Add a metallic heeled sandal or pump and you’re good to go.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-1/research/je-marketing-(433).html
You will need to find one thing that works in each cold and warm, or discover something to maintain you
warm to go over it.
https://fr-accounting-4.tor1.digitaloceanspaces.com/research/Accounting-market-(1627).html
Florals set on black or dark backgrounds really feel no
much less romantic but definitely bring the delightfully
unexpected.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-805/research/je-marketing-(144).html
For blogger Jenny Bernheim’s fancy rehearsal dinner, her mom wore a Carmen Marc Valvo dress,
full with a beaded illusion cut-out.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(186).html
Look for gown options that least complement the marriage theme
colors with out mixing in an excessive amount of.
https://fr-accounting17.fra1.digitaloceanspaces.com/research/business-world-(3334).html
But I won’t select any of the outfits you might have proven.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-9/research/je-marketing-(304).html
Ahead, 25 mother-of-the-bride seems that feel fashion-forward, elegant, and of-the-moment for a
return to weddings later this yr and into 2022.
https://je-tal-marketing-920.lon1.digitaloceanspaces.com/research/je-marketing-(129).html
It has over one hundred forty positive reviews, many from ladies who wore this
to a wedding and loved it!
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-809/research/je-marketing-(330).html
Much just like the mom of the groom, step-mothers of both the bride or groom should
follow the lead of the mom of the bride.
https://fr-world-5.lon1.digitaloceanspaces.com/research/cake-(2387).html
A matching white choker topped off this mother-of-the-bride’s look, which was additionally complemented by a classy
low bun.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-7/research/je-marketing-(128).html
There are many dressing choices available for each budget.
https://fr-well-8.sgp1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3546).html
Before you begin your search (around the six- to eight-month mark), brush up on mother-of-the-bride apparel etiquette.
https://fr-accounting-19.blr1.digitaloceanspaces.com/research/business-world-(4003).html
Maybe she envisions everybody sporting neutral tones, or maybe
she prefers bold and shiny.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2417).html
If yow will discover something with flowers even when it’s lace or embroidered.
https://je-tal-marketing-902.lon1.digitaloceanspaces.com/research/je-marketing-(21).html
Neither a daytime event nor a formal summer season evening soiree
requires a full-length gown.
https://je-tal-marketing-900.lon1.digitaloceanspaces.com/research/je-marketing-(327).html
You’ll merely glow in this shimmering gold gown by Aidan Mattox.
https://fr-tour-4.tor1.digitaloceanspaces.com/research/star-(1564).html
Our Mother of the Bride Dresses features a huge collection of formal robes and attire that fit into any budget.
https://fr-world-6.ams3.digitaloceanspaces.com/research/cake-(2581).html
This mom’s knee-length patterned costume perfectly matched the temper of her kid’s outdoor wedding ceremony venue.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(286).html
The bridesmaids at this at-home Kentucky wedding sparkled in gold-sequined mini attire.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-802/research/je-marketing-(29).html
Another dress with ruching for you as I assume ruched styles are so flattering.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(542).html
Express your love with handmade Valentine’s crafts like paper playing cards, gift ideas,
and decorations.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(152).html
She’s a superhero to you and your complete household, so why not
let her gown the half.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-8/research/je-marketing-(166).html
So, in case your kids are internet hosting a black tie affair, make
certain to put on a floor-length gown—preferably in a impartial tone .
https://fr-well-4.tor1.digitaloceanspaces.com/research/%EF%B8%8F-france-(1548).html
Our top-rated sizes vary from 00 – 32 to also include petite products.
https://fr-korea-9.blr1.digitaloceanspaces.com/research/beauty-(4406).html
Find jacket attire in champagne, orchid, pink, lavender, or navy for women of all ages.
https://je-tal-marketing-970.lon1.digitaloceanspaces.com/research/je-marketing-(223).html
The thing about the gold hue is that it’s naturally attractive!
https://fr-size-2.sfo3.digitaloceanspaces.com/research/%EF%B8%8F-small-(986).html
She loves an excuse to attempt on a veil, has a minor obsession with flower crowns, and enjoys nothing more than curating
a killer get together playlist.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-9/research/je-marketing-(391).html
Do you like to put on gentle and ethereal colors or do you gravitate towards darker shades?
https://je-tall-marketing-824.tor1.digitaloceanspaces.com/research/je-marketing-(38).html
The best mother of the bride attire fill you with confidence on the day and are comfortable sufficient to put on all
day and into the night.
https://market-research-asia-20251121.nyc3.digitaloceanspaces.com/research/research-for-asia-study-(278).html
Sheer stretch tulle and cap sleeves at the neckline add an consideration grabbing element, giving the illusion of a strapless look.
https://fr-box-2.sfo3.digitaloceanspaces.com/research/paris-(780).html
Find the right tie styles for 2021 and beyond for your marriage ceremony.
https://fr-accounting-16.ams3.digitaloceanspaces.com/research/business-world-(2714).html
We are picturing this beautifully embroidered gown for a backyard
or garden wedding set among romantic flowers and wealthy greenery.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(244).html
Both the mother of the bride and the mom of the groom
selected putting robes with embellishment and illusion necklines for this
outdoor celebration.
https://fr-asia-1.nyc3.digitaloceanspaces.com/research/asia-business-(16).html
For instance, you might go together with a lighter tone
or darker shade of the colour the bridesmaids are wearing.
https://je-tal-marketing-905.lon1.digitaloceanspaces.com/research/je-marketing-(152).html
Black is also another dangerous shade, but can work perfectly properly
at more formal weddings.
https://fr-world-10.syd1.digitaloceanspaces.com/research/cake-(4825).html
And lastly, don’t fear about looking to only ‘age-appropriate’ boutiques.
https://fr-world-3.atl1.digitaloceanspaces.com/research/cake-(1265).html
You might combine the monochrome twinset with white or black pants.
https://fr-well-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-france-(3411).html
This dress is available in sizes 2 – 22 to fit a wide selection of body types.
https://je-tall-marketing-864.fra1.digitaloceanspaces.com/research/je-marketing-(242).html
Read our critiques of 9 tie types and colours,
excellent on your wedding.
https://je-tall-marketing-835.lon1.digitaloceanspaces.com/research/je-marketing-(354).html
Modest meets insanely fashionable in this silky Amsale gown featuring
a column silhouette and off-the-shoulder neckline.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-793/research/je-marketing-(371).html
Are you looking for mom of the bride robes for
summer season seashore wedding?
https://fr-box-9.blr1.digitaloceanspaces.com/research/paris-(4313).html
Teri Jon has a big selection of plus dimension evening robes, and some even with prolonged sizing to
size 20.
https://je-tal-marketing-904.lon1.digitaloceanspaces.com/research/je-marketing-(476).html
This mother’s knee-length patterned costume completely matched the mood of her child’s outdoor marriage ceremony
venue.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(417).html
Remember, you will take a glance at these photographs in years to
come.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2468).html
This black dress is ideal if you are looking for something more traditional.
https://marketing-research4.fra1.digitaloceanspaces.com/about/
If you haven’t heard from her by about five months earlier than the wedding,
don’t be afraid to achieve out and ask for an replace on the dress code.
https://je-tal-marketing-906.lon1.digitaloceanspaces.com/research/je-marketing-(269).html
Talk to your daughter or future daughter- in-law to get
a feel for the visible she’s attempting to create.
https://je-tal-marketing-911.lon1.digitaloceanspaces.com/research/je-marketing-(29).html
This will assist her find the complementary ensemble and forestall her from being over or underdressed.
https://je-sf-tall-marketing-736.b-cdn.net/research/je-marketing-(261).html
Shop gorgeous wedding attire for the mother-of-the-bride in standard,
plus and petite sizes at Adrianna Papell.
https://marketing-research10.sfo3.digitaloceanspaces.com/research/research-for-asia-study-(4932).html
An various is to mix black with another shade, which might look very chic.
Анонимный онлайн-обменник КомКЕШ
предоставляет конфиденциальный
обмен цифровых активов без передачи личных данных.
Вы можете эффективно
совершать обмен криптовалют, сохраняя конфиденциальность.
Наш сервис предлагает выгодные курсы
и удобный интерфейс.
Выберите безопасный
обмен криптовалюты с ComCASH и получите максимальную приватность.
[url=https://comcash.cc/ru/comcash-knowledgebase/news/read/13]omni layer[/url]
[URL=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обмен биткоина на сбербанк[/URL]
[URL=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменять биткоин на сбербанк[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]вывод биткоина на банковскую карту сбербанка[/URL]
[url=https://comcash.cc/ru/exchange/ETH-LTC/create]eth ltc[/url]
[url=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обмен bitcoin на сбербанк[/url]
[url=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменять бтк на сбербанк[/url]
[URL=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]вывести биткоин в рубли на карту сбербанка[/URL]
[URL=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменять биткоин на рубли в сбербанке[/URL]
[url=https://comcash.cc/]проверить trc aml[/url]
[url=https://comcash.cc/ru/exchange/LINK-MATIC/create]kyc matic[/url]
[url=https://comcash.cc/]обменник криптовалют на рубли[/url]
[url=https://comcash.cc/ru/exchange/ETH-TCSBRUB/create]обмен eth на тинькофф[/url]
[url=https://comcash.cc/ru/exchange/BCH-XRP/create]bch xrp[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]usdt tron в рубли[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обмен usdt trc20 на сбербанк[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]usdt trc 20 на сбер[/URL]
https://fr-size-3.atl1.digitaloceanspaces.com/research/%EF%B8%8F-small-(1413).html
Mother of the groom attire are down to personal selection on the day.
https://fr-world-9.blr1.digitaloceanspaces.com/research/cake-(4173).html
Think oh-so-elegant luggage and fascinators that’ll full your Mother of the Bride outfit in critical fashion.
https://je-tal-marketing-900.lon1.digitaloceanspaces.com/research/je-marketing-(4).html
Next, contemplate what silhouettes work greatest on your physique kind
and what options you need to highlight.
https://fr-accounting-20.syd1.digitaloceanspaces.com/research/business-world-(4732).html
The next thing you should consider when shopping around for attire is the shape of the costume.
https://fr-accounting-10.syd1.digitaloceanspaces.com/research/Accounting-market-(4760).html
Beach weddings are extra laid-back and casual than other types of nuptials—and a
proper dress would feel misplaced.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4212).html
The monochrome design creates a streamlined look, while crystals, beads and sequins
add just the right quantity of razzle-dazzle.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-817/research/je-marketing-(42).html
A fit-and-flare silhouette will intensify your figure but still feel
mild and ethereal.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(427).html
Next, consider what silhouettes work finest on your body kind
and what options you’d like to focus on.
https://marketing-research7.blr1.digitaloceanspaces.com/research/research-for-asia-study-(3148).html
This costume comes with a sweater over that can be taken off if it gets too hot.
https://je-tall-marketing-824.tor1.digitaloceanspaces.com/research/je-marketing-(283).html
Talk to your daughter or future daughter- in-law to
get a really feel for the visible she’s attempting to create.
https://je-tal-marketing-885.lon1.digitaloceanspaces.com/research/je-marketing-(225).html
The mom of the bride’s Oscar de la Renta gown was such a
hit, it truly impressed the bridesmaids’ bouquets.
https://jekyll.s3.us-east-005.backblazeb2.com/20250904-14/research/je-marketing-(417).html
Plus, a blouson sleeve and a ruched neckline
add to this silhouette’s romantic vibe.
[url=https://medzdes.ru/]информационный ресурс МЕД ЗДЕСЬ[/url] – площадка с данными о патологиях и клинических состояниях, где собраны развернутые сведения о функциях органов, патологиях и особенностях течения различных заболеваний. Пользователи находят здесь доступное описание причин развития заболеваний, что помогает лучше понимать состояние организма. На ресурсе представлены обзоры наиболее частых заболеваний, каждый из которых подготовлен с учетом медицинских рекомендаций. Особое внимание уделено факторам, влияющим на течение болезни, что делает информацию практичной для всех, кто интересуется медициной. В материалах портала рассматриваются сложные клинические случаи, включая воспалительные процессы, что обеспечивает широкий охват тем. Пользователи могут ознакомиться с подходами к диагностике, а также узнать о поддерживающей терапии, которые используются в современной медицине. Важную роль в представленных материалах играют советы специалистов, которые помогают формировать целостное понимание проблемы. Для удобства читателей данные изложены простым и понятным языком, что дает возможность изучать анатомию и патологии даже без специальной подготовки. На портале МЕД ЗДЕСЬ также представлены материалы о взаимодействии различных физиологических процессов, которые помогают формировать общее представление о здоровье. Благодаря сочетанию широкого охвата медицинских тем ресурс становится ценным источником сведений о болезнях.
https://medzdes.ru/
https://je-tal-marketing-946.lon1.digitaloceanspaces.com/research/je-marketing-(388).html
Shop now by way of numerous retailers, together with official on-line
shops.
https://fr-koera-2.sfo3.digitaloceanspaces.com/research/beauty-(696).html
Grab wonderful online deals on mom of the bride attire now and get free shipping in the United States.
[url=https://mdclinics.ru/]портативные ультразвуковые аппараты[/url] – важная часть оснащения медкабинета, который позволяет оперативно получать диагностически значимые данные. Оборудование такого класса используется в кардиологии и терапии, поскольку высокая детализация результатов имеет решающее значение в процессе лечебного планирования. Компактные УЗИ сканеры от GE Ultrasound разработаны с учетом высоких требований специалистов, что делает их универсальным инструментом для диагностических кабинетов. Благодаря продуманной конструкции оборудование удобно использовать как в медицинских центрах, так и в стационарах, где важны скорость и удобство. Принцип работы современных УЗИ систем основан на интеллектуальных алгоритмах визуализации, благодаря чему врач получает четкое изображение органов и тканей. GE Ultrasound также предлагает различные режимы сканирования, что позволяет адаптировать устройство под разные типы исследований. Оборудование поддерживает функции автоматизации анализа, что помогает улучшить точность интерпретации. Медицинские специалисты отмечают, что современные УЗИ аппараты показывают себя особенно хорошо в условиях, где нужно обеспечить непрерывную работу. Помимо компактных УЗИ систем, комплектация медкабинетов включает вспомогательное терапевтическое оборудование, создавая эффективное рабочее пространство. GE Ultrasound делает акцент на надежности и длительном сроке службы, что особенно важно в сфере, где оборудование напрямую влияет на скорость принятия решений. Благодаря сочетанию технологичности, эргономики и надежности такие устройства становятся основой современного диагностического процесса. Использование этих решений позволяет клиникам повысить качество диагностики, делая партнерство с GE Ultrasound важным шагом для развития медицинского центра.
https://mdclinics.ru/
https://fr-asia-5.lon1.digitaloceanspaces.com/research/asia-business-(2399).html
This costume is on the market in sizes 2 – 22 to
fit a big selection of physique kinds.
https://je-tal-marketing-889.lon1.digitaloceanspaces.com/research/je-marketing-(77).html
From the floor-sweeping A-line skirt to the on-trend off-the-shoulder sleeves, there’s a lot to love.
https://fr-world-10.syd1.digitaloceanspaces.com/research/cake-(4559).html
It is customary to keep away from wearing white in your children’s
marriage ceremony day.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-810/research/je-marketing-(323).html
She loves an excuse to attempt on a veil, has
a minor obsession with flower crowns, and enjoys nothing greater than curating a killer party playlist.
[url=https://natcopharm.ru/]ультразвуковые ванны[/url] – эффективное оборудование, которое используется для точной очистки деталей, инструментов и аксессуаров. Ультразвуковая ванна основана на принципе кавиатации, благодаря которому загрязнения удаляются без механического воздействия. Такое оборудование широко применяется в мастерских по ремонту электроники, так как оно обеспечивает стабильный результат без риска повреждений. Благодаря универсальности ультразвуковых ванн пользователи могут работать с изделиями сложной формы, что делает их незаменимыми в повседневной работе специалистов. Конструкция ультразвуковой ванны может включать простой металлический резервуар, а также комплекс передающих элементов, которые обеспечивают равномерное распределение вибраций. Принцип работы аппарата основан на том, что ультразвуковые волны формируют кавитационные зоны в жидкости, которые при схлопывании удаляют остатки грязи, масел и налетов. Благодаря такой технологии очистка становится максимально деликатной и безопасной, так как оборудование потребляет минимум ресурсов. Ультразвуковые ванны особенно удобны для специалистов, которым нужна максимальная чистота, поскольку они позволяют запустить цикл без постоянного контроля. Помимо стандартных моделей существуют варианты с настройкой интенсивности ультразвука, что обеспечивает полный контроль над процессом и результатом. Профессиональные ультразвуковые ванны также отличаются повышенным ресурсом работы, благодаря чему они хорошо подходят для ежедневного применения в мастерских. В итоге ультразвуковые ванны являются экономичным решением для тех, кто хочет автоматизировать рабочие процессы, при этом сохраняя комфорт и простоту использования.
https://natcopharm.ru/
Анонимный сервис обмена криптовалют ComCASH
предоставляет надежный
обмен цифровых активов без верификации.
Вы можете быстро
совершать обмен криптовалют, сохраняя безопасность.
Наш сервис предлагает выгодные курсы
и широкий выбор валют.
Выберите анонимный
обмен криптовалюты с ComCASH и получите комфортный опыт.
[url=https://comcash.cc/ru/exchange/ETH-SBERRUB/create]eth обмен сбербанк[/url]
[url=https://comcash.cc/ru/exchange/ADA-TCSBRUB/create]надежный криптообменник тинькофф[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]биткоин курс в сбербанке на сегодня[/URL]
[url=https://comcash.cc/ru/exchange/XMR-BTC/create]monero обменник[/url]
[url=https://comcash.cc/]биткоин обменник[/url]
[url=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]сбербанк usdt[/url]
[url=https://comcash.cc/]обменник xrp[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]со сбербанка на биткоин[/URL]
[url=https://comcash.cc/ru/exchange/BTC-CASHRUB/create]обмен bitcoin на наличные[/url]
[url=https://comcash.cc/ru/exchange/USDTTRC20-CASHRUB/create]обменять usdt trc20 на рубли[/url]
[url=https://comcash.cc/]обмен xrp[/url]
[url=https://comcash.cc/]обменник криптовалюта[/url]
[url=https://comcash.cc/ru/exchange/BTC-CASHRUB/create]обмен bitcoin на наличные rub[/url]
[url=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обмен usdt на карту[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-CASHRUB/create]usdt trc20 в рубли калькулятор[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обмен usdt сбер[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-CASHRUB/create]обменник usdt trc20 в рубли[/URL]
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-6/research/je-marketing-(421).html
Shimmering metallic tones are perfect for a fall or winter wedding ceremony.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-3/research/je-marketing-(258).html
A general rule for a marriage is that something too lengthy or
too quick is a no-go.
https://marketing-research2.ams3.digitaloceanspaces.com/research/research-for-asia-study-(1839).html
Try to enrich your coloring while coordinating with the the rest of
the bridal get together to some degree.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(214).html
With palm leaf décor and plenty of vines, green was
a major theme all through this charming and colorful South Carolina celebration.
https://fr-asia-7.fra1.digitaloceanspaces.com/research/asia-business-(3237).html
A matching white choker topped off this mother-of-the-bride’s look,
which was also complemented by a chic low bun.
https://fr-size-7.fra1.digitaloceanspaces.com/research/%EF%B8%8F-small-(3375).html
In quick, yes, however only if it goes with the feel
of the day.
https://jekyll.s3.us-east-005.backblazeb2.com/20251015-5/research/je-marketing-(319).html
A pink lace Erdem gown, embroidered with pink and
crimson blooms, paired completely with this modern mom’s half-up, half-down coiffure.
https://marketing-research4.fra1.digitaloceanspaces.com/research/research-for-asia-study-(2430).html
For a stunning look, choose a celebratory design that includes lace and lengthy sleeves.
https://je-tal-marketing-912.lon1.digitaloceanspaces.com/research/je-marketing-(82).html
I think each of the above might work with winery weddings.
https://je-tall-marketing-836.lon1.digitaloceanspaces.com/research/je-marketing-(74).html
The next factor you should contemplate when purchasing around for clothes is the shape of the dress.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
https://je-tall-marketing-845.lon1.digitaloceanspaces.com/research/je-marketing-(422).html
David’s Bridal offers convenient on-line and in-person shopping experiences.
https://jekyll.s3.us-east-005.backblazeb2.com/20251014-3/research/je-marketing-(394).html
Light, sunny, and normally filled with flowers, they usually
usually use pastel colours inspired by springtime blooms.
https://je-tall-marketing-858.lon1.digitaloceanspaces.com/research/je-marketing-(456).html
We’re in love with the muted florals on this romantic mother-of-the-bride gown.
https://je-sf-tall-marketing-741.b-cdn.net/research/je-marketing-(27).html
They have been excited about it since childhood, planning each…
https://je-tal-marketing-899.lon1.digitaloceanspaces.com/research/je-marketing-(402).html
Look for cinched-in jackets that will not solely disguise her wobbly bits, but additionally help her change her look from day to night.
https://fr-well-10.blr1.digitaloceanspaces.com/research/%EF%B8%8F-france-(4953).html
Follow the styling lead and pair yours with silver sandals and a berry lip.
https://je-tall-marketing-860.lon1.digitaloceanspaces.com/research/je-marketing-(141).html
Peach, crimson, and gold introduced punchy color to a conventional Indian sari.
Top Stories: https://blog.thanos.ai/traffic-arbitrage-7-strategies-to-maximize-your-2/
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-824/research/je-marketing-(357).html
Look for attire in champagne, navy and even black (yes, it is completely fashionable to wear
black to a wedding!) for a refined shade palette.
https://je-tall-marketing-824.tor1.digitaloceanspaces.com/research/je-marketing-(362).html
Then you’ll view your saved listings every time you login.
https://fr-well-5.ams3.digitaloceanspaces.com/research/%EF%B8%8F-france-(2122).html
This glittery lace-knit two-piece includes a sleeveless cocktail dress and
coordinating longline jacket.
https://fr-asia-8.sgp1.digitaloceanspaces.com/research/asia-business-(3758).html
“I needed my women to have fun,” the bride mentioned of the choice.
https://je-tal-marketing-898.lon1.digitaloceanspaces.com/research/je-marketing-(6).html
For the redwood location, it would be great to wear something in natural
colours like the two moss green outfits pictured.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-8/research/je-marketing-(341).html
Opt for one thing present but timeless with clear lines.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-826/research/je-marketing-(344).html
Discover trendy jumpsuits and attire with complementing jackets, fascinators, sneakers and equipment to complete your look.
https://fr-accounting-6.ams3.digitaloceanspaces.com/research/Accounting-market-(4112).html
Spring mom of the bride attire are going to depend upon how sizzling or cold your springs are.
https://je-tal-marketing-976.lon1.digitaloceanspaces.com/research/je-marketing-(346).html
You’ve helped her discover her dream gown,
now let us help you find yours…
https://je-tal-marketing-919.lon1.digitaloceanspaces.com/research/je-marketing-(60).html
We even have tea-length clothes and long attire to swimsuit any season, venue or choice.
https://je-tal-marketing-900.lon1.digitaloceanspaces.com/research/je-marketing-(152).html
If full skirts and punchy prints aren’t your
mom’s go-to, try a statement sleeve.
https://fr-box-1.nyc3.digitaloceanspaces.com/research/paris-(427).html
Our Mother of the Bride Dresses collection will fit any budget and elegance
and flatter any shape or size.
https://e-tall-marketing-832.tor1.digitaloceanspaces.com/research/je-marketing-(500).html
This will help her find the complementary ensemble and prevent her
from being over or underdressed.
https://jekyll.s3.us-east-005.backblazeb2.com/20251013-4/research/je-marketing-(90).html
So, at the very least, both mothers will want to wear colors that complement the other.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-784/research/je-marketing-(382).html
Of course, you’ll have the ability to play with colours
of sequin outfits to kick off the look of your goals.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-792/research/je-marketing-(108).html
Another gown with ruching for you as I think ruched types are so flattering.
https://je-tal-marketing-928.lon1.digitaloceanspaces.com/research/je-marketing-(262).html
Check out the guide for nice suggestions and concepts, and prepare to chop a splash at your daughter’s D-day.
https://je-tal-marketing-933.lon1.digitaloceanspaces.com/research/je-marketing-(486).html
You can go for prints, and flowers when you like that style.
https://fr-world-10.syd1.digitaloceanspaces.com/research/cake-(4502).html
Modest meets insanely trendy in this silky Amsale
gown that includes a column silhouette and off-the-shoulder neckline.
https://je-tall-marketing-835.lon1.digitaloceanspaces.com/research/je-marketing-(312).html
Here are 10 of the best mother of the bride dresses for this yr.
https://fr-asia-6.ams3.digitaloceanspaces.com/research/asia-business-(2938).html
Looking for the right inspiration for your mom of the bride look?
https://fr-accounting-5.lon1.digitaloceanspaces.com/research/Accounting-market-(2381).html
You can always add a wrap if you don’t wish to exhibit your arms.
https://je-tal-marketing-960.lon1.digitaloceanspaces.com/research/je-marketing-(128).html
This style is available in a good selection of colours from neutrals and pastels to brights.
https://je-tal-marketing-910.lon1.digitaloceanspaces.com/research/je-marketing-(290).html
Choose a robe with structure that holds its form all on its own.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-816/research/je-marketing-(480).html
Grab wonderful online deals on mom of the bride clothes now and
get free delivery in the United States.
https://filedn.eu/lXvDNJGJo3S0aUrNKUTnNkb/marketing-813/research/je-marketing-(459).html
Make sure you could have the proper costume, sneakers, and
more to look excellent on the massive day.
https://je-tal-marketing-960.lon1.digitaloceanspaces.com/research/je-marketing-(308).html
For the mom who likes to look put together and trendy, a jumpsuit in slate grey is sure to wow.
Откровенные видео можно транслировать на надежных платформах для обеспечения конфиденциальности.
Откройте для себя безопасные веб-сайты для качественного просмотра.
Feel free to surf to my webpage; ЛЕСБИЙСКИЕ ПОРНО ВИДЕО
Our highlights: https://podcasts.apple.com/tr/podcast/puzzlefree/id1697682168?i=1000737822998
What’s up, after reading this awesome paragraph i am also glad to share my familiarity here with colleagues.
download netextender for mac
Техническая проблема возникает когда не работает кракен ссылка из-за устаревшего адреса, DDoS атаки на серверы или блокировки Tor подключения интернет провайдером.
[url=https://van-mourik-medical.ru/]система кохлеарной имплантации Nurotron Venus [/url]– современное решение, созданное для пациентов любого возраста, испытывающих тяжёлую или глубокую потерю слуха. Система Nurotron Venus имеет подтверждение качества CE, что обеспечивает уверенность в качестве и клинической эффективности. Эта технология позволяет приблизить качество слышимости к естественному, что особенно важно для социальной активности и коммуникации. Ключевым преимуществом системы является многоуровневая обработка звука, которая обеспечивает комфортное восприятие речи при разных уровнях окружения. Благодаря лёгкому и универсальному внешнему модулю пользователи могут наслаждаться свободой движения и минимальной нагрузкой. Важной особенностью является возможность точной калибровки под особенности пациента, что позволяет аудиологам эффективно подбирать оптимальный режим работы. Кроме того, Nurotron Venus предлагает надёжную конструкцию с повышенной износостойкостью, что делает систему оптимальным выбором для активного образа жизни. Для пользователей, ведущих активную жизнь, система открывает возможности для комфортного общения. Технология Venus также помогает быстрее освоить слуховые ощущения, благодаря чему пациенты легче возвращаются к привычной повседневности. Таким образом, Nurotron Venus — это проверенное решение, которое помогает вновь открыть мир звуков, обеспечивая стабильность, качество и комфорт.
https://van-mourik-medical.ru/
[url=https://healthandsailing.ru/]Программа National Sailing Wellness Days[/url] – это прекрасная возможность для каждого человека, которые стремятся к гармонии души и тела. Данная инновационная программа предлагает гармоничное сочетание морского приключения и персонального роста. Вас ожидает удивительное приключение продолжительностью десять дней, в течение которых вы станете частью дружной команды. Любой предстоящий день подарит вам управлением яхтой и полезными физическими нагрузками. Квалифицированные инструкторы и профессиональные нутрициологи поделятся своими ценными знаниями и дадут персональные рекомендации. Главной целью программы является не просто обычный тур выходного дня, а фундаментальная перезагрузка ваших привычек. Вы научитесь не только управлять парусным судном, но и грамотно планировать свой рацион, понимать сигналы организма и эффективно расслабляться. Море выступает в роли мощного природного терапевта, а необходимость слаженных действий укрепляет коллективный дух и лидерские качества. После завершения этой замечательной программы вы обретете новый взгляд на свою жизнь и здоровье. Вы получите не только яркие воспоминания и загар, но и конкретные знания для сохранения прекрасного самочувствия. National Sailing Wellness Days — это инвестиция в ваше будущее, где энергия и жизненный тонус наполняют все ваши дела. Используйте эту возможность начать все с чистого листа, отправившись в плавание, которое перевернет ваше мировоззрение.
https://healthandsailing.ru/
Enhancing your workflow involves integrating an ai music generator as a collaborative partner rather than a replacement.
chơi bài 66b – Cơn lốc mới trên bản đồ giải trí trực tuyến 2025, hứa hẹn khuấy đảo cộng đồng cược thủ yêu thích sự đẳng cấp và đổi mới. Đây, là điểm đến lý tưởng cho người chơi tìm kiếm cơ hội làm giàu, là biểu tượng cho xu hướng cá cược thời đại mới. TONY12-082
Геосинтетические материалы https://stsgeo-spb.ru для строительства и благоустройства в Санкт-Петербурге и ЛО. Интернет-магазин геотекстиля, георешёток, геосеток и мембран. Работаем с частными и оптовыми заказами, быстро доставляем по региону.
Интернет-магазин https://stsgeo-krd.ru геосинтетических материалов в Краснодар: геотекстиль, георешётки, геоматериалы для дорог, фундаментов и благоустройства. Профессиональная консультация и оперативная доставка.
The other day, while I was at work, my cousin stole my iPad and tested to see if it can survive a thirty foot drop, just so she can be a youtube sensation. My apple ipad is now broken and she has 83 views. I know this is entirely off topic but I had to share it with someone!
банда казино
Uwielbiasz hazard? nv casino promo code: rzetelne oceny kasyn, weryfikacja licencji oraz wybor bonusow i promocji dla nowych i powracajacych graczy. Szczegolowe recenzje, porownanie warunkow i rekomendacje dotyczace odpowiedzialnej gry.
Строительные геоматериалы https://stsgeo-ekb.ru в Екатеринбурге с доставкой: геотекстиль, объемные георешётки, геосетки, геомембраны. Интернет-магазин для дорожного строительства, ландшафта и дренажа. Консультации специалистов и оперативный расчет.
Greetings I am so glad I found your blog page, I really found you by error, while I was searching on Askjeeve for something else, Regardless I am here now and would just like to say kudos for a remarkable post and a all round interesting blog (I also love the theme/design), I don’t have time to read through it all at the minute but I have saved it and also included your RSS feeds, so when I have time I will be back to read more, Please do keep up the great jo.
официальный сайт leebet
I appreciate, lead to I found exactly what I used to be having a look for. You’ve ended my four day lengthy hunt! God Bless you man. Have a nice day. Bye
сайт казино РиоБет
Нужна работа в США? обучение диспетчера в америке в сша онлайн : работа с заявками и рейсами, переговоры на английском, тайм-менеджмент и сервис. Подходит новичкам и тем, кто хочет выйти на рынок труда США и зарабатывать в долларах.
Hi there, yes this post is really fastidious and I have learned lot of things from it about blogging. thanks.
Brazil independent escort
Нужна работа в США? курс трак диспетчера для женщин : работа с заявками и рейсами, переговоры на английском, тайм-менеджмент и сервис. Подходит новичкам и тем, кто хочет выйти на рынок труда США и зарабатывать в долларах.
Печатали упаковочные коробки для продукции и качество приятно порадовало. Печать четкая, картон прочный, сгибы аккуратные. Макет согласовали быстро и без лишних уточнений. Производство заняло минимальное время. Прекрасный опыт сотрудничества: календарь с логотипом печать
Срочный вызов электрика https://vash-elektrik24.ru на дом в Москве. Приедем в течение часа, быстро найдём и устраним неисправность, заменим розетки, автоматы, щиток. Круглосуточный выезд, гарантия на работы, прозрачные цены без скрытых доплат.
rayavadee краби краби на английском
Hot Topics: https://youthcompany.co.kr/bbs/board.php?bo_table=free&wr_id=8596
[url=https://www.panram.ru/partners/news/vozdushnye-shary-na-den-rozhdeniya-vidy-idei-i-sovety/]воздушные шары ко дню рождения[/url] остаются одним из самых популярных способов добавить ярких эмоций для любого торжества. Такие украшения позволяют оформить пространство, делая праздник более памятным. Существует множество вариантов воздушных шаров, и каждый из них подходит для вечеринки для взрослых. Например, летающие воздушные шары идеально подходят для оформления фотозоны. Они могут быть в форме цифр, что позволяет собрать оригинальную композицию. Кроме того, популярностью пользуются фольгированные шары, которые отличаются большей долговечностью. Их часто выбирают для украшения пространства в определенной тематике. Для любителей нежных оттенков подойдут пастельные шары, которые создают спокойную атмосферу. Если вы хотите сделать праздник более выразительным, можно использовать многоуровневые гирлянды, которые помогают создать центр композиции. Такие решения часто применяются как для домашних праздников, так и для мероприятий в кафе или студиях. Особое внимание стоит уделить выбору цветовой гаммы, ведь правильно подобранные цвета помогают выделить ключевые элементы декора. Важно учитывать возраст именинника, тематику праздника и размер площадки. Для маленьких детей отлично подходят яркие тематические наборы, а для взрослых — эстетичные цветовые сочетания. Не менее значимым элементом подготовки является выбор надежных моделей, поэтому следует отдавать предпочтение качественному латексу. Благодаря большому разнообразию шаров можно легко сделать праздник уникальным, а при желании использовать надписи для придания украшениям персонального характера. Правильное сочетание шаров, форм и цветов помогает превратить обычный день рождения в настоящее событие, которое оставит приятные эмоции. Воздушные шары — это практичный способ украсить любое пространство, подходящий для праздников любого формата.
https://www.panram.ru/partners/news/vozdushnye-shary-na-den-rozhdeniya-vidy-idei-i-sovety/
школа диспетчеров с трудоустройством как начать работать диспетчером грузоперевозок в 2025
Тату студии в Санкт-Петербурге. Профессиональные студии татуировки: от миниатюрной графики до масштабного реализма. Индивидуальные эскизы, абсолютная стерильность и опытные мастера. Запишитесь на консультацию и создайте свой шедевр! https://spb-tattoo.ru/
VIP escort in London, more details here: escort london luxury Confidentiality and high level of service.
[url=https://www.c-inform.info/news/id/112683]доставка воздушных шаров[/url] помогает сделать подготовку к мероприятию более удобной и приятной, ведь воздушные шары являются одним из самых эмоциональных и универсальных способов передать атмосферу радости для любого события. Они используются для декора помещений, позволяя легко преобразить зал, дом или открытую площадку. Разнообразие форм, цветов и размеров дает возможность подбирать индивидуальный стиль, превращая каждое торжество в особенный момент. Многие выбирают гелиевые шары, которые эффектно смотрятся в интерьере и позволяют создавать объемные композиции. Такие шары могут быть в форме цифр и фигур, что дает возможность создать акцентные зоны. Для более выразительного оформления часто используют фигурные металлизированные модели, отличающиеся высокой прочностью и привлекательным блеском. Они становятся центром любой композиции и прекрасно сочетаются с латексными шарами. Для тех, кто предпочитает мягкие тона, подойдут нежные расцветки, создающие деликатный праздничный эффект. Чтобы оформить крупные мероприятия, используют гирлянды из шаров, которые помогают украсить входную группу. Такие решения подходят для дней рождения, свадеб, корпоративов, выпускных и любых других торжеств, делая оформление запоминающимся. Цветовая гамма играет важную роль, поэтому важно учитывать стиль мероприятия. Например, для детских праздников идеально подходят красочные тематические наборы, а для взрослых — минималистичные композиции. Дополнительным преимуществом является возможность наносить надписи, что делает праздник еще более значимым. Воздушные шары способны наполнить пространство ощущением торжества. Благодаря удобной доставке и большому выбору вариантов вы можете получить шары в нужное время. Независимо от повода, воздушные шары остаются атрибутом радостных событий, способным подарить эмоции каждому гостю.
https://www.c-inform.info/news/id/112683
[url=https://parmanews.ru/novost/companynews/118583/]моментальный заказ шаров[/url] — лучшее решение для украшения любого события. Шары издавна считаются простым и стильным способом украсить пространство, который подходит и для уютных домашних торжеств, и для больших мероприятий. Современный декор из шаров легко адаптируется под любую стилистику, и вы всегда сможете найти композицию, подходящую под настроение события. На детских торжествах востребованы шары с героями, цифры и насыщенные цвета, а для взрослых торжеств подойдут стильные пастельные оттенки или хром. Композиции из шаров добавляют пространству глубину и праздничную динамику, которую легко использовать для фотофона, оформления сцены или зоны поздравлений. Шары ценят за простоту, эффектность и демократичную стоимость, ведь декор можно создать как из нескольких элементов, так и из масштабных арок и гирлянд. Также стоит отметить устойчивость и надежность современных шаров, что делает их удобными для длительных праздников. Во время выбора композиции важно учитывать цветовое решение, формат и настроение, чтобы украшение выглядело органично и создавало желаемый эффект. Если вы хотите сэкономить время, лучше доверить оформление профессионалам, которые подберут подходящий стиль и возьмут на себя все этапы работы. Грамотно подобранные воздушные шары создают особое настроение, дополняя событие выразительными и стильными элементами декора.
https://parmanews.ru/novost/companynews/118583/
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
[url=https://svadba67.ru/]воздушные шарики с доставкой[/url] — это только малая часть того, что предлагает актуальный информационный портал о свадьбах в Смоленске. Здесь собраны полезные советы по организации свадьбы, а также каталоги профессионалов, чтобы каждая пара смогла создать атмосферу, отражающую их стиль. На портале вы найдете все о параде невест в Смоленске, который становится центром внимания всего города. Это событие стало неотъемлемой частью свадебной культуры Смоленска. Для тех, кто планирует торжество, портал предлагает подборку профессиональных фотографов для свадеб, а также советы по созданию фотосессии мечты. Специальные материалы помогут определиться, какой ресторан или банкетный зал выбрать. Представлены обзоры популярных площадок, чтобы каждая пара могла подобрать идеальный вариант. На портале также доступны активные разделы женского общения, где можно обсудить волнующие вопросы с теми, кто уже прошел путь подготовки к свадьбе. А свежие новости Смоленска помогут оставаться в курсе всего, что может заинтересовать будущих молодожёнов. Сайт создан как единая площадка для подготовки идеального праздника, поэтому здесь собрано все для организации и проведения свадьбы: от выбора платья до идей для оформления. Благодаря удобной структуре и регулярному обновлению информации портал стал опорой для молодожёнов Смоленска, помогая делать важный день по-настоящему особенным.
https://svadba67.ru/
Broadcast visibility increases when you buy tiktok live likes during streaming sessions. Real-time engagement boosts help lives appear in trending feeds attracting organic viewers to active broadcasts.
Сравнительный анализ объясняет кракен тор или кракен ссылка разницу между клир доменами с автоматическим редиректом и полными онион адресами работающими только в Tor сети.
Надежный кракен тор с настроенными мостами позволяет обходить блокировки провайдеров в странах с жесткой интернет цензурой и ограничениями.
Новинний портал Ужгорода https://88000.com.ua головні події міста, політика, економіка, культура, спорт та життя городян. Оперативні новини, репортажі, інтерв’ю та аналітика. Все важливе про Ужгород в одному місці, зручно з телефону та комп’ютера.
трансы новосибирск Тем не менее, сообщество транс-персон в Новосибирске растет и развивается, создавая онлайн-платформы и офлайн группы поддержки. Самоорганизация и взаимопомощь становятся ключевыми факторами в борьбе за свои права и за достойную жизнь. Поиск информации, обмен опытом и простое человеческое общение помогают преодолевать трудности и находить силы для дальнейшего пути. Новосибирск – это город возможностей, и даже в условиях сложностей, трансгендерные люди находят здесь свое место.
A cozy hotel Bianca Resort & Spa Kolasin for mountain lovers. Ski slopes, trekking trails, and local cuisine are nearby. Rooms are equipped with amenities, Wi-Fi, parking, and friendly staff are available to help you plan your vacation.
This is the ugly truth: most HVAC failures occur because someone skipped a step. Failed to calculate the load properly. Used cheap equipment. Misjudged the insulation needs. We’ve fixed countless of these disasters. And each time, we file away another learning. Like in 2017, when we began adding WiFi controls to every installation. Why? Because Sarah, our master tech, got sick of watching homeowners waste money on bad temperature control. Now clients save 20-30% yearly.
https://www.linkedin.com/company/product-air-heating-cooling-and-electrical
A cozy booking Kolasin for mountain lovers. Ski slopes, trekking trails, and local cuisine are nearby. Rooms are equipped with amenities, Wi-Fi, parking, and friendly staff are available to help you plan your vacation.
Просматривайте откровенные материалы безопасно, выбирая проверенные веб-сайты для взрослых.
Используйте безопасные платформы
для конфиденциального развлечения.
Feel free to surf to my web site … ЛЕСБИЙСКИЕ ПОРНО ВИДЕО
Free Online Jigsaw Puzzle https://vps38382.mybloglicious.com/58807429/play-online-puzzles-for-adults play anytime, anywhere. Huge gallery of scenic photos, art and animals, customizable number of pieces, autosave and full-screen mode. No registration required – just open the site and start solving.
[url=https://altsvadba.ru/]шары с гелием с доставкой[/url] — это удобный способ подарить настроение, выбрав подходящую композицию. Мы предлагаем широкий выбор тематических шаров, которые подойдут для детского праздника или корпоративного события. Благодаря надежной фиксации каждого шара композиции сохраняют форму и яркость на протяжении долгого времени, позволяя наслаждаться ими как можно дольше. Наши специалисты помогут подобрать оптимальное решение, ориентируясь на тему праздника. Варианты включают комбинированные наборы с фигурами персонажей, а также наполненные конфетти. Мы работаем так, чтобы доставка была максимально удобной, поэтому каждый заказ тщательно проверяется перед отправкой. Мы доставляем полностью готовые композиции, что позволяет моментально начать украшение помещения. Наш сервис ориентирован на тех, кто ценит удобство, поэтому каждая заявка обрабатывается быстро и четко. Мы предлагаем актуальные новинки, чтобы ваш праздник стал по-настоящему уникальным. Если вам нужны декор для романтических встреч, у нас есть готовые наборы на любой вкус. Для больших мероприятий доступны комплексные решения, которые выполняются с учетом особенностей площадки. Мы стремимся сделать так, чтобы каждый клиент оставался доволен, а гелиевые шары становились важной частью декора. Заказывая у нас, вы получаете красивые и долговечные шары, способные украсить любой праздник.
https://altsvadba.ru/
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
[url=https://happykidtoys.ru/]яркие воздушные шары с быстрой доставкой по Москве[/url] могут дополнить любой праздник, однако если вы хотите порадовать ребенка чем-то особенным, обратите внимание на наш каталог качественных детских игрушек, где собраны востребованные товары для детей разных возрастов. Мы предлагаем большой выбор развивающих и игровых наборов, включающий популярные сюжетные наборы, а также развивающие товары для дошкольников. Каждая позиция проходит отбор по безопасности, чтобы родители могли быть уверены в надежности покупки. Мы следим за тем, чтобы ассортимент удовлетворял запросы детей и взрослых, предлагая конструкторы и пазлы, а также подарочные комплекты. Наша задача — предоставить приятные условия покупки, чтобы каждый мог выбрать интересный набор без переплат. В каталоге представлены развлекательные наборы, которые помогут организовать совместный досуг. Мы внимательно относимся к тому, чтобы информация о каждом товаре была максимально точной, поэтому на странице товара доступно указание материалов. Наш интернет-магазин работает для покупателей из всех регионов, предлагая быструю отправку в любой город. Это означает, что вы можете заказать игрушки онлайн, не выходя из дома. Мы отправляем товары с защитными материалами, чтобы каждая игрушка приехала готовой к использованию. Для тех, кто ищет игрушку на день рождения, доступны специальные подборки, которые помогут найти подходящий набор. Мы стремимся сделать процесс покупки максимально простым, поэтому на сайте реализованы удобные фильтры, позволяющие легко ориентироваться среди большого разнообразия товаров. Наша команда регулярно обновляет каталог, добавляя актуальные игрушки, чтобы дети могли получать современные товары, а родители — экономить время и силы. Делая заказ у нас, вы выбираете выгодные условия, а также получаете возможность подарить ребенку интересный досуг с помощью правильно подобранных игрушек.
https://happykidtoys.ru/
Inbet Nigeria — thousands of live sports events sports Bet Nigeria . Fast payouts, high odds, 24/7 support, and match broadcasts. Bet on sports and play slots, roulette, blackjack at Inbet Nigeria. Mobile app, jackpots, promos, welcome & deposit bonuses.
[url=https://ashkelonim.co.il/%d7%a6%d7%a8%d7%9b%d7%a0%d7%95%d7%aa-%d7%aa%d7%95%d7%9b%d7%9f-%d7%a9%d7%99%d7%95%d7%95%d7%a7%d7%99/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%91%d7%99%d7%a9%d7%a8%d7%90%d7%9c-%d7%9e%d7%93%d7%a8%d7%99%d7%9a-%d7%9e%d7%a7%d7%99%d7%a3-%d7%9c%d7%a8%d7%9b%d7%99%d7%a9%d7%94-%d7%91%d7%98%d7%95%d7%97%d7%94-706243]מספר רישוי[/url] הוא אחד הצעדים הראשונים שכל קונה רכב בישראל צריך לבדוק לפני קבלת החלטה. במידע זה ניתן למצוא היסטוריית טיפולים, בעלויות קודמות ומצב רישוי עדכני. מי שרוצה לבצע רכישה בטוחה חייב לבצע בדיקת רכב מקצועית. המכון מספק דו״ח מפורט שמציג את מצב המערכות ומדדי הבטיחות. בחינת שלדה, כריות אוויר ומערכות בלימה היא חובה לפני קנייה. חשוב לוודא שכל המערכות האלקטרוניות פועלות ללא תקלות. חוסר בדיקה מוביל לעיתים להוצאות גבוהות ומיותרות. נסיעת מבחן מאפשרת לזהות רעשים, רעידות ובעיות תפעול. מערכות מחשב מציגות ערכים המשפיעים ישירות על איכות ובטיחות הרכב. היעדר תיעוד עשוי להצביע על תחזוקה לקויה. בחירה נכונה של מכון בדיקה משפיעה ישירות על איכות ההחלטה. הדו״ח מספק תמונה מלאה המאפשרת לנהל משא ומתן על המחיר. מי שמבצע את כל שלבי הבדיקה מגדיל משמעותית את הביטחון ברכישה. השקעה בבדיקה משתלמת ותורמת לרכישה בטוחה ושקולה. כך ניתן לרכוש רכב משומש בישראל בביטחון מלא וללא סיכונים מיותרים.
https://ashkelonim.co.il/%d7%a6%d7%a8%d7%9b%d7%a0%d7%95%d7%aa-%d7%aa%d7%95%d7%9b%d7%9f-%d7%a9%d7%99%d7%95%d7%95%d7%a7%d7%99/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%91%d7%99%d7%a9%d7%a8%d7%90%d7%9c-%d7%9e%d7%93%d7%a8%d7%99%d7%9a-%d7%9e%d7%a7%d7%99%d7%a3-%d7%9c%d7%a8%d7%9b%d7%99%d7%a9%d7%94-%d7%91%d7%98%d7%95%d7%97%d7%94-706243
Playbet Kenya offers – Playbet Kenya betting on dozens of sports in live and pre-match (line) modes, a live online casino with tables available 24/7, and a huge selection of popular slots. A unique welcome bonus is offered for deposits made in cryptocurrency. Round-the-clock support and fast withdrawals of winnings.
Покупка современной корпусной мебели для дома или офиса в 2025 году. Интернет магазины рейтинг и цены от покупателей: https://faine-misto.dp.ua/pokupka-mebely-dlya-kvartyry-onlajn-sovety-po-vyboru-komplekta/
Binance announcements pump events Cryptocurrency investment strategies are evolving beyond traditional approaches. Passive income crypto via yield generation, liquidity provision, staking, and lending is gaining traction. Sustainable wealth building mandates a long-term perspective, encompassing market cycle awareness crypto, Bitcoin halving events, and the astute assessment of sector rotations altcoins. Prudent diversification crypto portfolio is paramount.
Playbet Nigeria offers betting – Playbet Nigeria on dozens of sports in live and pre-match (line) modes, a live online casino with tables available 24/7, and a huge selection of popular slots. A unique welcome bonus is offered for deposits made in cryptocurrency. Round-the-clock support and fast withdrawals of winnings.
Want to obtain an investor visa uae? We guide you through business setup or property investment requirements, prepare documentation, submit your application and ensure smooth processing. Transparent, efficient and tailored to your goals.
Let me share the dirty truth: most septic companies just service tanks. They’re like temporary salesmen at a demolition convention. But Septic Solutions? These guys are different. It all started back in the beginning of the 2000s when Art and his family—just kids hardly tall enough to lift a shovel—aided install their family’s septic system alongside a weathered pro. Picture this: three kids knee-deep in Pennsylvania clay, learning how soil absorption affects drainage while their peers played Xbox. “We didn’t just dig ditches,” Art explained to me last winter, hot coffee cup in hand. “We understood how ground whispers mysteries. A patch of marsh plants here? That’s Mother Nature yelling ‘high water table.'”
https://www.facebook.com/p/Septic-Solutions-LLC-61573138695947/
Профессиональный дилер по ссылке предлагает доступ купить валидные профили для бизнеса. Особенность этого шопа — это наличие эксклюзивной библиотеки, где выложены секретные мануалы по SMM. Команда поможем, каким образом безопасно прогревать рекламу, как обходить ЗРД и настраивать прокси. Переходите в наше комьюнити, изучайте полезные кейсы, общайтесь и делайте профит вместе с нами уже сегодня.
Để mở rộng cộng đồng hội viên, xn88 lừa đảo còn có chính sách khuyến mãi dành cho những người giới thiệu bạn bè. Khi bạn mời thành công một người mới tham gia và người đó thực hiện nạp tiền, bạn sẽ nhận được phần thưởng bằng tiền mặt hoặc tiền thưởng để cá cược. Điều này giúp khách hàng tham gia vừa có thể tận hưởng những trận đấu hấp dẫn, vừa có thêm cơ hội gia tăng thu nhập một cách dễ dàng. TONY12-11A
покупка аккаунтов букмекерских контор Аренда аккаунтов букмекерских контор представляет собой альтернативный вариант, когда лицо, владеющее аккаунтом, предоставляет его во временное пользование за определенную плату. Этот путь также не лишен рисков, поскольку владелец аккаунта не может полностью контролировать действия арендатора, что может привести к нарушению правил букмекерской конторы и, как следствие, к негативным последствиям для обеих сторон.
мне 20 хочу любви https://rutiti.ru рассказ о девушке которая ищет парня для любви, обьятий, секса, читайте нашу историю на рутити, все бесплатно.
Platforma internetowa mostbet casino: zaklady przedmeczowe i na zywo, wysokie kursy, akumulatory, zaklady na sumy i handicapy, a takze popularne sloty i kasyno na zywo. Bonus powitalny, regularne promocje, szybkie wyplaty na karty i portfele.
Prodej reziva https://www.kup-drevo.cz v Ceske republice: siroky vyber reziva, stavebniho a dokoncovaciho reziva, tramu, prken a stepky. Dodavame soukromym klientum i firmam stalou kvalitu, konkurenceschopne ceny a dodavky po cele Ceske republice.
Современные технологии 3D-печати — это быстрое решение для бизнеса и частных клиентов. Мы осуществляем услуги по производству образцов и готовых продуктов. Наши инженеры и операторы используют проверенные устройства, что позволяет обеспечивать качество на уровне промышленных стандартов. Для печати используются разнообразные материалы для любых задач, что расширяет спектр применения. Обращаясь к нам, вы избавляетесь от риска брака. Перейдите по ссылке, чтобы оформить заказ, и мы создадим изделие, которое вам необходимо – http://wiki.m-nex.net/3D-%D0%BF%D0%B5%D1%87%D0%B0%D1%82%D1%8C:_%D0%9E%D1%82_%D0%A7%D0%B5%D1%80%D1%82%D0%B5%D0%B6%D0%B0_%D0%94%D0%BE_%D0%93%D0%BE%D1%82%D0%BE%D0%B2%D0%BE%D0%B3%D0%BE_%D0%98%D0%B7%D0%B4%D0%B5%D0%BB%D0%B8%D1%8F_%D0%97%D0%B0_%D0%9A%D0%BE%D1%80%D0%BE%D1%82%D0%BA%D0%B8%D0%B9_%D0%A1%D1%80%D0%BE%D0%BA. Мы используем только профессиональные материалы для печати.
Professional dropbox alternative europe secure, efficient, fast and privacy-focused reliable FTP Backup storage in Europe. 100% Dropbox European alternative. Protection on storage account. Choose European Backup Storage for peace of mind, security, and reliable 24x7x365 data management service.
Вызов электрика https://vash-elektrik24.ru на дом в Москве: оперативный выезд, поиск и устранение неисправностей, установка розеток и выключателей, подключение техники, ремонт проводки. Квалифицированные мастера, точные цены, гарантия на работы и удобное время приезда.
Хочешь сдать авто? выкуп авто дорого быстро и безопасно: моментальная оценка, выезд специалиста, оформление сделки и мгновенная выплата наличными или на карту. Покупаем автомобили всех марок и годов, включая битые и после ДТП. Работаем без скрытых комиссий.
University VSU named P.M. Masherov offers modern educational programs, a strong faculty, and an active student life. Practice-oriented training, research projects, and international collaborations help students build successful careers.
Качественный поставщик https://bluebook-directory.blackandbluedirectory.com/index.php?c=651 предлагает доступ заказать прогретые расходники для работы. Ключевое преимущество этого шопа — заключается в наличии огромной библиотеки, в которой выложены свежие статьи по добыче трафика. Команда подскажем, как правильно запускать аккаунты, где избегать чекпоинты и использовать прокси. Заказывая у нас, вы получаете не просто товар, а также всестороннюю консультацию, страховку на валид плюс самые приятные прайсы на рынке.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
Проблемы с алкоголем? вывод из запоя срочно: анонимная помощь, круглосуточный выезд врача, детоксикация, капельницы, стабилизация состояния и поддержка. Индивидуальный подход, современные методы и контроль здоровья. Конфиденциально и безопасно.
купить курсовую сайт [url=https://www.kupit-kursovuyu-24.ru]https://www.kupit-kursovuyu-24.ru[/url] .
Анонимный сервис обмена криптовалют ComCASH
предоставляет приватный
обмен цифровых активов без KYC.
Вы можете эффективно
совершать обмен криптовалют, сохраняя приватность.
Наш сервис предлагает простой процесс обмена
и комфортное использование.
Выберите анонимный
обмен криптовалюты с ComCASH и получите быстрый результат.
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обменник биткоин на сбербанк coin24 su[/URL]
[URL=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]как перевести биткоины на карту сбербанка[/URL]
[url=https://comcash.cc/ru/exchange/LTC-SBPRUB/create]обмен ltc[/url]
[url=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменник btc на сбербанк[/url]
[url=https://comcash.cc/]биткоин обменник[/url]
[url=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменять бтк на сбербанк[/url]
[url=https://comcash.cc/ru/exchange/DOGE-SBERRUB/create]обмен dogecoin[/url]
[url=https://comcash.cc/]сервис обмена криптовалют[/url]
[url=https://comcash.cc/ru/exchange/USDTTRC20-CASHRUB/create]usdt trc20 в рубли[/url]
[url=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменять биткоин на рубли в сбербанке[/url]
[url=https://comcash.cc/]обменик криптовалюты[/url]
[url=https://comcash.cc/]биткоин на карту[/url]
[url=https://comcash.cc/]купить криптовалюту без верификации[/url]
[url=https://comcash.cc/]обменный пункт криптовалюты онлайн[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]1 usdt trc20 в рублях[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-CASHRUB/create]usdt trc20 на карту в рублях[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-CASHRUB/create]usdt trc20 в рубли[/URL]
Анонимный обменник криптовалюты КомКеш
предоставляет приватный
обмен цифровых активов без KYC.
Вы можете быстро
совершать обмен криптовалют, сохраняя безопасность.
Наш сервис предлагает мгновенные сделки
и гибкие условия.
Выберите удобный
обмен криптовалюты с ComCASH и получите максимальную приватность.
[url=https://comcash.cc/]обменник monero[/url]
[url=https://comcash.cc/ru/exchange/USDTERC20-BTC/create]btc адрес отправителя для aml проверки[/url]
[url=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обмен usdt на сбербанк[/url]
[url=https://comcash.cc/]обменник eth[/url]
[url=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]обменник сбербанк биткоин[/url]
[URL=https://comcash.cc/ru/exchange/BTC-SBERRUB/create]биткоин на карту сбербанка[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]цена биткоина в сбербанке на сегодня[/URL]
[url=https://comcash.cc/ru/exchange/XMR-CASHRUB/create]обмен xmr на рубли[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]рубли на биткоины сбербанк[/URL]
[url=https://comcash.cc/]обменять криптовалюту на наличные[/url]
[url=https://comcash.cc/ru/exchange/USDTTRC20-TCSBRUB/create]обмен usdt на тинькофф[/url]
[url=https://comcash.cc/]обменник крипто[/url]
[url=https://comcash.cc/]eth обменник[/url]
[url=https://comcash.cc/]обменник криптовалют без верификации[/url]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обменять usdt trc20 на сбербанк[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]обмен usdt 20 на сбер[/URL]
[URL=https://comcash.cc/ru/exchange/USDTTRC20-SBERRUB/create]1 usdt trc20 в рублях[/URL]
bukmacher internetowy mostbet oferuje szeroki wybor zakladow sportowych, zakladow na zywo i slotow od czolowych dostawcow. Oferuje szybka rejestracje, bonusy dla nowych graczy, przyjazna dla uzytkownika aplikacje mobilna, natychmiastowe wyplaty i calodobowa obsluge klienta.
як дізнатися мій тарифний план
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
trans porn [url=https://www.svebollegokartogpaintball.dk/]trans porn[/url] .
покупка курсовой [url=http://www.kupit-kursovuyu-21.ru]http://www.kupit-kursovuyu-21.ru[/url] .
дайсон официальный сайт стайлер купить [url=https://fen-d-3.ru/]fen-d-3.ru[/url] .
курсовой проект купить цена [url=https://www.kupit-kursovuyu-23.ru]https://www.kupit-kursovuyu-23.ru[/url] .
курсовая заказ купить [url=https://www.kupit-kursovuyu-26.ru]курсовая заказ купить[/url] .
дипломные работы на заказ [url=http://kupit-kursovuyu-25.ru]http://kupit-kursovuyu-25.ru[/url] .
срочно курсовая работа [url=www.kupit-kursovuyu-27.ru]www.kupit-kursovuyu-27.ru[/url] .
курсовые купить [url=http://kupit-kursovuyu-28.ru/]курсовые купить[/url] .
Женский портал https://forthenaturalwoman.com о жизни, красоте и вдохновении: мода, уход за собой, здоровье, отношения, карьера и личные финансы. Полезные статьи, честные обзоры, советы экспертов и истории реальных женщин. Присоединяйтесь к сообществу и находите идеи для себя каждый день.
Главные новости https://mynewsmonitor.com онлайн: самые важные события дня в сжатом и понятном формате. Политика, экономика, общество, мир, наука и культура. Краткие сводки, развёрнутые статьи, мнения экспертов и удобная лента, которая обновляется в режиме реального времени.
Актуальные и главные https://allnews.in.ua новости: короткие заметки о срочных событиях и развёрнутые аналитические материалы. Помогаем понять, что произошло, почему это важно и к чему может привести. Лента обновляется в течение дня, чтобы вы не упустили ничего значимого.
Главные новости https://newsline.in.ua онлайн: от срочных сообщений до глубоких обзоров и экспертных комментариев. Политика, экономика, безопасность, технологии и культура. Только проверенные факты и удобная лента, чтобы быстро ориентироваться во всём, что происходит.
oficjalne pobieranie mostbet mostbet pl
dyson com официальный сайт [url=fen-d-3.ru]fen-d-3.ru[/url] .
курсовая заказать [url=www.kupit-kursovuyu-24.ru/]курсовая заказать[/url] .
Все главные https://ua-news.com.ua новости в одном потоке: актуальные события, важные решения, прогнозы, мнения и аналитика. Помогаем понять, что стоит за заголовками, как события связаны между собой и почему они значимы. Обновления в режиме реального времени.
Главные новости https://ukrnews.in.ua сегодня: политика, экономика, международные события, наука, культура и общественные темы. Оперативные сводки, анализ и подробные статьи. Полная картина дня, собранная в одном месте для удобного и быстрого чтения.
Современный авто https://cargurus.com.ua портал: свежие новости, премьеры, обзоры новых и подержанных автомобилей, тест-драйвы, советы по эксплуатации и страхованию. Удобный поиск по маркам и моделям, рейтинги, подборки и полезные материалы для автолюбителей любого уровня.
Новостной портал https://ua-today.com.ua с акцентом на достоверность: только проверенные источники, факты, комментарии экспертов и глубокая аналитика. Удобная лента событий, фильтры по темам, архив материалов и быстрый доступ к главному за день.
заказ курсовых работ [url=https://kupit-kursovuyu-26.ru/]заказ курсовых работ[/url] .
курсовая работа купить [url=http://www.kupit-kursovuyu-25.ru]курсовая работа купить[/url] .
купить курсовую москва [url=www.kupit-kursovuyu-21.ru]www.kupit-kursovuyu-21.ru[/url] .
https://mebel-24.blogspot.com/2025/12/2025.html?m=1
курсовые под заказ [url=https://kupit-kursovuyu-23.ru]https://kupit-kursovuyu-23.ru[/url] .
Онлайн авто https://autoindustriya.com.ua портал: всё об автомобилях и автожизни. Обзоры и сравнения моделей, тест-драйвы, лайфхаки по ремонту и обслуживанию, информация о кредитах и лизинге, новости рынка. Помогаем выбрать машину, понять тонкости владения и сэкономить на содержании.
Женский портал https://womanblog.com.ua с актуальными темами: тренды моды и макияжа, здоровье, фитнес, питание, саморазвитие и вдохновляющие истории. Ежедневные обновления, рекомендации специалистов и подборки идей для повседневной жизни, карьеры и личного счастья.
Современный женский https://womanstyle.com.ua портал для тех, кто хочет успевать всё: стиль и красота, психология и отношения, материнство, дом, путешествия и работа. Практичные лайфхаки, чек-листы, подборки и мотивационные материалы, которые помогают заботиться о себе и жить в балансе.
Современный новостной https://arguments.com.ua портал: главные новости дня, поясняющая аналитика, мнения экспертов и репортажи с мест событий. Лента в реальном времени, тематические рубрики, фото и видео. Помогаем разобраться в том, что происходит в стране и мире.
курсовой проект цена [url=https://kupit-kursovuyu-27.ru/]курсовой проект цена[/url] .
помощь в написании курсовой [url=kupit-kursovuyu-29.ru]помощь в написании курсовой[/url] .
курсовая работа купить [url=http://kupit-kursovuyu-22.ru/]курсовая работа купить[/url] .
курсовая работа недорого [url=www.kupit-kursovuyu-28.ru/]курсовая работа недорого[/url] .
Авто портал https://automotive-news.com.ua для тех, кто живёт автомобилями: новости автопрома, обзоры машин, тест-драйвы, советы по выбору и обслуживанию, сравнение моделей и подбор авто по параметрам. Фото, видео, мнения экспертов и реальные отзывы владельцев в одном месте.
Строительный портал https://garden-story.com для профессионалов и частных мастеров: статьи и инструкции по ремонту, отделке и строительству, обзоры материалов и инструментов, калькуляторы, сметы, фото-примеры и советы экспертов. Всё, чтобы грамотно спланировать и выполнить работы.
Портал о ремонте https://remont-sam.com и строительстве: от подготовки проекта и сметы до отделки и декора. Подробные инструкции, обзоры инструментов, рейтинги материалов, фото-примеры и лайфхаки. Удобная навигация по темам помогает быстро найти нужное решение для вашего объекта.
стайлер дайсон для волос с насадками цена купить официальный сайт [url=www.fen-d-3.ru/]www.fen-d-3.ru/[/url] .
Schwarzes schwules Porno-Sexvideo [url=http://www.w20-germany.org/]Schwarzes schwules Porno-Sexvideo[/url] .
заказать практическую работу недорого цены [url=http://www.kupit-kursovuyu-24.ru]http://www.kupit-kursovuyu-24.ru[/url] .
курсовая работа купить москва [url=http://www.kupit-kursovuyu-26.ru]курсовая работа купить москва[/url] .
срочно курсовая работа [url=http://www.kupit-kursovuyu-25.ru]http://www.kupit-kursovuyu-25.ru[/url] .
заказать практическую работу недорого цены [url=kupit-kursovuyu-21.ru]kupit-kursovuyu-21.ru[/url] .
срочно курсовая работа [url=http://kupit-kursovuyu-23.ru]http://kupit-kursovuyu-23.ru[/url] .
sex toys for gays [url=https://www.www.pnewind.com]sex toys for gays[/url] .
написание курсовых на заказ [url=www.kupit-kursovuyu-27.ru]написание курсовых на заказ[/url] .
официальный сайт дайсон фен [url=www.fen-d-3.ru/]www.fen-d-3.ru/[/url] .
курсовая заказать недорого [url=www.kupit-kursovuyu-29.ru/]www.kupit-kursovuyu-29.ru/[/url] .
I savor, result in I discovered exactly what I used to be having a look for. You have ended my 4 day lengthy hunt! God Bless you man. Have a great day. Bye
friv juegos 2016
купить задание для студентов [url=https://kupit-kursovuyu-28.ru/]https://kupit-kursovuyu-28.ru/[/url] .
курсовая работа купить москва [url=https://www.kupit-kursovuyu-22.ru]https://www.kupit-kursovuyu-22.ru[/url] .
написание курсовой на заказ цена [url=https://kupit-kursovuyu-24.ru]написание курсовой на заказ цена[/url] .
помощь курсовые [url=http://www.kupit-kursovuyu-26.ru]http://www.kupit-kursovuyu-26.ru[/url] .
написание студенческих работ на заказ [url=http://kupit-kursovuyu-25.ru]http://kupit-kursovuyu-25.ru[/url] .
порно отец и дочь [url=https://www.www.svebollegokartogpaintball.dk]порно отец и дочь[/url] .
rejestracja w mostbet mostbet casino
анекдоты из жизни Повседневные ситуации часто полны тонкой иронии. Приходишь на работу и обнаруживаешь, что твой календарь перепутал даты с днями недели, и ты словно живёшь в другом городе, где понедельник — это воскресенье и наоборот. В супермаркете, где ты ищешь кетчуп, тебя одолевает целая палитра «помнишь ли ты?» — на этикетках смешные подсказки: «вегетарианская лавка», «холодные глаза», «мурRing продавец». Но когда ты всё-таки находишь нужное, тебя встречает улыбка кассира, и день — кажется, снова идёт по плану. Повседневность дарит нам множество мини-радостей, если замечать их вовремя.
Строительный портал https://sovetremont.com с практическими советами: ремонт квартир, строительство домов, инженерные системы, отделка, фасады, кровля и благоустройство. Руководства, видео, расчёты и рекомендации экспертов, которые помогают экономить время и деньги.
Портал о строительстве https://stroyline.com и ремонте: пошаговые инструкции, обзоры материалов, калькуляторы, идеи планировок и дизайна, советы мастеров и реальные примеры. Помогаем спланировать работы, избежать типичных ошибок и сэкономить время и бюджет.
Онлайн-портал https://stroyinfo.com о строительстве и ремонте для владельцев квартир, домов и дач: полезные статьи, схемы, чек-листы, подбор материалов и техники, советы по отделке и инженерным системам. Всё, чтобы сделать ремонт своими руками или грамотно контролировать подрядчиков.
Свежие новости https://ukrportal.com.ua Украины и мира: политика, экономика, общество, происшествия, аналитика и авторские материалы. Оперативные обновления 24/7, проверенные факты и объективная подача. Следите за ключевыми событиями, которые формируют будущее страны и всего мира.
официальный магазин дайсон [url=www.fen-d-4.ru]официальный магазин дайсон[/url] .
написание учебных работ [url=https://www.kupit-kursovuyu-21.ru]https://www.kupit-kursovuyu-21.ru[/url] .
купить курсовую работу [url=https://www.kupit-kursovuyu-27.ru]купить курсовую работу[/url] .
курсовая работа на заказ цена [url=www.kupit-kursovuyu-23.ru/]курсовая работа на заказ цена[/url] .
заказать практическую работу недорого цены [url=http://kupit-kursovuyu-29.ru]http://kupit-kursovuyu-29.ru[/url] .
курсовые заказ [url=https://www.kupit-kursovuyu-28.ru]курсовые заказ[/url] .
срочно курсовая работа [url=https://kupit-kursovuyu-22.ru/]kupit-kursovuyu-22.ru[/url] .
Актуальные новости https://ukrmedia24.com.ua Украины и мира в одном месте: главные события дня, обзоры, комментарии экспертов, репортажи и эксклюзивные материалы. Политика, экономика, технологии, культура и спорт. Быстро, достоверно и удобно для ежедневного чтения.
Новости Украины https://ukrinfo24.com.ua и мира: оперативная информация, разбор ключевых событий, интервью, репортажи и аналитика. Только проверенные источники и объективная подача. Будьте в курсе того, что происходит в стране и на международной арене прямо сейчас.
Все новости https://uanews24.com.ua Украины и мира — быстро, достоверно и понятно: события в политике, экономике, науке, культуре и спорте. Подробные обзоры, интервью и аналитика помогают увидеть полную картину происходящего. Ежедневные обновления и удобная навигация.
Лента новостей https://uavesti.com.ua Украины и мира: самые важные события дня, актуальные темы, экспертные оценки и глубокая аналитика. Удобный формат, быстрые обновления, проверенные данные. Политика, общество, экономика, культура и мировые тенденции — всё на одной платформе.
фен dyson [url=fen-d-4.ru]фен dyson[/url] .
Сайт для женщин https://golosiyiv.kiev.ua которые ценят себя и своё время: полезные статьи о моде и уходе, психологии, детях, отношениях, работе и хобби. Подборки идей, гайды, чек-листы и вдохновляющие истории. Помогаем находить баланс между заботой о других и заботой о себе.
Онлайн женский https://womenclub.kr.ua портал для девушек и женщин любого возраста: статьи про красоту и уход, отношения, семью, детей, карьеру и хобби. Удобная навигация по разделам, полезные советы, тесты и подборки, которые помогают находить ответы на важные вопросы.
Сайт для женщин https://e-times.com.ua о жизни, красоте и вдохновении: мода, макияж, уход за собой, здоровье, отношения, семья и карьера. Практичные советы, обзоры, чек-листы и личные истории. Помогаем заботиться о себе, развиваться и находить новые идеи каждый день.
Онлайн-сайт https://funtura.com.ua для женщин любого возраста: тренды моды и макияжа, здоровый образ жизни, питание, фитнес, отношения и саморазвитие. Регулярные обновления, советы экспертов и вдохновляющие материалы, которые помогают чувствовать себя увереннее каждый день.
Журнал о животных https://zoo-park.com дикая природа и домашние питомцы. Познавательные материалы, фотоистории, редкие виды, повадки, экология и ответственное содержание. Понятные гайды по уходу, выбору питомца и безопасному общению с животными.
онлайн сервис помощи студентам [url=www.kupit-kursovuyu-29.ru/]онлайн сервис помощи студентам[/url] .
Журнал о животных https://myzoofriend.com советы по уходу за питомцами, здоровье, питание, воспитание и поведение. Обзоры кормов и аксессуаров, рекомендации ветеринаров, истории спасения и интересные факты о кошках, собаках и дикой природе.
Новостной портал https://infonews.com.ua с полным охватом событий: оперативная лента, большие тексты, интервью и аналитика. Политика, экономика, общество, технологии, культура и спорт. Обновления в режиме реального времени и удобная структура разделов для ежедневного чтения.
Авто портал https://just-forum.com с полным набором разделов: новости, обзоры, тесты, подержанные авто, советы по покупке, эксплуатации и продаже автомобиля. Честные мнения экспертов, реальные отзывы, подборки лучших моделей и удобная навигация по маркам и классам.
фен дайсон где купить [url=https://fen-d-4.ru/]фен дайсон где купить[/url] .
курсовые заказ [url=http://kupit-kursovuyu-22.ru]http://kupit-kursovuyu-22.ru[/url] .
Портал о даче https://sovetyogorod.com саде и огороде: статьи и гайды по уходу за почвой, посадке, обрезке, мульчированию и борьбе с болезнями растений. Обзоры инструментов, идеи для теплиц и компостеров, ландшафтные решения и полезные советы для урожая.
Женский портал https://dreamywoman.com о стиле жизни: красота и уход, мода, здоровье, психология, отношения, семья и карьера. Полезные статьи, подборки, чек-листы и вдохновляющие истории. Всё, чтобы заботиться о себе, развиваться и находить идеи на каждый день.
Новостной портал https://ua24news.com.ua Украины: оперативные события дня, политика, экономика, общество, происшествия и международная повестка. Проверенные факты, аналитика, интервью и репортажи. Узнавайте главное о жизни страны и мира в удобном формате 24/7.
Современный женский https://nova-woman.com сайт для девушек и женщин: тренды моды и макияжа, питание, фитнес, эмоциональное здоровье, отношения и саморазвитие. Понятные советы, обзоры, тесты и подборки, которые помогают чувствовать себя увереннее и счастливее.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me? https://accounts.binance.com/si-LK/register-person?ref=LBF8F65G
Главные новости https://smi24.com.ua Украины в одном месте: актуальные события, мнения аналитиков, расследования, репортажи и эксклюзивные материалы. Наш новостной портал помогает понимать, что происходит в стране и как события влияют на жизнь людей.
Онлайн-новостной https://novosti24online.com.ua портал Украины: лента новостей, авторские колонки, интервью, обзоры и аналитика. Политика, социальные вопросы, экономика, международные события — всё оперативно, достоверно и понятно каждому читателю.
Новости Украины https://mediaportal.com.ua в удобном формате: лента последних событий, разделы по темам, авторские колонки и аналитика. Освещаем политику, экономику, безопасность, социальные вопросы и международные отношения. Портал для тех, кто хочет получать полную картину дня.
Новостной портал https://mediasfera.com.ua Украины для тех, кто хочет быть в курсе: свежие публикации, разбор ключевых событий, экспертные оценки и подробные материалы о политике, экономике и обществе. Быстрые обновления, удобная навигация и проверенная информация.
купить фен дайсон официальный сайт [url=www.fen-d-4.ru]купить фен дайсон официальный сайт[/url] .
a href=”https://yourlifestylehub.shop/” />lifestyle finds hub – The site highlights unique lifestyle items, navigation is simple and smooth.
lifestyle product hub – Products are arranged neatly, offering a fast and enjoyable browsing experience.
Женский сайт https://loveliness.kyiv.ua с практичным контентом: уход за кожей и волосами, стильные образы, дом и уют, дети, работа и финансы. Полезные рекомендации, экспертные материалы и вдохновение без лишней «воды». Удобная навигация по рубрикам и регулярные обновления.
Универсальный авто https://kolesnitsa.com.ua портал для водителей и будущих владельцев: обзоры автомобилей, сравнение комплектаций, тест-драйвы, советы по ТО и ремонту, подбор шин и аксессуаров. Актуальные новости, аналитика рынка и материалы, которые помогают делать осознанный выбор.
Онлайн женский https://lugor.org.ua сайт для тех, кто ценит своё время: гайды по красоте и стилю, психологические советы, идеи для дома, отношения, материнство и карьерные цели. Подборки, чек-листы, истории и советы, которые реально работают в повседневной жизни.
Украинский новостной https://mediacentr.com.ua портал с акцентом на объективность и факты: свежие новости, аналитические статьи, интервью и спецпроекты. Освещаем жизнь страны, реформы, фронт, дипломатию и повседневные истории людей. Всё важное — на одной площадке.
favorite shopping hub – Items are neatly presented, and exploring the site is fast and pleasant.
Thoughtful Design Hub – Neat sections and intuitive navigation, browsing feels natural and enjoyable.
Ethical Lifestyle Hub – Thoughtfully selected items, site makes finding products easy and quick.
best picks zone – Zone shows diverse selections, navigation is intuitive and simple.
Global Ethical Essentials – Products thoughtfully arranged, browsing feels seamless and intuitive.
fashion corner picks – Selections look trendy, browsing feels comfortable and effortless.
Classic Goods Hub – Timeless selections look amazing, navigating the site is easy and fun.
favorite trend collection – Stylish selections are highlighted nicely, site feels easy to use.
Modern Curated Marketplace – Well-selected goods, site layout makes finding products simple and smooth.
top trend store – Items are displayed nicely, navigating feels smooth and fast.
Curated Choice Hub – Products feel carefully chosen, browsing is simple and user-friendly.
Autumn Peak Studio – Autumn-style items look charming, and the browsing experience feels calm and easy today.
Home & Style Essentials – Beautiful products, site navigation feels smooth and shopping easy.
GlobalValue Deals – Deals look neatly arranged, and page transitions feel smooth and simple.
Value & Premium Finds – High-quality affordable products, ordering process fast and hassle-free.
GVH Essentials – Essentials are easy to access, and overall navigation feels pleasant.
Curated Essentials Marketplace – Diverse products, site makes shopping simple and satisfying.
fresh growth ideas – Really nice selection of encouraging pieces, the layout feels intuitive and simple.
Handcrafted Selection Hub – Artisan goods feel authentic, arrived quickly and neatly packaged.
grow & go – Interesting mix of unique picks, and navigation feels relaxed and consistent.
Новостной портал https://infosmi.com.ua Украины: главные события дня, оперативная лента, аналитика и мнения экспертов. Политика, экономика, общество, война и международные новости. Чёткая подача, удобная структура разделов и регулярные обновления в режиме 24/7.
Онлайн новостной https://expressnews.com.ua портал для тех, кто хочет быть в курсе: свежие новости, обзоры, спецпроекты и авторские материалы. Политика, бизнес, общество, наука, культура и спорт — всё в одном месте, с понятной подачей и регулярными обновлениями 24/7.
Украинский новостной https://medicalanswers.com.ua портал: главные новости, расширенные обзоры, разбор решений власти, ситуации на фронте и жизни граждан. Фото, видео, инфографика и мнения экспертов помогают глубже понять происходящее в Украине и вокруг неё.
Портал о технологиях https://technocom.dp.ua новости IT и гаджетов, обзоры смартфонов и ноутбуков, сравнения, тесты, инструкции и лайфхаки. Искусственный интеллект, кибербезопасность, софт, цифровые сервисы и тренды — простым языком и с пользой для читателя.
Портал смачних ідей https://mallinaproject.com.ua прості рецепти на щодень, святкові страви, десерти, випічка та корисні перекуси. Покрокові інструкції, поради, підбірки меню й лайфхаки для кухні. Готуйте швидко, смачно та з натхненням разом із нами.
Curated Sustainable Marketplace – Eco-conscious products, browsing is intuitive and pleasant overall.
growth window – Some great unusual products, and browsing through feels refreshing and fast.
Intentional Click Hub – Products feel thoughtfully sourced, navigating the site is simple and seamless.
Naturally Crafted Marketplace – Carefully selected goods, shopping experience is easy and satisfying.
lifestyle happiness hub – Great uplifting items here, with a layout that stays clear and easy.
happy home living – Home-living options appear bright and organized, making the site feel user-friendly.
Надёжный эвакуатор Дмитров — помощь на дороге 24 часа. Эвакуация легковых и коммерческих авто, кроссоверов и мотоциклов. Современная техника, фиксированная стоимость, быстрый выезд по городу и области.
Мужской портал https://phizmat.org.ua о стиле, здоровье, отношениях и деньгах. Свежие новости, честные обзоры гаджетов и авто, тренировки и питание, подборки фильмов и игр, лайфхаки для работы и отдыха — без воды и кликбейта. Советы, инструкции и тесты каждый день.
Туристический портал https://prostokarta.com.ua о путешествиях по России и миру: маршруты, города и страны, советы туристам, визы и перелёты, отели и жильё, обзоры курортов, идеи для отдыха, лайфхаки, личный опыт и актуальные новости туризма.
Срочный эвакуатор Дмитров: оперативный выезд, подача от 20 минут. Перевозка автомобилей после ДТП и поломок, межгород, бережная транспортировка. Работаем круглосуточно, без скрытых доплат, принимаем заявки в любое время.
Женский журнал https://eternaltown.com.ua о стиле, красоте и здоровье. Мода и тренды, уход за кожей и волосами, отношения и психология, дом и семья, карьера и саморазвитие. Полезные советы, подборки, интервью и вдохновение каждый день.
Clickping Central – Items and sections arranged thoughtfully, making exploration seamless.
Creative Essentials Hub – Well-designed layout, visually pleasing items, and a seamless shopping experience.
get x casino играть [url=https://t.me/getx_site_official/]t.me/getx_site_official[/url] .
стайлер купить дайсон официальный сайт [url=http://stajler-d-3.ru]стайлер купить дайсон официальный сайт[/url] .
оригинал dyson фен купить [url=www.fen-ds-1.ru]www.fen-ds-1.ru[/url] .
dyson официальный сайт в россии [url=http://fen-d-1.ru]http://fen-d-1.ru[/url] .
дайсон фен оригинал цена [url=https://stajler-d-1.ru]дайсон фен оригинал цена[/url] .
купить фен дайсон оригинал в москве официальный сайт [url=http://stajler-d-2.ru/]http://stajler-d-2.ru/[/url] .
Let me share the ugly truth: nearly all septic companies just maintain tanks. They are like band-aid salesmen at a demolition convention. But Septic Solutions? They are different. It all began back in the early 2000s when Art and his siblings—just kids scarcely tall enough to carry a shovel—aided install their family’s septic system alongside a grizzled pro. Imagine this: three kids buried in Pennsylvania clay, learning how soil porosity affects drainage while their buddies played Xbox. “We did not just dig ditches,” Art explained to me last winter, hot coffee cup in hand. “We learned how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature shouting ‘high water table.'”
https://littlelioness.net/2023/07/11/breathe-easy-the-importance-of-furnace-air-filter-maintenance/
дайсон купить стайлер официальный сайт [url=http://fen-ds-3.ru/]http://fen-ds-3.ru/[/url] .
dyson фен оригинал [url=www.fen-ds-2.ru/]www.fen-ds-2.ru/[/url] .
фен дайсон оригинал [url=http://fen-d-2.ru/]фен дайсон оригинал[/url] .
помощь студентам курсовые [url=http://kupit-kursovuyu-30.ru/]помощь студентам курсовые[/url] .
купить фен dyson оригинал [url=http://stajler-d.ru/]http://stajler-d.ru/[/url] .
купить дайсон стайлер для волос официальный сайт цена с насадками [url=https://fen-ds-4.ru]https://fen-ds-4.ru[/url] .
купить фен dyson оригинал [url=www.dn-fen-1.ru/]www.dn-fen-1.ru/[/url] .
купить фен дайсон официальный [url=www.dn-fen-3.ru/]купить фен дайсон официальный[/url] .
dyson com официальный сайт [url=https://dn-fen-2.ru/]https://dn-fen-2.ru/[/url] .
Clickping Curation Hub – Carefully curated items and structured design, making the site easy to explore.
Профессиональное агентство интернет маркетинга для малого и среднего бизнеса. Настройка рекламы, продвижение сайтов, рост заявок и продаж. Аналитика, оптимизация и постоянный контроль эффективности рекламных кампаний.
Нужно межевание? межевание стоимость профессиональное межевание участка для оформления и регистрации прав. Геодезические измерения, уточнение границ, межевой план, сопровождение в Росреестре. Опытные кадастровые инженеры, точность и прозрачная стоимость.
Продажа тяговых аккумуляторных https://e-battery.ru батарей для вилочных погрузчиков – надёжные решения для стабильной работы складской техники. Подбор АКБ по параметрам, доставка, установка, долгий ресурс и высокая производительность для интенсивной эксплуатации
Thoughtful Hub Marketplace – Well-organized content, smooth interface and visually appealing layout.
Нужен аккумулятор? аккумулятор автомобильный купить цена подбор АКБ по марке и модели авто, большой выбор ёмкости и пускового тока. Доставка, самовывоз, выгодные условия и помощь в установке.
Right now: https://vds07271.jiliblog.com/95242132/upgrade-your-focus-with-brain-puzzles-for-adults
Thoughtful Design Hub – Neat sections and intuitive navigation, browsing feels natural and enjoyable.
Thoughtful Click Hub – Exploring the site is a pleasure, everything feels neatly organized and user-friendly.
Mindful Design Market – Eco-friendly and thoughtfully organized, checkout is simple and quick.
Intentional Experience Store – Items presented thoughtfully, shopping feels smooth and effortless.
modernwellbeingstore – Wellbeing-focused items are appealing, site navigation makes shopping very simple.
Курсы арабского языка https://shams-arab.ru блог с полезными статьями, упражнениями и примерами. Разбираем грамматику, лексику, диалоги и особенности языка. Делимся советами по обучению, мотивации и выбору формата занятий.
Сервис помощи https://students-helper.ru студентам с учебными работами. Курсовые, контрольные, рефераты, отчёты и презентации. Индивидуальный подход, соблюдение сроков, доработки по требованиям преподавателя и конфиденциальность.
Школа БПЛА https://obucheniebpla.ru обучение управлению беспилотными летательными аппаратами с нуля и для продвинутых. Практика полётов, основы безопасности, навигация, аэрофотосъёмка и подготовка операторов дронов по современным стандартам.
Curated Petal Picks – Browsing is effortless, highlighting soft and delightful items.
Обучение родителей https://mother-massage.ru массажу и гимнастике для детей от рождения до года. Практические занятия, безопасные техники, развитие моторики и укрепление здоровья малыша. Поддержка специалиста, пошаговые рекомендации и уверенность родителей.
Образовательный блог https://za-obrazovanie.ru о методиках обучения и развитии навыков. Статьи о преподавании, педагогике, оценивании, мотивации и работе с детьми и взрослыми. Практика, кейсы и полезные материалы.
Thoughtful Navigation Hub – Well-organized layout with smooth browsing and visually neat content.
дайсон официальный сайт стайлер для волос с насадками цена купить [url=http://stajler-d-3.ru]http://stajler-d-3.ru[/url] .
modernwellbeingstore – Wellbeing-focused items are appealing, site navigation makes shopping very simple.
дайсон стайлер купить официальный сайт [url=https://fen-ds-3.ru/]дайсон стайлер купить официальный сайт[/url] .
цена дайсон стайлер для волос с насадками официальный сайт купить [url=http://fen-ds-2.ru]http://fen-ds-2.ru[/url] .
студенческие работы на заказ [url=http://kupit-kursovuyu-30.ru/]студенческие работы на заказ[/url] .
стайлер дайсон купить официальный сайт [url=https://fen-ds-1.ru/]https://fen-ds-1.ru/[/url] .
официальный dyson [url=https://fen-ds-4.ru/]официальный dyson[/url] .
стайлер дайсон цена для волос с насадками официальный сайт купить [url=https://dn-fen-3.ru/]https://dn-fen-3.ru/[/url] .
Charming Petal Hub – Smooth navigation paired with soft, visually appealing products.
Thoughtful Layout Hub – Neat design with carefully organized items and seamless browsing.
купить фен dyson оригинал [url=www.fen-d-1.ru]www.fen-d-1.ru[/url] .
дайсон официальный сайт стайлер купить [url=http://stajler-d-2.ru]http://stajler-d-2.ru[/url] .
фен дайсон официальный купить [url=https://dn-fen-2.ru/]https://dn-fen-2.ru/[/url] .
фен дайсон цена официальный сайт [url=www.dn-fen-1.ru]www.dn-fen-1.ru[/url] .
Wellbeing Marketplace Hub – Intuitive interface with products selected for modern wellness.
стайлер дайсон для волос с насадками официальный сайт купить цена [url=https://dn-fen-4.ru/]https://dn-fen-4.ru/[/url] .
фен купить дайсон официальный сайт [url=https://stajler-d-1.ru/]https://stajler-d-1.ru/[/url] .
Thoughtful Click Picks – Well-laid-out content and intuitive navigation make exploring the site enjoyable.
Futuristic Home Picks – The interface is clean, showcasing visually striking futuristic items throughout.
La plateforme 1xbet apk: paris sportifs en ligne, matchs de football, evenements en direct et statistiques. Description du service, marches disponibles, cotes et principales fonctionnalites du site.
Site web de parifoot rd congo: paris sportifs, championnats de football, resultats des matchs et cotes. Informations detaillees sur la plateforme, les conditions d’utilisation, les fonctionnalites et les evenements sportifs disponibles.
Site web 1xbet rdc – paris sportifs en ligne sur le football et autres sports. Propose des paris en direct et a l’avance, des cotes, des resultats et des tournois. Description detaillee du service, des fonctionnalites du compte et de son utilisation au Congo.
Curated Daily Essentials – Navigation is easy, and the products are both practical and elegant.
La plateforme en ligne 1xbet burkina: paris sportifs en ligne, matchs de football, evenements en direct et statistiques. Description du service, marches disponibles, cotes et principales fonctionnalites du site.
Application mobile 1xbet burkina apk. Paris sportifs en ligne, football et tournois populaires, evenements en direct et statistiques. Presentation de l’application et de ses principales fonctionnalites.
Consumer Hub Picks – Items reached quickly, packaging well-done, support was very responsive.
Neat Click Hub – Clean and structured interface with easy-to-follow sections.
официальный сайт дайсон в москве [url=https://stajler-d.ru]https://stajler-d.ru[/url] .
Curated Wildshore Finds Hub – Navigation is effortless, showcasing unique shore and coastal products.
Curated Premium Living – Smooth browsing experience with a selection of well-chosen, stylish products.
официальный сайт дайсон фен [url=http://www.fen-d-2.ru]http://www.fen-d-2.ru[/url] .
Thoughtful Picks Hub – Clean and structured layout, browsing the site is effortless.
купить фен дайсон официальный [url=http://stajler-d-3.ru/]купить фен дайсон официальный[/url] .
Everglen Nature Picks – Navigation is simple, with products inspired by natural beauty.
Intentional Lifestyle Hub – Smooth site navigation with appealing visuals, very enjoyable to browse.
modernpremiumhub – Modern and premium items feel well curated, browsing is effortless today.
Golden Peak Picks – Navigation is easy, showcasing distinctive handcrafted items.
everydaypremiumessentials – Everyday essentials are high-quality, shopping here is quick and pleasant overall.
Ethical Goods Hub – Eco-friendly and stylish products, shopping experience is hassle-free.
выполнение учебных работ [url=http://www.kupit-kursovuyu-30.ru]выполнение учебных работ[/url] .
дайсон официальный сайт [url=https://www.fen-ds-3.ru]дайсон официальный сайт[/url] .
дайсон фен цена официальный сайт [url=https://www.fen-ds-2.ru]https://www.fen-ds-2.ru[/url] .
дайсон стайлер для волос официальный сайт цена купить с насадками [url=https://dn-fen-3.ru]https://dn-fen-3.ru[/url] .
Thoughtful Experience Hub – Everything clearly arranged, making the browsing experience very satisfying.
фен дайсон цена официальный сайт [url=https://dn-fen-4.ru]https://dn-fen-4.ru[/url] .
дайсон официальный сайт стайлер купить [url=http://fen-ds-4.ru]дайсон официальный сайт стайлер купить[/url] .
стайлер дайсон для волос с насадками цена купить официальный сайт [url=https://fen-ds-1.ru]https://fen-ds-1.ru[/url] .
Autumn Hill Lifestyle – Every product feels seasonal and inviting, and the website is easy to navigate.
дайсон сайт официальный [url=http://dn-fen-2.ru]http://dn-fen-2.ru[/url] .
Here’s the ugly truth: the majority of septic companies just maintain tanks. They are like temporary salesmen at a disaster convention. But Septic Solutions? They are special. It all started back in the beginning of the 2000s when Art and his brothers—just kids scarcely tall enough to lift a shovel—aided install their family’s septic system alongside a weathered pro. Picture this: three youngsters waist-deep in Pennsylvania clay, understanding how soil porosity affects drainage while their friends played Xbox. “We did not just dig trenches,” Art explained to me last winter, hot coffee cup in hand. “We understood how earth whispers secrets. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://johnathandyhx509.theglensecret.com/are-smart-thermostats-worth-the-investment-for-homeowners
Creative Home Picks – Every product is visually appealing, and browsing is smooth and easy.
Curated Autumn Boutique – Interface is intuitive, featuring charming autumn items throughout.
dyson фен оригинал [url=https://dn-fen-1.ru/]dn-fen-1.ru[/url] .
купить дайсон стайлер с насадками официальный сайт для волос цена [url=https://www.fen-d-1.ru]https://www.fen-d-1.ru[/url] .
Creative Home Essentials – Each item is distinctive, and navigating the store feels effortless.
Modern Ethical Picks – Carefully curated products with responsible focus, navigation feels smooth.
dyson com официальный сайт [url=https://www.stajler-d-2.ru]https://www.stajler-d-2.ru[/url] .
Wildridge Bloom Hub – Fresh, bloom-inspired items make browsing the store smooth and enjoyable.
стайлер дайсон купить в спб [url=https://stajler-d-3.ru]стайлер дайсон купить в спб[/url] .
Global Picks Hub – Smooth shopping experience with high-quality products and clear layout.
Ethical Home & Lifestyle – Easy-to-use layout and products that reflect conscious choices.
официальный сайт дайсон в россии [url=https://www.stajler-d-1.ru]https://www.stajler-d-1.ru[/url] .
Moonridge Picks Marketplace – Navigation is simple, highlighting distinctive and fun products.
practical guidance – Encourages decision-making backed by relevance and clarity.
La plateforme 1xbet burkina apk: paris sportifs en ligne, matchs de football, evenements en direct et statistiques. Description du service, marches disponibles, cotes et principales fonctionnalites du site.
Site web 1xbet rdc apk – paris sportifs en ligne sur le football et autres sports. Propose des paris en direct et a l’avance, des cotes, des resultats et des tournois. Description detaillee du service, des fonctionnalites du compte et de son utilisation au Congo.
Consumer Conscious Store – Helpful information and top-notch products, browsing feels easy.
globalpremiumcollective – Global premium items are unique, website is user-friendly and visually appealing.
Site web de parifoot rdc: paris sportifs, championnats de football, resultats des matchs et cotes. Informations detaillees sur la plateforme, les conditions d’utilisation, les fonctionnalites et les evenements sportifs disponibles.
La plateforme en ligne 1xbet burkina faso: paris sportifs en ligne, matchs de football, evenements en direct et statistiques. Description du service, marches disponibles, cotes et principales fonctionnalites du site.
Curated Urban Finds Hub – Browsing is smooth, featuring contemporary and visually appealing products.
купить дайсон стайлер с насадками для волос официальный сайт цена [url=http://stajler-d.ru/]http://stajler-d.ru/[/url] .
официальный сайт дайсон фен [url=https://dn-fen-4.ru/]официальный сайт дайсон фен[/url] .
официальный сайт dyson фен [url=www.fen-d-2.ru/]www.fen-d-2.ru/[/url] .
покупка курсовой [url=http://www.kupit-kursovuyu-30.ru]покупка курсовой[/url] .
купить стайлер дайсон официальный сайт [url=fen-ds-3.ru]купить стайлер дайсон официальный сайт[/url] .
стайлер дайсон купить оригинал официальный сайт [url=https://dn-fen-3.ru/]https://dn-fen-3.ru/[/url] .
сайт дайсон официальный в россии [url=https://www.fen-ds-2.ru]https://www.fen-ds-2.ru[/url] .
moderncollectorsmarket – Modern collectibles feel high-quality, shopping experience is seamless and effortless.
Clickping Curation Hub – Carefully curated items and structured design, making the site easy to explore.
growth options – Highlights manageable ways to look at potential opportunities.
Conscious Essentials Hub – Easy navigation, quick load times, and an impressive variety of products.
Application mobile 1xbet apk. Paris sportifs en ligne, football et tournois populaires, evenements en direct et statistiques. Presentation de l’application et de ses principales fonctionnalites.
Школа блогеров https://vdskill.ru и видеотехнологий для авторов и предпринимателей. Создание видео, сторителлинг, монтаж и продвижение. Практические занятия, поддержка наставников и актуальные инструменты для роста.
Образовательный блог https://educationruss.ru об обучении за границей. Университеты и колледжи, языковые курсы, условия поступления, стоимость, документы и жизнь студентов. Полезные статьи и рекомендации для абитуриентов и родителей.
Профессиональные обучение инъекции в косметологии теория, практика, безопасность и современные подходы к эстетическим процедурам. Помогаем получить уверенные навыки и системные знания для работы.
Блог Елены Беляевой https://bestyleacademy.ru профессионального стилиста. Разборы гардероба, капсульные коллекции, советы по стилю и актуальным трендам. Практика, вдохновение и понятные рекомендации для женщин и мужчин.
дайсон официальный сайт в россии [url=https://fen-ds-4.ru]дайсон официальный сайт в россии[/url] .
moderncollectorsmarket – Modern collectibles feel high-quality, shopping experience is seamless and effortless.
дайсон официальный сайт интернет магазин [url=http://fen-ds-1.ru/]http://fen-ds-1.ru/[/url] .
next path – Encourages reviewing options with calm intention.
Ethical Design Corner – Well-curated eco-conscious items, checkout process is smooth.
Curated Outdoor Essentials – Fast-loading pages make exploring stylish outdoor items simple.
дайсон купить стайлер официальный сайт [url=www.dn-fen-2.ru]www.dn-fen-2.ru[/url] .
Global Quality Hub – Diverse product range, smooth browsing, and items feel premium.
Sunrise Studio Marketplace – Browsing feels natural, with carefully curated and inspiring products.
dyson официальный сайт фен [url=https://dn-fen-1.ru]https://dn-fen-1.ru[/url] .
дайсон фен [url=https://fen-d-1.ru/]fen-d-1.ru[/url] .
creating momentum – Emphasizes building energy through consistent positive steps.
[url=https://ashkelonim.co.il/%d7%a6%d7%a8%d7%9b%d7%a0%d7%95%d7%aa-%d7%aa%d7%95%d7%9b%d7%9f-%d7%a9%d7%99%d7%95%d7%95%d7%a7%d7%99/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%91%d7%99%d7%a9%d7%a8%d7%90%d7%9c-%d7%9e%d7%93%d7%a8%d7%99%d7%9a-%d7%9e%d7%a7%d7%99%d7%a3-%d7%9c%d7%a8%d7%9b%d7%99%d7%a9%d7%94-%d7%91%d7%98%d7%95%d7%97%d7%94-706243]נתוני הרישוי[/url] הוא אחד הצעדים הראשונים שכל קונה רכב בישראל צריך לבדוק לפני קבלת החלטה. בדיקה זו מסייעת לזהות האם היו הגבלות, תאונות או שינויים משמעותיים ברכב. מי שרוצה לבצע רכישה בטוחה חייב לבצע בדיקת רכב מקצועית. בדיקה טכנית מאפשרת לזהות בעיות נסתרות שלא רואים בעין. אחת הנקודות החשובות בבדיקה היא מערכת השלדה והבטיחות. גם מערכת החשמל והאלקטרוניקה דורשות תשומת לב. בדיקה מוקדמת מגלה תקלות שיכולות לעלות אלפי שקלים. נסיעת מבחן מאפשרת לזהות רעשים, רעידות ובעיות תפעול. מערכות מחשב מציגות ערכים המשפיעים ישירות על איכות ובטיחות הרכב. היעדר תיעוד עשוי להצביע על תחזוקה לקויה. חשוב להשוות בין מספר מכונים ולבחור גוף אמין ובעל ניסיון. הדו״ח מספק תמונה מלאה המאפשרת לנהל משא ומתן על המחיר. רכישת רכב אחרי בדיקה איכותית מעניקה שקט נפשי ובטיחות. השקעה בבדיקה משתלמת ותורמת לרכישה בטוחה ושקולה. בסופו של דבר, מי שמקפיד על בדיקת רישוי, בדיקה טכנית ובדיקת היסטוריה מבטיח לעצמו קנייה חכמה.
https://ashkelonim.co.il/%d7%a6%d7%a8%d7%9b%d7%a0%d7%95%d7%aa-%d7%aa%d7%95%d7%9b%d7%9f-%d7%a9%d7%99%d7%95%d7%95%d7%a7%d7%99/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%91%d7%99%d7%a9%d7%a8%d7%90%d7%9c-%d7%9e%d7%93%d7%a8%d7%99%d7%9a-%d7%9e%d7%a7%d7%99%d7%a3-%d7%9c%d7%a8%d7%9b%d7%99%d7%a9%d7%94-%d7%91%d7%98%d7%95%d7%97%d7%94-706243
фен дайсон купить в москве у официального дилера [url=https://www.dn-fen-4.ru]фен дайсон купить в москве у официального дилера[/url] .
официальный магазин дайсон в москве [url=http://stajler-d-2.ru/]http://stajler-d-2.ru/[/url] .
Eco Essentials Hub – Sustainable picks showcased neatly, providing a smooth shopping flow.
дайсон стайлер для волос купить официальный сайт цена с насадками [url=https://stajler-d-1.ru/]https://stajler-d-1.ru/[/url] .
Использование контрактного производства позволяет сократить затраты на создание собственного производства. Инженеры разрабатывают схемы, платы, корпусные решения и программное обеспечение, затем контролируют сборку и тестирование. Заказчик получает готовый продукт, полностью готовый к запуску, http://copya.co.kr/bbs/board.php?bo_table=free&wr_id=497744
Приятно видеть, как технология ускоряет процесс интеграции плат и ПО
growth through learning – Emphasizes improvement driven by continuous education.
дайсон официальный сайт [url=www.fen-d-2.ru/]www.fen-d-2.ru/[/url] .
дайсон официальный сайт фен купить [url=https://stajler-d.ru/]stajler-d.ru[/url] .
This is the dirty truth: the majority of septic companies just pump tanks. They are like quick-fix salesmen at a chainsaw convention. But Septic Solutions? They are unique. It all began back in the beginning of the 2000s when Art and his family—just kids hardly tall enough to shoulder a shovel—assisted install their family’s septic system alongside a grizzled pro. Imagine this: three kids knee-deep in Pennsylvania clay, discovering how soil permeability affects drainage while their peers played Xbox. “We never just dig trenches,” Art shared with me last winter, warm coffee cup in hand. “We discovered how soil whispers truths. A patch of marsh plants here? That’s Mother Nature yelling ‘high water table.'”
https://blogfreely.net/ceallakqal/top-fall-home-improvements-that-boost-home-comfort
Authentic Goods Hub – Carefully sourced items with intuitive layout and a satisfying experience.
дайсон купить в москве [url=http://fen-dn-kupit.ru]http://fen-dn-kupit.ru[/url] .
maximize growth – Suggests methods for personal development that can be applied daily.
Mindful Home Marketplace – Smooth browsing experience with neatly structured products.
Explicit web platform offers a range of videos for adult entertainment.
Select reliable platforms for a safe experience.
Feel free to surf to my website; stepsister blowjob
Design Ethically Market – Well-curated products that are eco-conscious, shopping experience feels seamless.
connect and collaborate – Shows how ideas flow better when people are linked effectively.
Профессиональное обучение плазмотерапии. Осваиваем современные техники, стандарты безопасности и нюансы работы с пациентами. Теория, практика и поддержка на всех этапах обучения.
Rocket Casino Australia
Worldwide Finds Hub – Interesting products with organized sections and visually appealing design.
take the leap – Encourages bold action for those ready to move forward.
Refined Essentials Store – Items arrived promptly, packaging was thoughtful and secure.
insightful content – Reinforces the value of ideas that prompt deeper understanding.
Innovation Starts Here – A platform focused on sharing practical and forward-looking ideas.
Explore Efficient Paths – A clean space designed to uncover the best options effortlessly.
solutionnavigator – Offers guidance to uncover better ways to solve challenges.
купить дайсон стайлер для волос официальный сайт цена с насадками [url=www.fen-dn-kupit.ru/]www.fen-dn-kupit.ru/[/url] .
dailyrenewal – Supports building motivation and starting every day with purpose.
grow with purpose – Emphasizes intentional growth instead of chasing short-term trends.
inspirationengine – Guides discovering fresh ideas daily and boosting innovative thinking.
Refined Necessities Hub – Orders arrived fast with careful packaging, very satisfied overall.
ремонт бетонных конструкций трещины [url=http://www.remont-betonnykh-konstrukczij-usilenie.ru]ремонт бетонных конструкций трещины[/url] .
инъекционная гидроизоляция фундамента [url=https://inekczionnaya-gidroizolyacziya1.ru/]инъекционная гидроизоляция фундамента[/url] .
Creative Perspectives – A calm setting that encourages looking at ideas from new angles.
курс трак диспетчера онлайн в сша онлайн для новичков
Crafted Design Collective – Handcrafted selections are exceptional, navigating the site is seamless.
quicksolutionguide – Supports identifying effective solutions rapidly.
This is the harsh truth: most septic companies just service tanks. They act like band-aid salesmen at a disaster convention. But Septic Solutions? They are unique. It all began back in the beginning of the 2000s when Art and his brothers—just kids barely tall enough to carry a shovel—assisted install their family’s septic system alongside a experienced pro. Imagine this: three pre-teens buried in Pennsylvania clay, discovering how soil absorption affects drainage while their friends played Xbox. “We did not just dig ditches,” Art shared with me last winter, hot coffee cup in hand. “We understood how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature yelling ‘high water table.'”
https://messiahpjjl385.bearsfanteamshop.com/how-air-quality-solutions-complement-product-air-heating-and-cooling-in-marysville-wa
From Learning to Action – Helpful guidance designed to make execution feel achievable and motivating.
creativeminds – Helps explore ideas freely and think outside the box every day.
Idea Freedom Lab – Makes discovering and testing creative concepts engaging and manageable.
Inspired Living Online – A calm environment that promotes daily motivation and uplifting content.
Longer Text Here: https://docs.google.com/presentation/d/13pi9me1g8kfh90joirpxaqoxgyud8jpswwooqvgw-d8/edit?usp=sharing
freshpathway – Encourages daily renewal and a positive mindset.
Современная Стоматология в Воронеже лечение кариеса, протезирование, имплантация, профессиональная гигиена и эстетика улыбки. Квалифицированные специалисты, точная диагностика и забота о пациентах.
http://bell-parik.ru/
Explore Smarter Paths – A friendly site that helps users find better paths efficiently.
Подключили интернет на дачу в Подмосковье для детей и работы. Скорость хорошая, видео и онлайн уроки идут без задержек. Сигнал уверенный благодаря правильно подобранной антенне. Установка заняла всего несколько часов. Теперь на даче так же комфортно, как в городе https://podklychi.ru/
progressbooster – Encourages taking small steps to rebuild momentum effectively.
Do What You Learn – Encouraging thoughts that remove friction from execution.
Creative Exploration Hub – Helps you freely explore new ideas with enjoyable results.
Purpose Driven Change – A modern concept centered on intentional actions that lead to growth.
knowledgeflowhub – Supports acquiring knowledge and applying it effectively in real situations.
Growth Connection Point – Useful concepts that bridge improvement and real-life application.
Daily Inspiration Hub – A friendly platform delivering motivating ideas smoothly every day.
ideasfreedom – Promotes open exploration of thoughts and creative potential.
Consistent Builder – Motivates taking action immediately and sustaining daily effort.
fastflowsuccess – Helps ideas and tasks move smoothly toward completion.
официальный сайт дайсон в россии [url=https://fen-dn-kupit.ru/]https://fen-dn-kupit.ru/[/url] .
Open Your Options – A calm and organized way to discover new directions online.
Mindset Matters – Clear and motivating ideas that encourage disciplined personal growth.
strengthjourney – Supports a journey of growth through self-discovery.
dailyinspirestory – Motivates discovering your narrative and taking immediate action.
Advance Quickly Today – A practical idea hub helping users take fast, actionable steps toward self-improvement.
Growth Planning Resource – Helpful content that encourages thoughtful and sustained progress.
dreamvisionguide – Supports turning dreams into practical and achievable visions.
Value Made Simple – Easy actions and ideas designed to deliver real benefits.
Progress With Consistency – A balanced idea emphasizing regular effort over speed.
Forward Thinking Ideas – Inspires innovative thinking to tackle challenges efficiently.
personalgrowthhub – Provides tools to expand capabilities and achieve goals.
Future Planning Made Easy – A straightforward approach to understanding your path and direction.
actionfinder – Helps map out your next move and act decisively.
habitengine – Provides tools to make habit-building easier and more effective.
Build Value Smarter – Helpful perspectives focused on clarity and usefulness.
Современная Стоматология в Воронеже лечение кариеса, протезирование, имплантация, профессиональная гигиена и эстетика улыбки. Квалифицированные специалисты, точная диагностика и забота о пациентах.
Always Be Creative – Inspiring content designed to spark original ideas and innovative thinking every day.
Step-by-Step Skills – Helps build abilities gradually with easy-to-follow steps.
печать уф на стекле цена [url=https://teletype.in/@alexd78/1ukt8kUZIEn/]teletype.in/@alexd78/1ukt8kUZIEn[/url] .
макет визитки для печати [url=https://dzen.ru/a/aTBxq5NJAQ5rNagc/]dzen.ru/a/aTBxq5NJAQ5rNagc[/url] .
дайсон официальный сайт спб [url=http://fen-dn-kupit-1.ru]http://fen-dn-kupit-1.ru[/url] .
ежедневник недатированный с логотипом [url=https://teletype.in/@alexd78/JpFJ1NJvu9K/]teletype.in/@alexd78/JpFJ1NJvu9K[/url] .
dyson фен купить [url=http://fen-dn-kupit-2.ru/]dyson фен купить[/url] .
кружка керамическая с логотипом [url=https://dzen.ru/a/aTakePgcFg8RJbIM/]dzen.ru/a/aTakePgcFg8RJbIM[/url] .
Skill Building Online – A practical hub for acquiring knowledge and skills through practice.
Impact Mindset – Focused ideas designed to support lasting positive change.
clarityinsights – Offers tips for rapid understanding and goal-setting.
Let me share the ugly truth: nearly all septic companies just service tanks. They act like temporary salesmen at a chainsaw convention. But Septic Solutions? These guys are unique. It all began back in the beginning of the 2000s when Art and his family—just kids barely tall enough to carry a shovel—assisted install their family’s septic system alongside a weathered pro. Imagine this: three pre-teens buried in Pennsylvania clay, understanding how soil porosity affects drainage while their peers played Xbox. “We never just dig holes,” Art explained to me last winter, hot coffee cup in hand. “We discovered how ground whispers mysteries. A patch of wetland vegetation here? That’s Mother Nature yelling ‘high water table.'”
https://felixqnfa965.huicopper.com/how-product-air-heating-and-cooling-in-marysville-wa-improves-indoor-comfort-year-round
skillbuilders – Guides you to learn practical skills and improve daily.
skillgrowthguide – Supports developing new abilities and using them successfully.
Discover, Learn, Grow – Encourages ongoing exploration to enhance knowledge and capabilities.
Creativity Made Simple – A clean framework for fostering inventive thinking and imagination.
дайсон фен купить официальный сайт [url=https://fen-dn-kupit.ru/]https://fen-dn-kupit.ru/[/url] .
Purposeful Learning – Engaging insights that make studying meaningful and effective.
Proven Tips Online – A clean platform for finding practical approaches that deliver outcomes.
skillgrowthguide – Encourages discovering your potential and improving abilities daily.
Consistent Value Builder – Focused ideas to ensure continuous growth and measurable results.
Reach New Levels – A simple framework designed to support growth and forward movement online.
focusstrategist – Helps plan and maintain focus on meaningful goals efficiently.
Uncover Creative Ideas – Insight-driven perspectives that inspire innovation and curiosity.
Conscious Design Market – Beautifully curated eco-friendly products, site is user-friendly and quick.
innovationmindset – Helps foster creativity and strategic thinking in all endeavors.
Momentum Builder – Encourages daily habits that steadily push you forward.
Growth Mindset Hub – A practical space for exploring personal growth and improving mindset every day.
pathexplorer – Helps navigate creative paths and make confident decisions.
Its like you read my mind! You seem to know a lot about this, like you wrote the book in it or something. I think that you can do with a few pics to drive the message home a bit, but other than that, this is fantastic blog. A fantastic read. I will certainly be back.
https://888pcom.org/
[url=https://tixmarketing.ru/]коробки из картона[/url] являются универсальным решением для упаковки товаров различного назначения и активно применяются в торговле логистике и быту Картонная упаковка обеспечивает защиту продукции от механических воздействий влаги и пыли при правильном подборе плотности Картонная упаковка помогает снизить нагрузку на окружающую среду сохраняя при этом высокие эксплуатационные характеристики Гибкость производства дает возможность адаптировать коробки под индивидуальные требования клиента Для интернет магазинов коробки из картона являются основой надежной доставки заказов покупателям Брендирование упаковки повышает узнаваемость компании и формирует доверие у клиентов Качественный гофрокартон сохраняет форму даже при длительном хранении Простота сборки экономит время сотрудников на складе и при переездах Экономичность материала позволяет масштабировать упаковочные процессы без роста издержек Широкая сфера применения подтверждает универсальность и надежность картонной тары
https://tixmarketing.ru/
фен купить dyson оригинал [url=https://fen-dn-kupit-2.ru]фен купить dyson оригинал[/url] .
See It Differently – Encouraging ideas that help change how challenges are viewed.
Discover Your Purpose – A simple platform designed to help people identify meaningful direction efficiently.
<possibilityhub – Helps you discover new possibilities and broaden your perspective today.
Start Moving Forward – Inspires action today with a clear direction and purpose.
официальный сайт дайсон фен [url=fen-dn-kupit-1.ru]fen-dn-kupit-1.ru[/url] .
Hi colleagues, its wonderful article on the topic of cultureand fully explained, keep it up all the time.
link alternatif dominobet
[url=https://alpinalighting.ru/]листы картонные в москве купить[/url] используются в самых разных сферах благодаря прочности доступности и простоте обработки Картонные листы подходят для защиты товаров при хранении и перевозке снижая риск повреждений Производство листов картонных ориентировано на стандарты качества что обеспечивает стабильные характеристики плотности и толщины В сфере дистрибуции такой материал упрощает сортировку и комплектацию продукции Материал соответствует современным требованиям устойчивого развития и экологической ответственности Различные форматы листов позволяют подобрать оптимальный вариант под конкретные задачи без лишних затрат Простота работы с материалом снижает трудозатраты и ускоряет выполнение задач Экономичность материала позволяет закупать его в необходимых объемах без превышения бюджета Универсальность применения подтверждает практическую ценность картонных листов При правильном хранении картон сохраняет свои свойства и форму в течение длительного времени
https://alpinalighting.ru/
Keep Progressing – A clean idea focused on continuous improvement and forward motion.
Priority Reset – Simple guidance to help bring order and focus back quickly.
sparkmotivation – Helps quickly discover motivational insights to energize your mind.
Для игры на деньги всегда выбираю только легальные казино в Украине. Казино с выводом денег — ключевой момент для тех, кто играет на реальные деньги. Я нашел подходящий вариант через https://topovye-kazino-onlajn.biz.ua/. Информация оказалась актуальной. Топ казино Украины обычно формируется по выплатам и отзывам.
Лучшее онлайн казино Украины — это баланс бонусов и выплат.
Топ честных онлайн казино формируется годами. Казино с реальным выводом денег — главный критерий выбора. Лучшее онлайн казино — это стабильность и поддержка. Казино обзор экономит время на тестирование.
قروض فورية
conceptrefresh – Revitalizes ideas to encourage creative problem-solving.
Focus And Direction – A practical place for refining goals and understanding purpose faster.
Innovation Network – A hub to spark collaboration and discover new perspectives globally.
Журнал о строительстве https://prostostroy.com Ваш гид в мире стройки и ремонта. Актуальные тренды, экспертные советы, обзоры материалов и технологий. От фундамента до крыши – все, что нужно знать для успешного проекта.
Главные новости Пензы https://inpenza.ru оперативно и достоверно. Мы освещаем все значимые события, происходящие в Пензе и Пензенской области. Важные объявления, афиша, полезная информация для каждого жителя. Ваш надежный источник новостей.
цена ремонта подвала [url=gidroizolyacziya-podvala-iznutri-czena1.ru]gidroizolyacziya-podvala-iznutri-czena1.ru[/url] .
futurefocusguide – Provides insights to stay proactive and build forward-oriented routines.
гидроизоляция цена кг [url=http://www.gidroizolyacziya-czena.ru]http://www.gidroizolyacziya-czena.ru[/url] .
трактор погрузчик аренда [url=http://arenda-ekskavatora-pogruzchika-6.ru]http://arenda-ekskavatora-pogruzchika-6.ru[/url] .
официальный магазин дайсон [url=http://fen-dn-kupit-3.ru]официальный магазин дайсон[/url] .
betting sports online [url=https://v-bux.ru/]betting sports online[/url] .
melbet букмекерская [url=https://v-bux.ru/]melbet букмекерская[/url] .
мелбет официальный [url=https://wwwpsy.ru/]мелбет официальный[/url] .
Inspiration For Sharing – A clean and friendly site focused on discoverable and shareable concepts.
казино melbet [url=https://kurica2.ru/]казино melbet[/url] .
melbet promocode [url=https://melbetbonusoffers.ru/]melbet promocode[/url] .
journeyguide – Provides tips for planning your path and moving forward confidently.
uplifting progress guide – The tone keeps growth encouraging and clear.
[url=https://vipusknick.ru/]канцтоваров в москве купить [/url]используются для обеспечения порядка удобства и эффективности в домашних и офисных условиях Качественные канцелярские товары помогают сосредоточиться на задачах и повысить продуктивность Канцтовары подбираются с учетом разных форматов работы и индивидуальных предпочтений В домашнем использовании канцелярия помогает организовать учебу творчество и личные записи Эргономичные решения повышают комфорт при длительной работе за столом Надежные материалы позволяют использовать продукцию ежедневно без лишнего износа При выборе канцелярии важную роль играет соотношение цены и качества Они используются в школах офисах удаленной работе и домашних кабинетах Организованное пространство способствует дисциплине и системному подходу Аккуратность и порядок формируются за счет удобных инструментов
https://vipusknick.ru/
strengthdiscovery – Guides users to discover what they do best.
journey success tips – The content encourages actionable strategies for a smooth and effective start.
Порнуха
Давно искал топовые казино онлайн и наткнулся на адекватный рейтинг с лицензиями Украины. Топ онлайн казино обычно предлагают быстрые выплаты и нормальную поддержку. Для игры на деньги полезно изучить [url=https://topovye-kazino-onlajn.biz.ua/]лучшие онлайн казино[/url]. Это снижает риски. Кращі онлайн казино обычно имеют поддержку украинских игроков.
Казино с лицензией вызывает больше доверия.
Казино на реальные деньги с выводом — основной запрос игроков. Онлайн казино без лицензии лучше обходить стороной. Казино играть онлайн на деньги стоит только на проверенных сайтах. Онлайн казино обзор дает общее представление о платформе.
Все о медицине https://zapisnapriemrostov.ru и здоровье в одном месте! Получите доступ к достоверным статьям, рекомендациям специалистов и полезным лайфхакам для поддержания отличного самочувствия. Будьте в курсе и живите полной жизнью!
Строительство и ремонт https://ctoday.ru всё, что нужно знать. Планируете стройку или обновление? Наш сайт – ваш надежный помощник. Актуальная информация о материалах, технологиях, дизайне и юридических аспектах. С нами ремонт станет проще и приятнее!
discoveropportunityhub – Provides a space to find and act on exciting possibilities.
Nhà cái ghi điểm ở việc ứng dụng AI và Big Data để phân tích hành vi người chơi, tải 888slot app từ đó tối ưu hóa giao diện và tính năng theo thói quen của từng thị trường. TONY12-16
Chương trình hoàn tiền cũng là một chính sách ưu đãi được 888SLOT triển khai nhằm giảm thiểu rủi ro cho người chơi. Với chương trình này, hội viên có thể nhận lại một phần số tiền đã thua trong các trận cá cược. TONY12-16
This is the harsh truth: the majority of septic companies just pump tanks. They’re like band-aid salesmen at a chainsaw convention. But Septic Solutions? They’re special. It all originated back in the early 2000s when Art and his brothers—just kids scarcely tall enough to shoulder a shovel—aided install their family’s septic system alongside a experienced pro. Imagine this: three pre-teens buried in Pennsylvania clay, learning how soil porosity affects drainage while their friends played Xbox. “We never just dig ditches,” Art explained to me last winter, warm coffee cup in hand. “We understood how soil whispers secrets. A patch of wetland vegetation here? That’s Mother Nature shouting ‘high water table.'”
https://www.cheaperseeker.com/u/jakleylihb
[url=https://mebel-8.ru/]качественные канцтовары для дома и офиса[/url]представляют собой надежную основу для эффективной работы учебы и повседневных задач Высокое качество канцелярских товаров обеспечивает комфорт при ежедневном использовании и снижает утомляемость Широкий выбор облегчает комплектацию рабочего места с учетом индивидуальных требований Они подходят для деловой документации учебных материалов и личных записей Современные канцелярские изделия отличаются эргономикой аккуратным внешним видом и практичностью Качество исполнения позволяет рассчитывать на длительный срок службы изделий Для дома такие товары помогают поддерживать порядок в учебе планировании и творчестве Оптимальное соотношение цены и надежности выгодно для частных лиц и компаний Организованное пространство упрощает выполнение задач и управление временем Качественные канцтовары для дома и офиса остаются востребованным решением для современной жизни
https://mebel-8.ru/
forward progress ideas – The content supports growth with a positive outlook.
warez
Self-Belief Daily – A simple way to grow confidence and maintain motivation consistently.
advantagefinder – Encourages developing skills that give you an edge in daily tasks.
Handcrafted Collective – Beautiful artisanal pieces, site navigation is simple and pleasant.
powerwithin – Helps users recognize the strengths they already have.
Hi there everyone, it’s my first pay a quick visit at this site, and paragraph is in fact fruitful in support of me, keep up posting such posts.
banda casino зеркало
start journey effectively – The platform shows ways to initiate a smart journey and maintain progress.
Хороший рейтинг казино реально помогает отсеять сомнительные сайты. Лицензионные онлайн казино с быстрым выводом сейчас в приоритете. Даже вариант topovye-kazino-onlajn biz ua часто упоминают в обсуждениях. Казино Украины онлайн развиваются довольно быстро.
Честное онлайн казино всегда указывает условия вывода.
Топ честных онлайн казино формируется годами. Казино топ 10 обычно включает проверенные бренды. Топ интернет казино помогает выбрать безопасный сайт. Топ сайтов казино удобно использовать как ориентир.
finding smart approaches – The platform inspires creative thinking for everyday problems.
Тюмень сегодня https://kfaktiv.ru главные события города! Узнайте о последних новостях, которые формируют жизнь Тюмени. От городских инициатив до культурных событий и важных объявлений – будьте в курсе всего, что происходит в нашем любимом городе. Ваша порция актуальной информации!
strategicadvancement – Encourages moving forward with well-thought-out strategies.
Всё о секретах ПО https://software-expert.ru ваш гид. Откройте для себя мир скрытых возможностей, эффективных стратегий и неочевидных лайфхаков в разработке программного обеспечения. Поймите, как создавать и использовать ПО на новом уровне.
Все о провайдерах https://providers.by Беларуси! Актуальные новости, честные отзывы пользователей и детальные обзоры тарифов. Поможем выбрать лучшего интернет-провайдера, анализируем рынок и тенденции. Будьте в курсе всех изменений!
WOW just what I was looking for. Came here by searching for %keyword%
lee bet
Сияющая кожа https://omaske.ru и роскошные локоны – легко! Откройте секреты природы для красоты. Наши домашние маски для лица и волос подарят вам натуральный уход, глубокое питание и видимый результат. Забудьте о химии, почувствуйте силу трав и фруктов!
Volwassen inhoud streamen op een veilige manier door te kiezen voor geverifieerde adult websites.
Kies voor gegarandeerde bronnen voor discreet vermaak.
Also visit my webpage STEPSISTER BLOWJOB
melbet букмекерская [url=https://v-bux.ru/]melbet букмекерская[/url] .
мелбет ру [url=https://v-bux.ru/]мелбет ру[/url] .
цена стайлер дайсон для волос с насадками официальный сайт купить [url=http://www.fen-dn-kupit-1.ru]http://www.fen-dn-kupit-1.ru[/url] .
dyson официальный сайт [url=http://fen-dn-kupit-3.ru/]dyson официальный сайт[/url] .
boost inner confidence – The platform guides users to grow confidence while facing challenges effectively.
creativefuturemind – Helps spark innovative thinking and long-term planning.
focusfinder – Helps sharpen focus and take purposeful actions toward goals.
мелбет фрибет при регистрации [url=https://melbetbonusoffers.ru/]мелбет фрибет при регистрации[/url] .
игра чикен роад отзывы [url=https://kurica2.ru/]игра чикен роад отзывы[/url] .
guided growth ideas – It shares methods to stay on track and reach goals effectively.
мелбет казино слоты [url=https://wwwpsy.ru/]мелбет казино слоты[/url] .
I’m not sure exactly why but this blog is loading very slow for me. Is anyone else having this problem or is it a problem on my end? I’ll check back later and see if the problem still exists.
промокод либет казино
effective clarity strategies – The content provides guidance for achieving growth with clarity and precision.
قروض فورية
Ремонт своими руками https://pic4you.ru портал с понятными инструкциями и советами. Этапы работ, выбор инструментов и материалов, расчёты и примеры. Помогаем сделать качественный ремонт без лишних затрат.
purposeful growth tips – Each strategy is practical and easy to put into action.
Красивый интерьер https://moidomiks.ru своими руками — идеи, советы и пошаговые инструкции для дома и квартиры. Декор, отделка, планировка и сочетание цветов. Помогаем создать уютное и стильное пространство без лишних затрат.
Recommended reading: https://howheavyisit.com/articles/how-much-does-a-mammoth-weigh/
newlevelthinking – Promotes thinking at a higher and more innovative level.
learning path forward – Guides users to take smart, confident steps after learning.
meaningfulfocus – Shows ways to emphasize important aspects of personal and professional life.
creative thinking tips – It highlights actionable ways to improve innovative problem-solving.
teamimpacthub – Encourages groups to work together and make a real difference.
nulled
moving forward tips – The content encourages progress and embracing what’s ahead.
wisewaysadvisor – Helps improve decision-making with practical and actionable advice.
guidedactions – Offers guidance to help users act with confidence.
focusmomentum – Helps maintain momentum and take purposeful action today.
progressflowengine – Guides users to keep forward momentum and achieve objectives steadily.
learn, act, achieve – Encourages a cycle of learning followed by deliberate progress.
The Modern Essentials – Essentials are curated with care, shopping experience is enjoyable.
betting online sports [url=https://v-bux.ru/]betting online sports[/url] .
мелбет ставки на спорт скачать [url=https://v-bux.ru/]мелбет ставки на спорт скачать[/url] .
goaloutcomeplanner – Helps map steps to achieve beneficial and impactful results efficiently.
дайсон фен оригинал [url=https://fen-dn-kupit-3.ru]дайсон фен оригинал[/url] .
valueclarity – Helps you distinguish between what’s urgent and what really matters.
innovative growth guide – The content highlights ways to expand capabilities and explore new possibilities.
купить фен дайсон [url=fen-dn-kupit-1.ru]купить фен дайсон[/url] .
opportunitynavigator – Encourages exploring new paths to expand potential efficiently.
промокод на melbet [url=https://melbetbonusoffers.ru/]промокод на melbet[/url] .
growth zone finder – The content helps identify regions ripe for new projects and ideas.
казино мелбет официальный сайт [url=https://kurica2.ru/]казино мелбет официальный сайт[/url] .
hiddenideaspace – Helps uncover ideas that haven’t been explored yet.
decisionfocushub – Provides clear advice to improve decision-making under pressure.
skill learning hub – Focuses on learning new abilities while developing practical projects.
solidgroundplanner – Provides tips to establish sturdy foundations for sustainable success.
forwardopportunity – Guides you to move forward by identifying and acting on new openings.
goalmomentumnavigator – Provides strategies to sustain progress and achieve objectives effectively.
momentumbuilder – Inspires immediate action to advance your goals effectively.
outcomepathfinder – Inspires creating a clear path toward positive and practical achievements.
practical outcomes hub – It provides tools and guidance for consistently achieving better results.
growth and creativity tips – It inspires applying creative thinking in everyday actions.
Let me share the dirty truth: most septic companies just pump tanks. They act like band-aid salesmen at a chainsaw convention. But Septic Solutions? They’re special. It all originated back in the beginning of the 2000s when Art and his siblings—just kids hardly tall enough to lift a shovel—assisted install their family’s septic system alongside a grizzled pro. Imagine this: three kids waist-deep in Pennsylvania clay, understanding how soil absorption affects drainage while their peers played Xbox. “We didn’t just dig holes,” Art explained to me last winter, hot coffee cup in hand. “We discovered how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://www.gamespot.com/profile/audianridj/
мелбет games официальный сайт [url=https://wwwpsy.ru/]мелбет games официальный сайт[/url] .
fastactionsteps – Helps users take quick, practical steps toward goals.
nextgrowthroutes – Guides discovering fresh growth routes for personal and professional success.
steady growth strategies – Promotes progress that remains stable and manageable.
мелбет сайт [url=https://melbetbonusoffers.ru/]мелбет сайт[/url] .
actionenergyguide – Helps sustain focus and build energy to accomplish more efficiently.
мелбет бк [url=https://gbufavorit.ru/]мелбет бк[/url] .
вывоз мусора [url=http://unews.pro/news/133692/]http://unews.pro/news/133692/[/url] .
купить песок [url=https://www.roads.ru/main/promo-materialy/kak-vybrat-pesok-i-shheben-rukovodstvo-dlya-stroitelnyx-rabot/]https://www.roads.ru/main/promo-materialy/kak-vybrat-pesok-i-shheben-rukovodstvo-dlya-stroitelnyx-rabot/[/url] .
мелбет букмекерская контора [url=https://studio-pulse.ru/]мелбет букмекерская контора[/url] .
growthsystemnavigator – Inspires creating repeatable processes that support consistent achievement.
Интернет казино в Украине сильно отличаются по условиям и выплатам. Казино с выводом денег — ключевой момент для тех, кто играет на реальные деньги. Для игры на деньги полезно изучить [url=https://topovye-kazino-onlajn.biz.ua/]лучшие онлайн казино[/url]. Это снижает риски. Казино с быстрым выводом сейчас ценятся больше всего.
Казино онлайн играть на деньги лучше через лицензированные платформы.
Лучшие казино в Украине чаще всего уже известны игрокам. Казино топ 10 обычно включает проверенные бренды. Казино играть онлайн на деньги стоит только на проверенных сайтах. Самые лучшие казино онлайн обычно работают по лицензии.
курсы стриминг [url=https://shkola-onlajn1.ru]https://shkola-onlajn1.ru[/url] .
pathplannerpro – Helps create actionable plans to follow promising future paths.
<strength focus tips – The platform encourages users to focus on and leverage their main talents.
focused growth mindset – It encourages structured planning and goal tracking.
ideaexecutionengine – Helps users apply what they learn to produce meaningful results quickly.
potentialstrategist – Helps structure efforts to fully explore and apply untapped potential.
focusedsuccess – Supports achieving success through concentrated effort.
официальный сайт дайсон в россии [url=www.fen-dn-kupit-2.ru]www.fen-dn-kupit-2.ru[/url] .
smart scalable concepts – It shares practical guidance for ideas that scale without complexity.
melbet букмекерская контора официальный сайт [url=https://v-bux.ru/]melbet букмекерская контора официальный сайт[/url] .
мелбет полная версия сайта [url=https://v-bux.ru/]мелбет полная версия сайта[/url] .
фен дайсон купить оригинал [url=https://fen-dn-kupit-3.ru/]фен дайсон купить оригинал[/url] .
[url=https://www.b7net.co.il/%d7%a6%d7%a8%d7%9b%d7%a0%d7%95%d7%aa/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%91%d7%99%d7%a9%d7%a8%d7%90%d7%9c-%d7%9e%d7%93%d7%a8%d7%99%d7%9a-%d7%9e%d7%95%d7%a8%d7%97%d7%91-%d7%9c%d7%a8%d7%95%d7%9b%d7%a9-706351]לפי מספר רכב[/url] ניתן לבצע את אחד השלבים החשובים ביותר לפני רכישת רכב בישראל, והוא בדיקת היסטוריה מלאה שמסייעת להבין את מצב הרכב האמיתי. בדיקה זו חושפת מידע על בעלויות קודמות, תאונות, הגבלות ותיקונים משמעותיים. בדיקת רכב בישראל היא שלב שכל רוכש צריך לבצע כדי להימנע מהפתעות. בדיקה טכנית במכון מורשה מספקת שקיפות מלאה ודו״ח מפורט על מצב הרכב. בחינת שלדה היא אחד המרכיבים החשובים בתהליך. סורקי מחשב מציגים נתונים שלא ניתנים לזיהוי בעין. הבדיקה כוללת בחינת מערכות תאורה, טעינה, והתנעה. הנסיעה מאפשרת להרגיש את תגובת המנוע והבלמים בתנאי אמת. לפני קנייה מומלץ לבחון גם את היסטוריית הטיפולים. בחינה חיצונית מוסיפה שכבת ביטחון נוספת. הבחירה במכון הנכון משפיעה ישירות על איכות ההחלטה. המידע מסייע לרוכש להבין אילו תיקונים צפויים בעתיד. הבדיקה מעניקה ביטחון שהרכב עומד בסטנדרטים הדרושים. תהליך מסודר מקטין סיכונים ומסייע לבחור רכב מתאים במחיר הוגן.
https://www.b7net.co.il/%d7%a6%d7%a8%d7%9b%d7%a0%d7%95%d7%aa/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%91%d7%99%d7%a9%d7%a8%d7%90%d7%9c-%d7%9e%d7%93%d7%a8%d7%99%d7%9a-%d7%9e%d7%95%d7%a8%d7%97%d7%91-%d7%9c%d7%a8%d7%95%d7%9b%d7%a9-706351
guaranteed profit
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me. https://www.binance.info/fr/register?ref=T7KCZASX
strategicfocusfinder – Helps focus on strategies with clarity for measurable and consistent outcomes.
nextmoveopportunities – Helps plan immediate actions and seize opportunities efficiently.
deliberate growth tips – The focus is on practical, well-planned progress actions.
focusessentials – Provides insights to help you keep attention on what matters most.
growth system insights – The platform emphasizes creating structures that support long-term success.
scalabilityinsights – Inspires exploring channels and strategies that maximize expansion.
мелбет фрибет условия [url=https://melbetbonusoffers.ru/]мелбет фрибет условия[/url] .
learnapplygrow – Combines learning with action to accelerate skill mastery.
Greetings! Very helpful advice in this particular article!
It’s the little changes which will make the most
significant changes. Thanks for sharing!
zonegrowthplanner – Guides users in identifying the best zones for development and opportunity.
wisestepsoptimizer – Helps structure stepwise growth for long-term success and measurable outcomes.
experience-based growth – Focuses on improving skills and understanding by doing.
Artful Daily Picks – Thoughtful daily updates, browsing products is easy and enjoyable.
begin powerfully – It emphasizes initiating tasks with confidence and focus.
вывоз мусора [url=http://roads.ru/main/promo-materialy/pererabotka-musora-kak-ona-pomogaet-sokratit-zatraty-na-stroitelstvo/]вывоз мусора [/url] .
мелбет казино вход [url=https://kurica2.ru/]мелбет казино вход[/url] .
официальный сайт мелбет [url=https://melbetbonusoffers.ru/]официальный сайт мелбет[/url] .
foundation building tips – It highlights practical ways to secure a reliable base for success.
keep moving forward – Highlights methods for continuous progress and goal completion.
creativereboot – Helps restart thinking patterns to generate innovative solutions.
futurefocusguide – Provides tips for planning ahead and achieving lasting success.
скачать мелбет слоты [url=https://wwwpsy.ru/]скачать мелбет слоты[/url] .
щебень [url=www.bnkomi.ru/data/relize/174042/]щебень [/url] .
goalaccelerator – Inspires taking purposeful steps to move forward consistently.
melbet casino [url=https://gbufavorit.ru/]melbet casino[/url] .
mindfulclarity – Inspires thoughtful and clear approaches to daily decisions and actions.
phaseplanner – Helps users start the next project stage with clarity and strategic focus.
personal growth navigation – Highlights techniques to find and follow promising new directions.
מהמחזה שניתן לי בפרטים הקטנים ביותר! כאילו זה לא היה מספיק, מקסים לפעמים הורה: “רוטיק! ». והאישה, כמובן, קפצה בו מלמטה דרך הבד. כף היד הייתה ענקית, העביר את אצבעו על החלק הרטוב ביותר, דרך מטלית דקה. יללתי, מקושת. הוא הרגיש את זה-כל המוכנות שלי, כל הכוס הרטוב והנואש. “אלוהים, הכל רטוב,” הוא רטן, הושיט יד אל שידת הלילה, שפך את “עוגה” רטובה, והצטרף לדו-קרב https://fujikoxxx.com
impactplanner360 – Inspires users to create actionable plans for purposeful and measurable results.
הירכיים. הנקבה שבי הייתה מרוצה מאוד גם מהזכר וגם מהעוזר שלו. וכשהראשון נהם, ” ועכשיו התחת! והתערבבו עם ריח הבושם שלה מהכרית. אלינה סוף סוף משכה את ידה לאחור כאילו שלו עדיין רטוב ממני, מונח על שפתי. – תפתח. ותתכונן.” פתחתי את פי בצייתנות והוא נכנס, עמוק, הכל בזמן שהתכנס במסדרון. דודה סווטה הנהנה בראשה בהסכמה, מיד התייצבה בחוט ותחבה את ידיה לראות את סבתא. https://jasonkinneyband.com
build smart choices – This site shares practical ideas for better daily decision-making.
growthconcepts – Offers concepts designed to fuel long-term growth.
strategic impact guide – The platform emphasizes approaches that lead to measurable outcomes.
nextlevelinnovation – Inspires thinking differently and taking innovative steps toward success.
steadyadvancementhub – Provides guidance for consistent learning and gradual improvement.
промокоды мелбет после регистрации [url=https://studio-pulse.ru/]промокоды мелбет после регистрации[/url] .
dyson стайлер официальный сайт [url=https://fen-dn-kupit-2.ru/]dyson стайлер официальный сайт[/url] .
онлайн ш [url=https://shkola-onlajn1.ru/]shkola-onlajn1.ru[/url] .
optimize results faster – Highlights approaches for quick and effective process improvement.
informedgrowthplanner – Encourages steady growth by acting on well-thought-out decisions.
[url=https://mnews.co.il/%D7%AA%D7%95%D7%9B%D7%9F%D7%A9%D7%99%D7%95%D7%95%D7%A7%D7%99/%D7%A2%D7%95%D7%9C%D7%9D-%D7%94%D7%A8%D7%9B%D7%91%D7%99%D7%9D-%D7%94%D7%A7%D7%9C%D7%90%D7%A1%D7%99%D7%99%D7%9D-%D7%91%D7%99%D7%A9%D7%A8%D7%90%D7%9C-%D7%AA%D7%A9%D7%95%D7%A7%D7%94-%D7%94%D7%99%D7%A1/]לפי מספר רכב[/url] ניתן להתחיל תהליך שמאפשר להבין את ההיסטוריה של רכבים קלאסיים בישראל, תחום ייחודי המשלב תשוקה אמיתית, מסורת עשירה ורצון לשמר פריטים נדירים בעלי ערך רגשי ומכני. בדיקה זו מגלה פרטים חשובים שמשפיעים על ערך הרכב ונדירותו. יותר ויותר ישראלים מגלים מחדש את יופיים של רכבים משנות העבר. הבנה טכנית נדרשת כדי להעריך את מצב המנוע, המרכב והמערכות הקלאסיות. מומחים מנוסים יודעים לזהות חלקים מקוריים לעומת חלקים שהוחלפו במהלך השנים. רכבים מסוימים נדירים יותר בהתאם לשנות יצור, מפעל הייצור והיקף הייצור. רכבים קלאסיים רבים עברו חלודה, ריתוכים או תיקונים שיכולים להשפיע על ערכם. בדיקה מקיפה מגלה האם המנוע עבר שיפוץ מקצועי או תיקונים מאולתרים. בישראל נוצרה קהילה פעילה של חובבי רכבים קלאסיים, הכוללת אירועים, מפגשים ותערוכות. מחירי רכבים קלאסיים משתנים בהתאם לנדירות, ביקוש ומצב מכני. רבים מהרוכשים בוחרים לשפץ את הרכב בעצמם או באמצעות אנשי מקצוע, תהליך מרתק אך מורכב. בדיקה מוקדמת מונעת הפתעות ומבטיחה שהרכב יהיה בר־תחזוקה. השקעה ברכב קלאסי משלבת אהבה למכוניות עם נכס ייחודי.
https://mnews.co.il/%D7%AA%D7%95%D7%9B%D7%9F%D7%A9%D7%99%D7%95%D7%95%D7%A7%D7%99/%D7%A2%D7%95%D7%9C%D7%9D-%D7%94%D7%A8%D7%9B%D7%91%D7%99%D7%9D-%D7%94%D7%A7%D7%9C%D7%90%D7%A1%D7%99%D7%99%D7%9D-%D7%91%D7%99%D7%A9%D7%A8%D7%90%D7%9C-%D7%AA%D7%A9%D7%95%D7%A7%D7%94-%D7%94%D7%99%D7%A1/
decisioninsightengine – Helps identify key insights that lead to better, informed decisions.
dailygrowthstart – Helps begin daily growth routines and maintain consistent forward momentum.
Lifestyle Commerce Store – Easy-to-use layout with quick page loads and seamless browsing.
clear focus strategies – The site teaches ways to prioritize tasks and reduce mental clutter.
Квартиры в Москве https://kvartira-spb-pokupka.ru для покупки — большой выбор объектов в разных районах города. Новостройки и вторичный рынок, помощь с ипотекой, юридическое сопровождение и актуальные предложения от собственников и застройщиков.
boostmomentum – Helps you push projects forward with smart strategies.
вывоз бытового мусора [url=https://unews.pro/news/133692//]https://unews.pro/news/133692//[/url] .
nextgenknowledge – Encourages expanding understanding and implementing it to achieve results.
possibilitynavigator – Shows practical ways to explore opportunities and make forward progress.
growth direction guide – Provides insights to find the best paths for personal success.
innovationflowtracker – Helps track and discover new opportunities to achieve meaningful outcomes.
Печатали календари для клиентов и сотрудников, и результат получился красивым и стильным. Фото яркие, сетка календаря читаемая, бумаги достаточно плотная. Скрепление выполнено надежно. Заказ оформили и отправили без задержек. Отличный вариант корпоративной продукции: печать буклетов недорого
промокоды melbet [url=https://melbetbonusoffers.ru/]промокоды melbet[/url] .
appliedlearningengine – Guides learning actively by doing to produce practical, creative ideas.
Квартиры в рассрочку https://kupikvartiru-piter.ru удобный способ покупки жилья без ипотеки. Новостройки и готовые объекты, прозрачные условия, фиксированная цена и помощь в оформлении документов. Подбор вариантов под ваши возможности.
Refined Daily Essentials – Orders came promptly with secure and organized packaging.
learn, practice, advance – The content focuses on turning learning into actionable results.
habitprogresshub – Guides creating and sustaining habits that drive continuous improvement.
acceleratedlearning – Helps users master new strategies quickly and effectively.
This is the harsh truth: nearly all septic companies just maintain tanks. They’re like temporary salesmen at a chainsaw convention. But Septic Solutions? They’re unique. It all originated back in the beginning of the 2000s when Art and his brothers—just kids hardly tall enough to carry a shovel—aided install their family’s septic system alongside a grizzled pro. Imagine this: three youngsters buried in Pennsylvania clay, discovering how soil permeability affects drainage while their friends played Xbox. “We did not just dig ditches,” Art told me last winter, warm coffee cup in hand. “We discovered how earth whispers mysteries. A patch of wetland vegetation here? That’s Mother Nature yelling ‘high water table.'”
https://ameblo.jp/paxtonjxik503/entry-12949961632.html
purposepathfinder – Inspires beginning projects with defined objectives and focused direction.
Заказывали печать брендированных блокнотов для сотрудников и клиентов. Обложка получилась прочной и стильной. Внутри листы идеально проклеены, ничего не выпадает. Все пожелания по дизайну учли. Получился отличный корпоративный подарок: печать буклетов цена
строительный песок [url=www.www.bnkomi.ru/data/relize/174042/]строительный песок[/url] .
directionfinder – Guides you to identify the most important next step effectively.
create impact quickly – Shares simple ways to make a fast impact without overcomplicating things.
visionexplorer – Inspires examining ideas from fresh viewpoints to enhance understanding and creativity.
Недорогие квартиры https://kvartira-umetro.ru для покупки: актуальные предложения, удобный поиск по цене, району и метражу. Подбор бюджетных вариантов, консультации специалистов и сопровождение сделки.
мелбет скачать приложение [url=https://gbufavorit.ru/]мелбет скачать приложение[/url] .
[url=https://ashdodonline.co.il/183283/%D7%91%D7%97%D7%99%D7%A8%D7%AA-%D7%A8%D7%9B%D7%91-%D7%93%D7%A8%D7%9A-%D7%97%D7%91%D7%A8%D7%94-%D7%90%D7%95-%D7%91%D7%90%D7%95%D7%A4%D7%9F-%D7%A2%D7%A6%D7%9E%D7%90%D7%99-%D7%9E%D7%94-%D7%A2%D7%93/]בדיקה מקדימה על סמך מספר רכב[/url] היא נקודת הפתיחה החשובה ביותר לכל מי שמתלבט בין קניית רכב דרך חברה מקצועית לבין ביצוע רכישה עצמאית בישראל. הבדיקה מסייעת לקבל תמונה מלאה לפני שמתקדמים לשלב המשא ומתן. חברות מציעות ליווי מלא הכולל בדיקות, מסמכים ופתרונות מימון. הן מציעות אחריות מסוימת שמעניקה שקט נפשי לרוכש. עם זאת, קנייה עצמאית מאפשרת גמישות רבה יותר ומחירים נמוכים יותר ברוב המקרים. ללא בדיקה מקיפה קיימת סכנה להיתקל ברכב עם ליקויים יקרים. שתי האפשרויות יכולות להיות מוצלחות, הכל תלוי בצורך האישי ובתקציב. לפני כל החלטה מומלץ לבצע השוואה בין עלויות החברה לבין המחיר בשוק החופשי. גם בשני המקרים חשוב לבצע בדיקה חיצונית אצל מכון מקצועי. חוסר בתיעוד עשוי להצביע על בעיות עתידיות. אחריות מקיפה עשויה לחסוך אלפי שקלים בתיקונים. בדיקה של רישיון רכב, תשלומי אגרה ומסמכי בעלות היא חובה. בסופו של דבר, ההחלטה בין רכישה דרך חברה לבין רכישה עצמאית תלויה בניסיון, תקציב, זמן פנוי ורמת הביטחון של הרוכש.
https://ashdodonline.co.il/183283/%D7%91%D7%97%D7%99%D7%A8%D7%AA-%D7%A8%D7%9B%D7%91-%D7%93%D7%A8%D7%9A-%D7%97%D7%91%D7%A8%D7%94-%D7%90%D7%95-%D7%91%D7%90%D7%95%D7%A4%D7%9F-%D7%A2%D7%A6%D7%9E%D7%90%D7%99-%D7%9E%D7%94-%D7%A2%D7%93/
learning momentum – Positive and dynamic, emphasizing steady progress.
Value Click Corner – Great products, shipping fast and customer service very good.
purposefuladvancer – Encourages creating intentional steps to achieve desired outcomes efficiently.
structured growth guide – The content provides organized steps for consistent improvement.
Физиотерапевтическое оборудование расширяет возможности
александритовые лазеры
школа онлайн дистанционное обучение [url=https://www.shkola-onlajn2.ru]школа онлайн дистанционное обучение[/url] .
московская школа онлайн обучение [url=http://shkola-onlajn3.ru/]http://shkola-onlajn3.ru/[/url] .
онлайн-школа с аттестатом бесплатно [url=https://www.shkola-onlajn4.ru]https://www.shkola-onlajn4.ru[/url] .
knowledgeaccelerator – Helps users speed up understanding and implementation.
winningapproacheshub – Helps identify approaches that lead to strong and reliable growth.
adaptiveinsights – Encourages learning from situations and adapting methods swiftly.
Подходит для профессионального использования
диодные лазеры
Hey I am so thrilled I found your website, I really found you by error, while I was browsing on Digg for something else, Anyhow I am here now and would just like to say cheers for a remarkable post and a all round exciting blog (I also love the theme/design), I don’t have time to read it all at the minute but I have book-marked it and also added in your RSS feeds, so when I have time I will be back to read a lot more, Please do keep up the great b.
гражданство румынии оформить
start with intention – Highlights beginning each task with clarity and purpose.
вывоз строительного мусора [url=roads.ru/main/promo-materialy/pererabotka-musora-kak-ona-pomogaet-sokratit-zatraty-na-stroitelstvo/]вывоз строительного мусора [/url] .
purposefulstepplanner – Guides taking smart, purposeful steps toward sustained personal or professional growth.
momentumstrategizer – Encourages users to learn effectively while maintaining forward motion in projects.
claritystarter – Helps kick off projects with clear focus and well-defined objectives.
Удобно получить консультацию перед покупкой аппараты для удаления волос
structured growth tips – It shows how to break goals into clear, manageable steps.
Квартиры от застройщика https://kvartiravgorod.ru покупка напрямую без переплат. Новостройки на разных стадиях готовности, современные планировки, помощь с ипотекой и сопровождение сделки от выбора до получения ключей.
growthvision – Encourages creating a vision focused on sustainable growth.
промокод на мелбет при регистрации [url=https://melbetbonusoffers.ru/]промокод на мелбет при регистрации[/url] .
structuredprogress – Guides users in building a clear path to advance steadily and efficiently.
learning momentum – Positive and dynamic, emphasizing steady progress.
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
learnandadvance – Helps combine learning with taking actionable steps for advancement.
Однокомнатные квартиры https://kvartiradlyazhizni.ru в Москве для покупки. Большой выбор вариантов в разных районах города, удобный поиск по цене и планировке. Консультации специалистов, помощь с ипотекой и безопасное оформление сделки.
мелбет скачать на айфон [url=https://studio-pulse.ru/]мелбет скачать на айфон[/url] .
growthpathfinder – Guides consistent learning and incremental progress in achieving goals.
resultsmindedhub – Guides creating focused strategies that yield real and actionable results.
курсы стриминг [url=https://shkola-onlajn1.ru/]https://shkola-onlajn1.ru/[/url] .
valueexpress – Fast approaches to adding value and moving ahead today.
winning idea inspiration – The platform sparks new ways of approaching challenges.
scaleyourlearning – Helps users grow skills and projects efficiently over time.
ideaaccelerator – Provides tips for quickly coming up with innovative ideas and solutions.
Для игры на деньги всегда выбираю только легальные казино в Украине. Лицензионные онлайн казино с быстрым выводом сейчас в приоритете. Можно просто открыть http://topovye-kazino-onlajn.biz.ua/ и посмотреть список казино. Список онлайн казино помогает выбрать лучшее без лишних рисков.
Лучшее онлайн казино Украины — это баланс бонусов и выплат.
Казино на реальные деньги с выводом — основной запрос игроков. Казино топ 10 обычно включает проверенные бренды. Казино играть онлайн на деньги стоит только на проверенных сайтах. Онлайн казино рейтинг онлайн помогает сравнить условия.
купить песок в спб [url=www.roads.ru/main/promo-materialy/kak-vybrat-pesok-i-shheben-rukovodstvo-dlya-stroitelnyx-rabot/]www.roads.ru/main/promo-materialy/kak-vybrat-pesok-i-shheben-rukovodstvo-dlya-stroitelnyx-rabot/[/url] .
boundlesscreativity – Guides exploring creative ideas without restrictions to drive success.
nextgenideahub – Inspires finding actionable ideas to drive meaningful progress.
Заказывали изготовление папок с логотипом и получили отличный корпоративный материал. Печать четкая, логотип выглядит насыщенно и аккуратно. Папки прочные и не деформируются. Сотрудники быстро реагировали на правки и пожелания. Очень рекомендуем, заказать печать буклетов
мелбет мобильная версия [url=https://gbufavorit.ru/]мелбет мобильная версия[/url] .
startwithintention – Inspires beginning projects with clear intentions and actionable plans.
Paris sportifs their website : matchs, tournois, cotes et resultats, lignes de paris et evenements en direct. Presentation detaillee des fonctionnalites et du fonctionnement du service.
Envie de parier? find this Service de paris sportifs et footballistiques. Presentation des evenements disponibles, des cotes, du mode direct et des principales fonctionnalites de la plateforme. Informations utiles pour les utilisateurs.
progress made simple – The concepts are easy to understand and useful in practice.
онлайн обучение 11 класс [url=https://shkola-onlajn2.ru/]shkola-onlajn2.ru[/url] .
ломоносовская школа онлайн [url=https://shkola-onlajn3.ru/]shkola-onlajn3.ru[/url] .
learning progress hub – Straightforward and well organized, encouraging exploration.
rapidgrowthpath – Helps users take a fast track to growth and capability.
ломоносовская школа онлайн [url=www.shkola-onlajn4.ru]ломоносовская школа онлайн[/url] .
personalskillpath – Provides tips for steadily growing personal talents and competencies.
Заказывали печать рекламных проспектов и получили именно тот результат, который ожидали. Бумага выбрана идеально под наш формат, цвета яркие и стойкие. Тираж был большим, но компания справилась быстро. Упаковка надежная, ничего не помялось. Сервис на высоком уровне – печать календаря а4
Thoughtful Click Picks – Well-laid-out content and intuitive navigation make exploring the site enjoyable.
strategic action tips – It encourages proactive and informed approaches for success.
discoverworkingsolutions – Guides uncovering solutions that truly deliver results.
ideaimmersion – Ideal for fully immersing yourself in complex ideas.
Заказывали печать наклеек и остались очень довольны адгезией и качеством прорезки. Цвета яркие, края ровные, нигде ничего не смазано. Тираж подготовили оперативно и аккуратно упаковали. Менеджеры были на связи и помогали на каждом этапе. С удовольствием будем обращаться повторно – заказать визитки в москве недорого с доставкой
Plateforme en ligne pronostic foot gratuit paris sportifs, matchs de football, evenements en direct et statistiques. Decouvrez les fonctionnalites du service, les marches disponibles et comment l’utiliser.
Квартиры от застройщика https://kvartirav-vygodno.ru напрямую — актуальные цены и выбор новостроек. Подбор по параметрам, помощь с документами, ипотекой и рассрочкой. Прозрачные условия и сопровождение сделки.
goalprogressengine – Helps users start their journey toward goals intelligently and efficiently.
progress with structure – Organized and practical, keeping improvement manageable.
adaptive learning guide – Supports quick adjustments while maintaining focus on results.
systematic growth hub – Highlights organized methods for planning and achieving success.
Thoughtful Click Hub – Exploring the site is a pleasure, everything feels neatly organized and user-friendly.
discover your edge – This version is distinctive and sparks interest naturally.
progress that sticks – The content encourages habits that last over time.
rapidadvance.click – Inspires proactive steps and keeps your progress moving forward fast.
styleflow.shop – Fashionable items, navigating is straightforward and product display is attractive.
developmentpathguide – Offers direction for personal and professional development.
dealcenter.shop – Smooth and easy, platform offers a wide range of items and fun discoveries.
curatedluxhub.shop – Refined selections, site presents items neatly and makes browsing enjoyable.
Let me share the harsh truth: most septic companies just maintain tanks. They act like quick-fix salesmen at a chainsaw convention. But Septic Solutions? They’re special. It all started back in the beginning of the 2000s when Art and his brothers—just kids scarcely tall enough to shoulder a shovel—aided install their family’s septic system alongside a experienced pro. Visualize this: three kids waist-deep in Pennsylvania clay, understanding how soil porosity affects drainage while their buddies played Xbox. “We never just dig holes,” Art shared with me last winter, hot coffee cup in hand. “We discovered how earth whispers mysteries. A patch of marsh plants here? That’s Mother Nature screaming ‘high water table.'”
https://ky0fh.mssg.me/
goalmomentumhub – Guides combining focus and energy to achieve consistent results.
designstrategicimpact.shop – Motivational site, guides users to implement frameworks that deliver real results.
actionplanbuilder – Guides users to develop practical plans that can be implemented immediately.
systematic growth hub – Highlights organized methods for planning and achieving success.
melbet вход регистрация [url=https://studio-pulse.ru/]melbet вход регистрация[/url] .
Печатали календари для клиентов и сотрудников, и результат получился красивым и стильным. Фото яркие, сетка календаря читаемая, бумаги достаточно плотная. Скрепление выполнено надежно. Заказ оформили и отправили без задержек. Отличный вариант корпоративной продукции – изготовление и печать блокнотов
онлайн школа с 1 по 11 класс [url=https://shkola-onlajn1.ru/]shkola-onlajn1.ru[/url] .
purposeinsight.click – Motivational hub, helps users explore personal ambitions and prioritize what is important.
quick learning hub – Encourages fast adaptation with clear and actionable advice.
Global Essentials Picks Hub – Well-curated selections with smooth flow and impressive quality.
progress building space – Feels approachable and centered on long-term consistency.
growth through learning – It focuses on combining learning with practical transformation strategies.
goalrush.click – Supports quick action and helps maintain focus on meaningful objectives.
онлайн-школа с аттестатом бесплатно [url=http://www.shkola-onlajn2.ru]http://www.shkola-onlajn2.ru[/url] .
findsmarket.shop – Wide range of items, site navigation is intuitive and discovering deals is fun.
valueexplorer – Makes discovering hidden opportunities smooth and efficient.
modavibe.shop – Modern styles, site is easy to use and products look appealing.
impactframeworkdesign.click – Motivational site, guides users to structure their plans for maximum effectiveness.
ломоносов онлайн школа [url=http://shkola-onlajn3.ru]http://shkola-onlajn3.ru[/url] .
new direction guide – The idea feels motivating and aligned with planning ahead.
luxuryfindshub.shop – Refined items showcased well, site offers smooth navigation and premium options.
ideaexplorerhub – Helps discover challenges that encourage creative exploration and skill growth.
growth with purpose – Encourages applying intention and mindfulness in everyday progress.
findyourfocus.shop – Motivational content, encourages clarity in purpose and consistent effort toward meaningful aims.
Sustainable Lifestyle Hub – Eco-friendly items presented clearly with easy navigation and responsible feel.
growth strategy with purpose – Clear and inspiring, promoting deliberate and focused efforts.
школа онлайн [url=shkola-onlajn4.ru]школа онлайн[/url] .
trendmarketplace.shop – Trendy collections featured, browsing is intuitive and hassle-free.
discoverfreshpaths.shop – Motivational content, encourages creative thinking and uncovering new possibilities.
fresh start direction – Simple, positive, and clearly actionable.
efficient impact guide – Provides strategies for maximizing results with minimal wasted effort.
fastshopcorner.shop – Smooth and efficient, site helps users buy products effortlessly.
enduringprogressplanner – Helps users focus on creating lasting results and steady development.
forwardhubshop.click – Encouraging content, emphasizes practical actions that lead to continual growth.
creative growth paths – Encourages exploring new opportunities with innovative and strategic thinking.
coregoalshop.click – Practical platform, encourages reflection and finding meaningful goals to pursue confidently.
Sourced Lifestyle Store – Well-arranged items with genuine feel and easy navigation.
fresh thinking guide – Encourages users to innovate while providing actionable ideas.
discover what’s possible – Clear and inspiring, with an easy-to-follow message.
createpathforward.shop – Motivational platform, guides users to plan purposeful steps toward success.
fastactionclick.shop – Inspiring platform, helps users act immediately and make the most of every opportunity.
rapidrise.click – Helpful tips for accelerating your daily success and energy flow.
https://infolenta.com.ua
quickbuyclick.shop – Intuitive platform, shopping and purchasing items is fast and effortless.
dailyactionimpact.click – Practical platform, content emphasizes actionable strategies for real-life results.
build energy consistently – Practical approach for keeping motivation and progress steady.
opportunitynavigator.click – Motivational platform, supports exploring creative possibilities and new growth options.
execution that works – Simple framing that supports consistency and discipline.
Conscious Marketplace Picks – Intuitive navigation with clear product arrangement and aesthetic layout.
[url=https://hi-vision.co.il/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%9c%d7%a4%d7%99-%d7%9e%d7%a1%d7%a4%d7%a8/]איתור היסטוריית רכב על סמך מספר[/url] היא אחד השלבים החשובים ביותר לפני קנייה של רכב בישראל, במיוחד כאשר השוק מלא באפשרויות מגוונות ובפערי מידע בין מוכרים שונים. בדיקה זו מאפשרת למנוע הפתעות יקרות ולוודא שהרכב שמוצע למכירה עומד בציפיות. היתרון המרכזי בבדיקה לפי מספר הוא הגישה המהירה למידע רשמי ממאגרי נתונים ממשלתיים. בדיקה מקצועית מאפשרת לוודא את אמיתות הנתונים. בדיקה מקיפה מונעת קנייה של רכב שעבר מניפולציות או הזנחה. בדיקה יסודית מאפשרת להבין את מצב הרכב האמיתי. היא מסייעת לזהות דגמים בעייתיים, רכבים עם היסטוריה מורכבת או כאלו שנמכרים במחיר גבוה ביחס למצבם. בדיקה זו כוללת בחינת שלדה, מנוע, מערכת בלמים ואלקטרוניקה. אך כאשר קיימים פערים, מומלץ לשקול מחדש את העסקה. כך נמנעת קנייה במחיר מופרז או עסקאות לא משתלמות. התהליך חסכוני בזמן ומעניק ביטחון במקום שבו קיימת אי ודאות רבה. הבדיקה חושפת מידע אמיתי שמגן על הרוכש מפני טעויות יקרות.
https://hi-vision.co.il/%d7%91%d7%93%d7%99%d7%a7%d7%aa-%d7%a8%d7%9b%d7%91-%d7%9c%d7%a4%d7%99-%d7%9e%d7%a1%d7%a4%d7%a8/
growthfocusshop.click – Motivational site, encourages exploring structured approaches to achieving growth goals.
абьюзер це
ideashare.click – Creative insights highlighted, platform motivates participants to experiment and innovate.
action-oriented growth – Encourages consistent effort and structured learning.
Квартиры от застройщика https://tltdomik.ru покупка в новостройках на прозрачных условиях. Современные планировки, разные стадии готовности, помощь с ипотекой и рассрочкой. Сопровождаем сделку от выбора до получения ключей.
Квартиры в новостройках https://tltnewflat24.ru и на вторичном рынке — широкий выбор объектов. Анализ плюсов и минусов, подбор под ваши задачи, консультации специалистов и юридическое сопровождение покупки.
growthplannerhub.shop – Motivating content, platform supports intentional growth through practical planning.
freshpaths.shop – Fun and engaging, platform motivates discovering new styles efficiently.
a href=”https://discoveropportunityspace.click/” />innovation discovery hub – Motivates exploring creative and impactful possibilities.
momentum mastery hub – Encourages effective early actions and ongoing progress.
школа дистанционного обучения [url=www.shkola-onlajn2.ru]www.shkola-onlajn2.ru[/url] .
conceptdepthshop.click – Informative platform, supports exploring topics deeply and forming meaningful conclusions.
clear direction space – Easy to follow and reassuring, with an encouraging tone.
Curated Global Marketplace – Unique selections with intuitive browsing and clean interface.
momentumflow.click – Motivational hub, site inspires energy, focus, and continuous progress.
better outcomes path – Easy to follow and centered on practical gains.
онлайн школы для детей [url=http://www.shkola-onlajn3.ru]http://www.shkola-onlajn3.ru[/url] .
practicallearning.click – Useful tips showcased, site helps users gain meaningful skills and knowledge.
growth tactics space – The content is clear and inspires practical application.
fresh approach ideas – Provides practical insights to enhance creative problem-solving skills.
knowledgehubclick.click – Learning platform, encourages effective skill acquisition and faster personal development.
Хороший магазин мотозапчастей с адекватными ценами и понятным каталогом. Сохранил себе сайт, чтобы не потерять [url=https://zapchasti-dlya-motocikla.biz.ua]www.zapchasti-dlya-motocikla.biz.ua[/url]. Часто заказываю моторасходники именно здесь.
Большой плюс — понятная навигация и фильтры. Запчасти к мотоциклам нашлись быстро, без лишних вопросов. Сравнивал несколько вариантов, этот магазин оказался удобнее. Не ожидал, что выбор будет настолько большим. Запчасти для мотоциклов приходят быстро и без брака. Магазин мотозапчастей Украина с хорошим ассортиментом. Мотозапчасти Украина — достойный уровень сервиса.
growthstrategies.click – Informative hub, guides users toward finding clear strategies for personal and professional growth.
онлайн школа ломоносов [url=http://shkola-onlajn5.ru]онлайн школа ломоносов[/url] .
worldventures.shop – Wide range of items, browsing feels intuitive and enjoyable.
create consistent results – Encourages steady performance and reliable achievement through clear strategies.
Everyday Essentials Hub – Quick delivery, neatly packaged items and a smooth shopping experience.
натяжные потолки город нижний новгород [url=http://www.natyazhnye-potolki-samara-7.ru]http://www.natyazhnye-potolki-samara-7.ru[/url] .
потолочник натяжные потолки [url=http://natyazhnye-potolki-samara-6.ru]http://natyazhnye-potolki-samara-6.ru[/url] .
натяжной потолок цена самара [url=http://natyazhnye-potolki-samara-8.ru/]натяжной потолок цена самара[/url] .
натяжные [url=https://natyazhnye-potolki-samara-5.ru/]natyazhnye-potolki-samara-5.ru[/url] .
ломоносов скул [url=https://shkola-onlajn4.ru]ломоносов скул[/url] .
buildclarityfast.shop – Insightful platform, guides users to organize ideas and take action with precision.
journeyhub.shop – Supportive platform, helps users focus on planning and progressing on their path.
core vision clarity – This comes across as focused and intentionally calm in tone.
Отличный ассортимент, видно, что магазин мотозапчастей не однодневка. Подходит для заказов по всей стране [url=https://zapchasti-dlya-motocikla.biz.ua]мотозапчасти Украина[/url]. Хороший вариант, если нужен магазин мотозапчастей в Киеве.
Для тех, кто ценит время, хороший онлайн-магазин. Приятно, что магазин не завышает цены. Удобно, что можно купить мотозапчасти в Украине онлайн. Магазин мотозапчастей в Киеве с доставкой по стране. Если нужен интернет магазин мотозапчастей — рекомендую. Мототовары Киев представлены актуальными моделями. Подходит как для города, так и для дальних заказов.
clear goal framework – Logical and easy to follow, reinforcing purpose.
Let me share the harsh truth: most septic companies just pump tanks. They are like band-aid salesmen at a demolition convention. But Septic Solutions? They are unique. It all started back in the early 2000s when Art and his brothers—just kids scarcely tall enough to carry a shovel—assisted install their family’s septic system alongside a weathered pro. Picture this: three kids waist-deep in Pennsylvania clay, learning how soil porosity affects drainage while their peers played Xbox. “We did not just dig ditches,” Art explained to me last winter, warm coffee cup in hand. “We understood how ground whispers secrets. A patch of cattails here? That’s Mother Nature screaming ‘high water table.'”
https://pastelink.net/97kcfyhv
intentional success guide – Inspires thoughtful strategies while keeping growth achievable.
growth mastery hub – Motivates gaining knowledge first and scaling intelligently.
focusfinder.click – Thoughtful site, guides users to concentrate on key tasks and achieve meaningful results.
focusedpathway.shop – Practical content, encourages clarity in planning and executing growth strategies confidently.
Refined Daily Picks – Orders arrived quickly, secure packaging, very happy with my purchase.
urbanmode.shop – Trendy products, platform layout is sleek and shopping feels modern.
personal purpose platform – Helps reflect on goals and develop clarity about what truly matters.
exploreunseenpaths.shop – Exciting platform, shows hidden ways and alternative paths for creative thinking.
Удобный каталог мотозапчастей, легко подобрать нужную позицию. Для тех, кто ищет всё для мотоцикла в одном месте [url=https://zapchasti-dlya-motocikla.biz.ua]все для мотоцикла[/url]. Покупал запчасти на мото, всё пришло быстро и без проблем.
Здесь реально удобно покупать мототовары. Если нужен каталог мотозапчастей без хаоса — вам сюда. Мотозапчасти магазин с нормальной логикой сайта. Каталог запчастей мотоциклов удобно структурирован. Надежный вариант для покупки мотозапчастей. Понравилось, что есть всё — от мелочей до крупных узлов. Запчасти к мотоциклам легко подобрать по параметрам.
limitlessvision.shop – Inspiring content, encourages exploring boundaries and pursuing personal excellence.
Clear Progress Direction – Helps remove confusion and keep progress on track.
https://infolenta.com.ua/yak-diznatysia-de-znakhodytsia-posylka-nova-poshta-povnyy-hayd-vidstezhennia/
Intentional Advancement – Provides tips for moving forward with purpose and clarity.
opportunity finder – Supports quick recognition of possibilities in a structured way.
growth planning hub – Provides actionable insights for the next stage of development.
rapidlearninghub.shop – Helpful content, encourages fast skill acquisition and practical knowledge growth.
planaheadhub.click – Insightful platform, site helps users anticipate trends and make informed decisions.
Modern Picks Marketplace – Easy-to-navigate site with quick load times and pleasant shopping flow.
Fast Learning Guide – Provides actionable advice for learning efficiently and improving outcomes.
smarter process workflows – Highlights efficiency through refinement rather than overhaul.
worlddeals.shop – Extensive selection, shopping globally feels easy and efficient.
forwardcreativehub.click – Inspiring content, platform helps users generate impactful ideas and think strategically for the future.
Opportunity Navigator Hub – Provides guidance for discovering potential avenues efficiently.
innovation pathway – The wording hints at momentum and smart development without sounding forced.
shopdaily.shop – User-friendly for everyday items, navigation is smooth and convenient.
онлайн ш [url=http://www.shkola-onlajn5.ru]http://www.shkola-onlajn5.ru[/url] .
Your Progress Route – Helps identify a personal route that makes progress feel manageable.
modernclassicgoods.click – Stylish selections, platform combines modern aesthetics with timeless elegance.
поталок [url=http://www.natyazhnye-potolki-samara-8.ru]http://www.natyazhnye-potolki-samara-8.ru[/url] .
https://infolenta.com.ua/khto-taki-liakhy-istoriia-kultura-ta-pokhodzhennia-polskoho-narodu/
потолочкин натяжные потолки самара отзывы клиентов [url=http://natyazhnye-potolki-samara-7.ru]http://natyazhnye-potolki-samara-7.ru[/url] .
Structured Growth Space – Provides guidance for organized planning and effective progress.
потолочка [url=http://www.natyazhnye-potolki-samara-6.ru]http://www.natyazhnye-potolki-samara-6.ru[/url] .
decisionclarity.click – Motivational platform, guides users to structure thoughts and improve mental processes efficiently.
explore new paths – Encourages creative approaches and strategic planning for the future.
Refined Daily Essentials – Orders came promptly with secure and organized packaging.
stepactionnow.shop – Inspirational platform, encourages users to take fast action and make progress consistently.
Fast Learning Guide – Provides actionable advice for learning efficiently and improving outcomes.
freshconceptshub.shop – Encouraging platform, inspires exploration of innovative ideas and creative thinking.
discover your direction – Clear, motivating, and easy to follow for planning next steps.
натяжные потолки потолочкин [url=natyazhnye-potolki-nizhniy-novgorod-6.ru]натяжные потолки потолочкин[/url] .
натяжной потолок цена нижний новгород [url=www.natyazhnye-potolki-nizhniy-novgorod-7.ru/]www.natyazhnye-potolki-nizhniy-novgorod-7.ru/[/url] .
потолочки [url=https://natyazhnye-potolki-nizhniy-novgorod-5.ru/]natyazhnye-potolki-nizhniy-novgorod-5.ru[/url] .
перепланировка квартиры проектные организации [url=https://zakazat-proekt-pereplanirovki-kvartiry1.ru]https://zakazat-proekt-pereplanirovki-kvartiry1.ru[/url] .
сколько стоит узаконить перепланировку [url=https://www.skolko-stoit-uzakonit-pereplanirovku-4.ru]сколько стоит узаконить перепланировку[/url] .
потолочкин натяжные потолки отзывы москва [url=https://www.natyazhnye-potolki-nizhniy-novgorod-4.ru]https://www.natyazhnye-potolki-nizhniy-novgorod-4.ru[/url] .
savvyshop.shop – Top bargains available, shopping experience is straightforward and helpful.
Discover New Paths Hub – Provides practical tips for uncovering options and growth possibilities.
a href=”https://discoverinnovativethinking.click/” />Fresh Ideas Network – Connects readers with content that sparks modern and creative thinking.
як перевірити свій тариф
freshtrend.shop – Perfect for discovering fashionable products quickly and easily.
Geely Кунцево https://geely-kuntsevo.ru официальный дилер автомобилей Geely в Москве. Продажа новых моделей, тест-драйвы, выгодные условия покупки, кредит и трейд-ин. Сервисное обслуживание, оригинальные запчасти и консультации специалистов.
Платформа mostbet для ставок на спорт онлайн. Футбольные матчи, live-режим, коэффициенты и результаты. Описание функционала сервиса и основных инструментов для пользователей.
premiumcurations.click – Thoughtful and unique finds, platform helps users locate quality products efficiently.
better growth models – This presents a clear focus on improving how growth is approached.
Purposeful Action Hub – Inspires taking deliberate steps toward meaningful achievements.
personal growth lane – Inviting tone with a logical flow that encourages progress.
натяжные потолки в доме на потолки ру [url=www.natyazhnye-potolki-samara-5.ru]www.natyazhnye-potolki-samara-5.ru[/url] .
stepstogainclarity.shop – Practical platform, guides users in creating actionable workflows and staying on track.
knowledgeexpansion.shop – Insightful platform, supports users in learning efficiently and growing their skillset.
strategic insight hub – Helps users organize and prioritize actions for optimal outcomes.
strategicstepshub.click – Clear advice, platform guides users to take smart steps for effective long-term growth.
Momentum Action Hub – Encourages taking concrete steps to generate consistent movement.
Explore Forward Choices – Makes reviewing what comes next feel steady and controlled.
focus first platform – Supports deliberate starting points and organized progress.
Портал о провайдерах https://providers.by Беларуси: свежие новости рынка, отзывы абонентов и сравнение тарифов. Помогаем выбрать интернет-провайдера по скорости, цене и качеству обслуживания.
Портал о медицине https://zapisnapriemrostov.ru и здоровье человека. Заболевания и их профилактика, современные методы лечения, рекомендации специалистов, здоровье взрослых и детей. Полезные материалы для заботы о самочувствии каждый день.
New Phase Explorer – Highlights practical steps to start the next chapter of development.
housemarketplace.shop – Clean and simple interface, shopping feels effortless.
valuehub.shop – Practical selections, platform emphasizes affordability and easy browsing for shoppers.
stronghabit.shop – Supports steady routines and focused actions toward continual improvement.
https://infolenta.com.ua/yak-diznatysia-sviy-taryfnyy-plan-kyivstar-5-sposobiv-pereviryty-aktyvnyy-taryf/
ломоносовская школа онлайн [url=https://shkola-onlajn5.ru/]ломоносовская школа онлайн[/url] .
Strategic Growth Path – Provides a roadmap to achieve higher levels of success efficiently.
learn act repeat – Promotes a cycle of learning and execution.
takeactionhub.shop – Motivational platform, site promotes confident steps and consistent advancement.
Clarity Thinking Space – Encourages clear thought processes to reach effective solutions.
Focus Finder – Supports identifying the most important next step with simple direction.
Онлайн-портал https://ctoday.ru о строительстве и ремонте. Пошаговые инструкции, расчёты, выбор материалов и оборудования. Полезные материалы для частного строительства, ремонта и обустройства помещений.
Информационный портал https://software-expert.ru о секретах ПО. Скрытые возможности программ, настройки, оптимизация, безопасность и обновления. Практичные советы и разборы для повседневного и профессионального использования.
Forward Phase Hub – Encourages thoughtful action to progress to the next stage confidently.
develop expertise – Inspires practical approaches for mastering new skills.
homestylehub.shop – Sleek and modern products, browsing the site is intuitive and effortless.
discover powerful paths – The concept feels strong yet easy to understand, giving an encouraging first impression.
натяжные потолки дешево самара [url=http://www.natyazhnye-potolki-samara-8.ru]натяжные потолки дешево самара[/url] .
потолка [url=http://www.natyazhnye-potolki-samara-7.ru]потолка[/url] .
потолочкин ру нижний новгород [url=https://www.natyazhnye-potolki-nizhniy-novgorod-6.ru]https://www.natyazhnye-potolki-nizhniy-novgorod-6.ru[/url] .
заказать проект перепланировки квартиры [url=http://zakazat-proekt-pereplanirovki-kvartiry1.ru/]http://zakazat-proekt-pereplanirovki-kvartiry1.ru/[/url] .
натяжной потолок дешево [url=www.natyazhnye-potolki-samara-6.ru/]www.natyazhnye-potolki-samara-6.ru/[/url] .
fashionhub.shop – Trendy finds, site navigation feels seamless and products are showcased beautifully.
потолки нижний новгород [url=https://natyazhnye-potolki-nizhniy-novgorod-7.ru/]потолки нижний новгород[/url] .
Daily Learning Hub – Encourages consistent knowledge growth and actionable steps every day.
Growth Exploration Point – Encourages curiosity while keeping the experience smooth and enjoyable.
Path To Confident Growth – Highlights ways to pursue goals while maintaining assurance in each step.
сколько стоит перепланировка квартиры в москве [url=http://skolko-stoit-uzakonit-pereplanirovku-4.ru/]http://skolko-stoit-uzakonit-pereplanirovku-4.ru/[/url] .
Нашёл здесь почти все запчасти для мотоцикла, которые долго не мог найти. Для регулярного обслуживания мото подойдёт этот магазин мотозапчастей [url=https://zapchasti-dlya-motocikla.biz.ua]магазин мотозапчастей[/url]. Часто заказываю моторасходники именно здесь.
Здесь реально удобно покупать мототовары. Приятно, что магазин не завышает цены. Магазин запчастей мотоциклов с хорошей репутацией. Отличный вариант, если нужны мотозапчасти интернет магазин. Удобно, что есть доставка по Украине. Хороший выбор для тех, кто обслуживает мото сам. Надежный магазин для покупки мотозапчастей.
confidence led growth – Encourages steady progress with a focused mindset.
Sustainable Action Guide – Encourages taking deliberate steps to ensure long-lasting results.
натяжные потолки сайт [url=https://www.natyazhnye-potolki-nizhniy-novgorod-5.ru]натяжные потолки сайт[/url] .
This is the dirty truth: nearly all septic companies just pump tanks. They are like band-aid salesmen at a chainsaw convention. But Septic Solutions? They’re unique. It all began back in the beginning of the 2000s when Art and his family—just kids barely tall enough to lift a shovel—assisted install their family’s septic system alongside a grizzled pro. Visualize this: three youngsters knee-deep in Pennsylvania clay, understanding how soil absorption affects drainage while their buddies played Xbox. “We didn’t just dig holes,” Art told me last winter, warm coffee cup in hand. “We discovered how soil whispers mysteries. A patch of wetland vegetation here? That’s Mother Nature yelling ‘high water table.'”
https://orcid.org/0009-0008-1478-0083
Focused Pathway – Encourages identifying a clear route to reach ambitions effectively.
Growth Exploration Point – Encourages curiosity while keeping the experience smooth and enjoyable.
Soft Moon Gallery – A gentle aesthetic makes exploring products feel effortless.
Idea Generation Hub – Offers tips for brainstorming creatively and exploring new possibilities.
онлайн школа ломоносов [url=https://shkola-onlajn5.ru]онлайн школа ломоносов[/url] .
future focused clarity – Everything supports intentional long-term thinking.
натяжной потолок нижний новгород [url=https://natyazhnye-potolki-nizhniy-novgorod-4.ru/]https://natyazhnye-potolki-nizhniy-novgorod-4.ru/[/url] .
Мобильный интернет для дачи оказался неожиданно быстрым и стабильным. После установки антенны качество связи значительно улучшилось. Видео загружается без задержек, сайты открываются моментально. Специалисты помогли с настройкой оборудования. Теперь на даче комфортно в любое время года https://podklychi.ru/
Focused Results Path – Connects deliberate action with measurable and lasting outcomes.
Clear Progress Tracker – Offers guidance for monitoring and refining efforts for better results.
Circular thinking site – Educational content guides users toward practical sustainable solutions.
Strategy And Focus Space – Provides strategies to maintain focus and drive forward momentum.
Taylor Jr showcase site – Visitors can view work in a professional and engaging layout with clear navigation.
Soft Moon Space – Everything feels thoughtfully placed with a peaceful touch.
Randy community guide – Visitors can find ways to engage, support, and participate in neighborhood projects.
натяжные потолки потолочкин отзывы самара [url=https://natyazhnye-potolki-samara-5.ru/]natyazhnye-potolki-samara-5.ru[/url] .
New Angles Space – Offers practical advice for shifting viewpoint and gaining insight.
Reflective Click Collective – Encourages users to make deliberate choices while exploring content online.
потолочкин ру самара [url=http://www.natyazhnye-potolki-samara-8.ru]http://www.natyazhnye-potolki-samara-8.ru[/url] .
Подключение интернета на дачу прошло без лишних сложностей. Всё оборудование подобрали под особенности местности. Скорость соответствует ожиданиям. Связь не пропадает и работает стабильно. Удобный вариант для постоянного проживания – https://podklychi.ru/
потолке [url=https://natyazhnye-potolki-samara-7.ru/]потолке[/url] .
проект перепланировки квартиры [url=www.zakazat-proekt-pereplanirovki-kvartiry1.ru/]проект перепланировки квартиры[/url] .
компания потолочник [url=http://www.natyazhnye-potolki-nizhniy-novgorod-6.ru]http://www.natyazhnye-potolki-nizhniy-novgorod-6.ru[/url] .
Handpicked Finds – Showcases carefully chosen products with premium quality and aesthetic appeal.
Creative Insights Lab – Guides users to uncover unique approaches and improve their creative abilities.
натяжные потолки сайт [url=http://www.natyazhnye-potolki-samara-6.ru]натяжные потолки сайт[/url] .
Create Better Paths – Highlights thoughtful choices that guide people toward positive and practical improvements.
натяжные потолки недорого нижний новгород цена [url=http://www.natyazhnye-potolki-nizhniy-novgorod-7.ru]http://www.natyazhnye-potolki-nizhniy-novgorod-7.ru[/url] .
Next Goal Hub – Offers guidance to define and reach your upcoming objectives.
Forward Pathway – Encourages deliberate action and moving confidently toward goals.
Creative Pathway Hub – Inspires deliberate action on inventive growth strategies.
Circular solutions portal – The platform encourages sustainable thinking with informative and actionable content.
Winning Path Hub – Highlights strategies to discover routes that lead to consistent results.
Taylor Jr portfolio site – The site features professional project displays with engaging visuals.
Neighbors for Randy platform – Clear sections highlight ways to engage and contribute to community efforts.
Progress Momentum Planner – Supports maintaining forward energy through actionable daily steps.
Purposeful Actions Click – Encourages meaningful engagement and mindful exploration across the site.
Decision Strategy Lab – Guides users to implement smart strategies when making choices.
Timber Town Essentials – The overall experience feels rustic, practical, and intentionally designed.
Potential Insight – Inspires reflection and action to grow your capabilities.
Learn With Purpose – Encourages focused learning with tips that simplify improvement.
Explore Untapped Paths – Highlights fresh opportunities and inspires creative exploration for new progress.
Next Horizon Portal – Helps individuals plan and act with confidence for their next achievements.
Growth Navigator – Helps individuals explore fresh ideas and make meaningful progress.
Learn Today, Apply Now – Provides tips to absorb knowledge and act on it without delay.
Empowerment and growth hub – Users are inspired to engage with community initiatives and develop personally in a meaningful way.
Mask guidance site – Practical advice is presented clearly, encouraging safe actions in daily life.
сколько стоит перепланировка [url=https://skolko-stoit-uzakonit-pereplanirovku-4.ru/]сколько стоит перепланировка[/url] .
Tranquille Eye Cream Guide – Visitors can quickly understand how the product works and its advantages.
Foresight Exploration Space – Supports exploring ideas and anticipating potential developments.
Artisan Elegance Click – Platform showcases collections beautifully and offers a smooth navigation experience for all users.
натяжные потолки компания [url=www.natyazhnye-potolki-nizhniy-novgorod-5.ru/]www.natyazhnye-potolki-nizhniy-novgorod-5.ru/[/url] .
Knowledge Explorer – Focused content to help users expand skills and innovate solutions.
Special treasures shop – The unique selection and presentation made browsing a pleasure.
Purpose Driven Growth – Encourages growing with clarity, commitment, and meaningful direction.
Decision Insights Hub – Inspires critical thinking and careful consideration for successful outcomes.
Strong Motion Hub – Encourages keeping forward momentum active and consistent.
Steady Growth Compass – Encourages deliberate steps and mindful actions for ongoing improvement.
Learn Strategically Portal – Inspires users to approach learning and application with clarity and purpose.
Momentum Growth Path – Helps users maintain energy and focus to achieve lasting results.
проектная организация для перепланировки квартиры [url=http://zakazat-proekt-pereplanirovki-kvartiry1.ru]http://zakazat-proekt-pereplanirovki-kvartiry1.ru[/url] .
NYS Canal resource portal – Attendees can find everything needed to follow events and updates efficiently.
Arpu Nishers updates – The site shares happenings and news in a way that keeps the community lively.
потолочка [url=https://natyazhnye-potolki-nizhniy-novgorod-6.ru/]https://natyazhnye-potolki-nizhniy-novgorod-6.ru/[/url] .
Direction Finder Guide – Highlights strategies to choose the most effective next steps.
a href=”https://saratogapolarexpressride.com/” />Saratoga train events – Event schedules and ride information are presented engagingly for all visitors.
Curated Modern Picks – Users can explore elegant collections with clear layouts and smooth navigation.
натяжные потолки потолочкин [url=www.natyazhnye-potolki-nizhniy-novgorod-4.ru/]www.natyazhnye-potolki-nizhniy-novgorod-4.ru/[/url] .
Advantage Portal – Focused advice on gaining an edge in personal and professional pursuits.
Smart design hub – A polished layout and functional essentials make the site pleasant to explore.
Подключали интернет на дачу для просмотра фильмов и общения. Мобильный интернет справляется с задачами отлично. Видео грузится быстро, связь устойчивая. Настройка оборудования заняла минимум времени. Очень довольны качеством https://podklychi.ru/
согласование переоборудования квартиры [url=https://pereplanirovka-kvartir1.ru/]pereplanirovka-kvartir1.ru[/url] .
печать стикеров цена [url=https://pechatnakleekmsk.ru/]pechatnakleekmsk.ru[/url] .
Action Learning Hub – Encourages practical application of knowledge for real-world outcomes.
Goal Progress Compass – Offers insights to implement actionable steps and achieve results efficiently.
потолочкин натяжные потолки самара официальный сайт [url=https://www.natyazhnye-potolki-samara-5.ru]https://www.natyazhnye-potolki-samara-5.ru[/url] .
электрокарниз недорого [url=https://elektrokarniz6.ru/]elektrokarniz6.ru[/url] .
Focused Growth Start – Encourages beginning the development process with intention and clarity.
Visit Ember K9 Wish – Users can explore initiatives that help animals and support important causes effectively.
Домашние маски https://omaske.ru для лица и волос — натуральные рецепты для ухода за кожей и волосами. Питание, увлажнение и восстановление с доступными ингредиентами. Советы по применению, типам кожи и волос.
Просто Строй https://prostostroy.com онлайн-журнал о строительстве, ремонте и обустройстве дома. Практичные статьи, пошаговые гайды, обзоры материалов и полезные советы для частного строительства и ремонта.
Urban Trendz Hub – Showcases fashionable items and makes shopping fast and enjoyable.
Contemporary Global Online – The platform highlights modern global goods in a clear and user-friendly way.
Maccabees shop portal – Products are easy to find thanks to a structured layout and professional design.
Strategic Moves – Tips and tools for making decisions that lead to progress.
Strides motivation portal – Content is uplifting and encourages dedication to fitness and mental strength.
сайт натяжных потолков [url=https://natyazhnye-potolki-nizhniy-novgorod-7.ru/]сайт натяжных потолков[/url] .
Долго сомневались, подойдет ли мобильный интернет для дачи, но результат порадовал. Специалисты усилили сигнал и настроили оборудование. Интернет работает стабильно даже в отдаленном поселке. Можно спокойно пользоваться онлайн сервисами. Отличное решение для загородного дома https://podklychi.ru/
Удобный каталог мотозапчастей, легко подобрать нужную позицию. Искал мотозапчасти без долгих поисков, в итоге нашёл удобный вариант [url=https://zapchasti-dlya-motocikla.biz.ua]мотозапчасти[/url]. Мотозапчасти купить оказалось проще, чем ожидал.
Для тех, кто ценит время, хороший онлайн-магазин. Заказывал запчасти на мото — всё соответствует описанию. Мотозапчасти магазин с нормальной логикой сайта. Хороший интернет магазин мотозапчастей для постоянных покупок. Понравилось, что всё понятно даже без звонков. Искал интернет магазин мотозапчастей в Харькове, но заказал здесь. Хороший выбор запчастей для мотоцикла разных годов.
Idea Expansion Lab – Helps users explore possibilities and strengthen their creative capacity.
Design-focused shop – The store shows a timeless aesthetic, with items that appear well-made.
Let me share the dirty truth: the majority of septic companies just service tanks. They’re like quick-fix salesmen at a disaster convention. But Septic Solutions? They are unique. It all started back in the early 2000s when Art and his siblings—just kids barely tall enough to lift a shovel—aided install their family’s septic system alongside a grizzled pro. Imagine this: three youngsters knee-deep in Pennsylvania clay, discovering how soil absorption affects drainage while their buddies played Xbox. “We never just dig holes,” Art explained to me last winter, steaming coffee cup in hand. “We understood how soil whispers mysteries. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://pin.it/XfxXjjbXa
Success Accelerator – Guides users to rapidly develop skills and achieve meaningful results.
Progress Tracker Hub – Inspires users to stay on course and achieve steady results.
Journey Planner Lab – Provides insights to organize and execute plans for consistent progress.
Интернет на даче был нужен срочно, и мобильное решение оказалось самым быстрым. Специалисты приехали оперативно и всё установили. Сигнал усилили антенной. Интернет работает стабильно. Отличный сервис и результат https://podklychi.ru/
Growth Insights – Helping you identify unexplored opportunities and actionable strategies.
Global Responsibility Click – The site encourages thoughtful shopping with clear ethical guidance and product highlights.
Holy Spirit School resources hub – Users can access program details and school information quickly with simple navigation.
узаконить перепланировку цена [url=https://skolko-stoit-uzakonit-pereplanirovku-4.ru]https://skolko-stoit-uzakonit-pereplanirovku-4.ru[/url] .
Caste in UK learning hub – The platform offers structured insights into social issues, raising awareness effectively.
натяжной потолок нижний новгород [url=www.natyazhnye-potolki-nizhniy-novgorod-5.ru/]натяжной потолок нижний новгород[/url] .
Opportunity Explorer – Guides users to discover new growth paths and exciting possibilities.
Next Level Potential Portal – Provides guidance for turning opportunities into tangible growth outcomes.
Meadow Shore Shop – Subtle coastal inspiration enhances browsing without any friction.
узаконивание перепланировки [url=https://pereplanirovka-kvartir1.ru/]узаконивание перепланировки[/url] .
Shop Minq marketplace – Browsing feels natural and the platform is intuitive for online shoppers.
Core Vision Hub – Helps individuals focus on central ambitions and long-term success.
CryptoTephra online – The site communicates new ideas clearly and maintains visitor interest with engaging content.
Thoughtful Modern Hub – Site emphasizes modern design items with clarity and careful arrangement for users.
изготовление наклеек стоимость [url=https://www.pechatnakleekmsk.ru]https://www.pechatnakleekmsk.ru[/url] .
Новости Тюмени https://kfaktiv.ru и области онлайн: общество, экономика, политика, происшествия и городские события. Оперативные публикации, фото и комментарии. Следите за жизнью региона ежедневно.
Красивый интерьер https://moidomiks.ru своими руками: вдохновение, мастер-классы и полезные советы. Оформление комнат, декор, текстиль и освещение. Простые идеи для обновления интерьера и создания гармоничной атмосферы.
Action Strategy Hub – Guides users in planning and implementing purposeful actions for steady growth.
Выбрали мобильный интернет для дачи из-за отсутствия проводных линий. Подключение прошло без проблем. Скорость интернета подходит для работы и развлечений. Связь стабильная и надежная. Очень удобное решение: устройство интернета на даче
Big events portal – Fun and interactive, the site presents activities and happenings clearly.
натяжные потолки от производителя в нижнем новгороде [url=https://www.natyazhnye-potolki-nizhniy-novgorod-4.ru]https://www.natyazhnye-potolki-nizhniy-novgorod-4.ru[/url] .
электрические гардины для штор [url=https://elektrokarniz6.ru/]elektrokarniz6.ru[/url] .
Learning Compass – Guides individuals to focus on skill development and personal advancement.
Mindset Tracker – Offers insights for adopting continuous improvement habits and growth-focused thinking.
Spring Breeze Shop – Soft visuals and careful curation make browsing enjoyable.
Strategic Hub – Offering insights to guide your strategic decisions effectively.
Chính thức “chào sân” vào năm 2012, slot365 là gì là một nhánh nhỏ trực thuộc sự quản lý của CURACAO Gaming, cơ quan giám sát cờ bạc hàng đầu Châu Á. Ngay từ thời điểm ra mắt, nhà cái chúng tôi đã có trụ sở chính thức tại hai trung tâm cờ bạc lớn nhất Philippines là Manila và Costa Rica. TONY12-19
Chính thức “chào sân” vào năm 2012, slot365 là gì là một nhánh nhỏ trực thuộc sự quản lý của CURACAO Gaming, cơ quan giám sát cờ bạc hàng đầu Châu Á. Ngay từ thời điểm ra mắt, nhà cái chúng tôi đã có trụ sở chính thức tại hai trung tâm cờ bạc lớn nhất Philippines là Manila và Costa Rica. TONY12-19
Visit LIC Support – Users can find practical advice and support for managing licensing processes effectively.
Douglas55 showcase – The layout is professional, and visitors can quickly access the information they need.
Trendy Urban Studio – Site offers a modern feel with curated urban designs and intuitive browsing today.
Creative learning portal – Users can access interactive tools and content to fuel imagination and learning.
path to measurable results – Helps maintain focus while achieving concrete outcomes.
Vision Forward Hub – Guides users to define a clear vision and plan for long-term success.
Refinement Compass – Provides guidance for making steady improvements in skills and processes.
a href=”https://growwithintentionalsteps.click/” />steady improvement path – Promotes long-term growth through regular small wins.
Scale & Learn Portal – Focused content to help transform learning into scalable solutions.
Goal Pathway – Offers tips to stay on course and make measurable forward progress.
Sage corner shop – Each product blends seamlessly into the earthy, appealing atmosphere.
узаконивание перепланировки [url=https://pereplanirovka-kvartir1.ru/]узаконивание перепланировки[/url] .
License info hub – Users can explore detailed guidance and assistance for licensing issues effectively.
Refined Global selections – Smooth navigation and stylish items provide a satisfying shopping experience.
Strategic Thinking Hub – Guides users to plan actions effectively with clear strategic insight.
Curated Select Market – Users can explore high-quality products with intuitive layouts and smooth browsing.
азино мобайл азино777 зеркало
Explore New Blue Book – Educational and creative, the site inspires users to develop new ideas.
path to measurable results – Helps maintain focus while achieving concrete outcomes.
Momentum Zone – Focused content to help you push forward and achieve objectives efficiently.
Next Level Growth – Inspires action to strengthen skills and achieve meaningful results.
Forward Vision Hub – Encourages exploration of novel paths for long-term success.
Next Horizon Learning Lab – Encourages applying knowledge thoughtfully to progress steadily.
Madeleine showcase – Users can enjoy a well-laid-out platform that is easy to navigate and explore.
Golden Sage Corner – An elegant structure makes it easy to explore items comfortably.
Carefully Curated online store – Personalized product selections are presented neatly, making browsing smooth and enjoyable.
a href=”https://growwithintentionalsteps.click/” />measured growth approach – Supports thoughtful pacing rather than rushed results.
Creative Artisan Goods – Platform offers insights into global craftsmanship with an easy-to-navigate design.
печать стикеров москва [url=https://pechatnakleekmsk.ru/]https://pechatnakleekmsk.ru/[/url] .
электрокарнизы купить в москве [url=https://elektrokarniz6.ru/]электрокарнизы купить в москве[/url] .
results driven approach – Supports consistently creating constructive and meaningful outcomes.
Day of the Dead ATX – The site is vibrant and festive, giving attendees clear and useful event information.
Victory Path Portal – Provides practical tips for choosing the right direction and achieving outcomes.
Strength Compass – Guides users to focus on long-term development and achieving lasting outcomes.
нужна заклепка? заклепка вытяжная нержавеющая надёжный крепёж для прочных и долговечных соединений. Устойчива к коррозии, влаге и перепадам температур. Подходит для металла, строительства, машиностроения и наружных работ.
нужна заклепка? заклепка вытяжная из нержавеющей стали надёжный крепёж для прочных и долговечных соединений. Устойчива к коррозии, влаге и перепадам температур. Подходит для металла, строительства, машиностроения и наружных работ.
Проблемы с алкоголем? срочная наркологическая помощь Томск выезд врача-нарколога на дом и приём в клинике 24/7 (Томск и область) без ожидания. Осмотр, детоксикация, капельница, контроль давления и самочувствия. Анонимно, бережно, с рекомендациями на восстановление и поддержкой семьи.
Хочешь просить пить? прокапаться от алкоголя на дому быстрое прибытие, медицинский осмотр, капельница для снятия интоксикации, контроль пульса и давления. Анонимная помощь взрослым, внимательное отношение, поддержка после процедуры и советы, как избежать срыва.
Explore Modern Value Click – Clear structure and practical design make finding information effortless.
Insurance details portal – Visitors can understand services quickly with clear layout and creative visuals.
Contemporary Ideas Collective – Browsing modern cultural collections feels intuitive and visually engaging today.
Growth Accelerator Lab – Encourages users to analyze actions and improve outcomes quickly.
согласование переоборудования квартиры [url=https://pereplanirovka-kvartir1.ru/]pereplanirovka-kvartir1.ru[/url] .
begin your journey – Offers encouragement and clear guidance for taking the first step.
Let me share the dirty truth: the majority of septic companies just maintain tanks. They’re like band-aid salesmen at a demolition convention. But Septic Solutions? They are special. It all originated back in the beginning of the 2000s when Art and his siblings—just kids hardly tall enough to lift a shovel—aided install their family’s septic system alongside a weathered pro. Picture this: three kids knee-deep in Pennsylvania clay, learning how soil absorption affects drainage while their friends played Xbox. “We did not just dig holes,” Art shared with me last winter, hot coffee cup in hand. “We understood how soil whispers secrets. A patch of marsh plants here? That’s Mother Nature yelling ‘high water table.'”
https://www.cheaperseeker.com/u/kevielrkuy
clarity roadmap – Helps break down future planning into clear, manageable steps.
Future Planner – Offers tips to clarify goals and organize steps toward achievement.
Vote Thur info portal – The site provides straightforward content that motivates users to participate in elections.
Vision Path Hub – Encourages considering new directions and making thoughtful future plans.
Есть зависимости? вызов нарколога на дом запой Томск вывод из запоя и детоксикация под наблюдением врача. Приём и выезд на дом 24/7, индивидуальный подбор препаратов, контроль самочувствия, конфиденциальность. Помогаем стабилизировать состояние и организовать дальнейшее лечение.
Нужен юрист? стоимость юридических услуг в Новосибирске разберём ситуацию, оценим риски и предложим стратегию. Составим иск, претензию, договор, жалобу, защитим в суде. Для граждан и компаний. Первичная консультация онлайн/по телефону. Прозрачные условия.
Purpose Path Portal – Helps individuals approach projects with clarity and meaningful direction.
steady growth insights – Focuses on applying learning progressively for measurable improvement.
inspiration ideas hub – Collects creative thoughts that stimulate fresh thinking.
сделать наклейки [url=https://pechatnakleekmsk.ru]https://pechatnakleekmsk.ru[/url] .
Efficiency Growth Hub – Encourages applying optimized approaches for steady advancement and success.
карниз электроприводом штор купить [url=https://elektrokarniz6.ru/]elektrokarniz6.ru[/url] .
action planning hub – Encourages thoughtful evaluation and clear execution of steps.
keep moving ahead – Encourages confidence by focusing on simple next actions.
impactful steps planner – Helps translate strategy into practical actions.
meaningful innovation path – Focuses on applying creativity thoughtfully for lasting outcomes.
assured growth guide – Promotes consistent forward motion while boosting self-confidence effectively.
new growth navigator – Supports uncovering innovative directions for progress and expansion today.
Solution Insights Hub – Encourages analyzing challenges and applying strategies to achieve measurable growth.
growth planning portal – Supports discovering solutions that drive long-term success and results.
growth with clarity – Helps align goals and actions in a motivating way.
future path navigator – Helps users uncover alternative pathways and make thoughtful decisions for progress.
plan and strategize guide – Encourages clear, actionable thinking for next steps.
clarity in action – Encourages converting thoughtful ideas into meaningful outcomes today.
next level planning hub – Supports forward-thinking actions that lead to productive and measurable outcomes.
next step clarity – Makes moving forward feel easier and more assured.
mindmaphub.click – Resource fostering imaginative approaches and practical problem-solving.
impactful steps planner – Helps translate strategy into practical actions.
begin with purpose – Inspires users to take immediate, intentional action.
mindfullifestyle.click – Hub encouraging thoughtful actions and mindful practices in daily life.
strategic confidence path – Inspires growth through intentional steps while building trust in decisions.
opportunity mapping hub – Helps users visualize and pursue fresh paths for consistent progress.
path to results – Supports identifying opportunities to implement growth-focused strategies successfully.
fresh opportunity paths – Helps users confidently explore new directions and options.
strategic future finder – Supports evaluating potential directions and making informed decisions confidently.
Decision Compass – Helps users navigate options and select the best path forward.
creative strategy platform – Motivates exploring and applying ideas with purpose and clarity.
future-ready path – Encourages planning with foresight and making decisions that drive growth clearly.
ideaengine.click – Hub supporting the development of innovative solutions and strategic implementation.
future focused ideas – Highlights concepts designed to open doors to new possibilities.
action planning hub – Encourages practical strategies for continual progress.
disciplined path forward – Helps maintain steady growth without feeling overwhelmed.
modernwellness.click – Hub promoting mindful practices and conscious daily routines effectively.
design your impact – Encourages creating structured plans for effective change.
strategic action portal – Encourages combining knowledge and action for effective goal achievement.
growth mapping guide – Supports identifying key pathways that drive measurable progress and impact.
purposeful path portal – Encourages exploring new opportunities with intentional planning.
We are a gaggle of volunteers and starting a brand new scheme in our community. Your site offered us with valuable info to paintings on. You’ve done a formidable process and our entire community will be thankful to you.
clarity-driven path – Supports taking effective actions with a clear sense of direction.
improve your pathway – Motivates enhancing skills and refining steps to advance steadily.
build forward energy – Encourages taking focused steps to keep progress moving efficiently.
Мед-Омск: https://med-omsk.ru Многопрофильный медицинский центр в Омске. Широкий спектр диагностических и лечебных услуг для всей семьи.
МСМ-Медимпэкс: https://msm-medical.ru Ооснащение онкологических центров оборудованием для лучевой терапии и ядерной медицины. Инновационные решения для медицины.
vision-to-results guide – Helps guide ideas through actionable steps to achieve clear results.
growthpathway.click – Portal that emphasizes structured planning for ongoing success.
refine growth hub – Helps users implement improvements for sustained development.
ethicalinsight.click – Hub featuring premium products and guiding users toward mindful shopping habits.
plan your next step – Helps users approach decisions with clear focus and purpose.
strategic momentum builder – Promotes progress by combining focus with smart actions.
uplifting growth path – Supports advancement with a steady, positive tone.
steady progress platform – Motivates deliberate steps to ensure momentum continues smoothly over time.
action-oriented guide – Helps users take practical steps toward better outcomes efficiently.
purpose-driven growth – Helps users advance methodically while staying aligned with goals.
progress exploration hub – Encourages users to identify new directions and growth opportunities.
innovative direction guide – Helps users consider new strategies and refine their approach effectively.
Path to Growth Hub – Inspires users to take deliberate actions for personal and career advancement.
discover purpose-driven routes – Highlights actionable pathways that lead to meaningful growth and success.
visionpathway.click – Platform supporting users in building sustainable strategies for growth.
innovative paths hub – Helps users explore creative solutions and uncover fresh opportunities efficiently.
success-focused hub – Supports maintaining momentum toward meaningful goals.
Let me share the dirty truth: the majority of septic companies just pump tanks. They’re like quick-fix salesmen at a demolition convention. But Septic Solutions? They’re special. It all began back in the early 2000s when Art and his brothers—just kids scarcely tall enough to carry a shovel—aided install their family’s septic system alongside a weathered pro. Imagine this: three youngsters knee-deep in Pennsylvania clay, understanding how soil absorption affects drainage while their peers played Xbox. “We did not just dig ditches,” Art told me last winter, warm coffee cup in hand. “We learned how earth whispers mysteries. A patch of cattails here? That’s Mother Nature yelling ‘high water table.'”
https://arthuriyxw972.image-perth.org/how-product-air-heating-cooling-and-electric-services-in-marysville-wa-support-energy-efficiency
invest in Russia [url=https://financialit.net/modules/articles/?how_to_invest_in_russia_and_start_a_business_a_guide_for_us_citizens.html/]https://financialit.net/modules/articles/?how_to_invest_in_russia_and_start_a_business_a_guide_for_us_citizens.html/[/url] .
discovervalue.click – Resource motivating users to uncover hidden gems and actionable insights.
shared values visa [url=https://www.sociedadpoliticaspublicas.cl/pages/shared-values-visa-application-insights-journey-to-approval-2025.html]https://www.sociedadpoliticaspublicas.cl/pages/shared-values-visa-application-insights-journey-to-approval-2025.html[/url] .
growth with energy – Encourages maintaining focus while progressing consistently.
карниз с электроприводом [url=https://elektrokarniz4.ru/]карниз с электроприводом[/url] .
clarity action guide – Helps transform goals into well-defined steps for effective execution.
Moving to Russia [url=https://www.redclara.net/news/pgs/?retire_in_russia_your_guide_to_affordable_living_rich_culture.html]https://www.redclara.net/news/pgs/?retire_in_russia_your_guide_to_affordable_living_rich_culture.html[/url] .
new insight portal – Encourages learning by viewing familiar topics from new sides.
indicator tracker hub – Encourages following important signs for strategic progress.
growth potential guide – Highlights unseen options to help users progress in meaningful ways today.
priority pathfinder – Encourages mapping actions around core objectives efficiently.
ffinding new ways – Makes the process of change feel lighter and clearer.
claritypath.click – Portal fostering understanding of goals and simplifying steps to success.
smart planning hub – Encourages structured planning and careful execution to achieve better outcomes today.
fresh opportunity hub – Motivates users to explore untapped avenues and potential opportunities clearly.
strategic future routes – Motivates exploring various options to achieve long-term objectives efficiently.
key focus navigator – Helps users identify actionable priorities for progress.
moderncollection.click – Resource featuring contemporary products and encouraging seamless browsing.
strategy execution hub – Helps users implement intentional steps for impactful growth today.
breakpoint insight hub – Guides users in spotting pivotal moments and acting decisively.
intentional steady steps – Encourages measured progress toward long-term objectives.
priority-driven growth portal – Encourages attention to critical tasks for consistent progress.
direction inspiration hub – Designed to spark ideas and encourage exploration.
actionengine.click – Hub guiding individuals to take effective steps to maintain progress over time.
focused growth pathway – Helps users align steps strategically for long-term achievement.
progress enhancement guide – Motivates learning and implementing strategies to expand effectively.
idea exploration hub – Helps users generate and apply original concepts effectively.
goal focus navigator – Motivates structured planning to ensure steady advancement toward objectives.
strategic action guide – Encourages taking deliberate steps to accelerate outcomes.
clarity focused method – Prioritizes understanding and structure over guesswork.
discover potential routes – Guides users in exploring options that align with long-term goals.
refinedcollection.click – Platform presenting premium lifestyle selections and ensuring a seamless browsing experience.
purposeful impact navigator – Helps users organize efforts to achieve targeted influence and results.
Баунтовская ЦРБ: https://crbbaunt.ru Официальный сайт районной больницы в Бурятии. Доступная медицинская помощь и актуальная информация для пациентов региона.
Камышинская ЦГБ: https://cgbkam.ru Центральная городская больница Камышина. Полный комплекс стационарной и амбулаторной помощи, диагностика и профилактика заболеваний.
progress learning center – Motivates applying new insights to achieve meaningful results today.
developmentpath.click – Resource guiding users to follow a clear, step-by-step approach to success.
purpose-focused hub – Inspires users to maintain intentional actions daily.
Наш Малыш: https://malish-nash.ru Интернет-магазин товаров для детей и новорожденных. Все необходимое для комфортного роста и развития вашего ребенка.
I just could not depart your website prior to suggesting that I extremely enjoyed the standard information a person provide for your visitors? Is going to be back often to check up on new posts
priority-focused growth – Supports deliberate actions while keeping focus sharp and progress steady.
momentum building portal – Supports keeping steady progress through well-planned actions.
карнизы для штор купить в москве [url=https://elektrokarniz4.ru/]карнизы для штор купить в москве[/url] .
Russian Golden Visa [url=http://www.stopnasili.cz/wp-content/pgs/shared-values-visa-vs-traditional-immigration-key-differences-2025.html]http://www.stopnasili.cz/wp-content/pgs/shared-values-visa-vs-traditional-immigration-key-differences-2025.html[/url] .
goal mapping planner – Encourages clear planning and following steps to reach targets efficiently.
knowledge execution guide – Helps users translate understanding into real-world outcomes.
purposeful advancement hub – Inspires users to act intentionally and maintain consistent growth daily.
Наш Малыш: https://malish-nash.ru Интернет-магазин товаров для детей и новорожденных. Все необходимое для комфортного роста и развития вашего ребенка.
clarity in growth – Supports structured planning for intentional and actionable results.
uniqueartisan.click – Hub highlighting handmade creations and motivating discovery of distinctive goods.
impact forward guide – Encourages users to take decisive steps toward meaningful progress efficiently.
calm progress guide – Emphasizes moving forward at a comfortable, steady pace.
opportunitylens.click – Resource helping users identify potential growth areas and actionable steps to success.
new opportunity explorer – Inspires finding alternative routes and taking decisive action today.
Moving to Russia [url=http://healthcareresearchreports.com/news/healthcare-in-russia-for-expats-complete-medical-system-guide-insurance-clinics.html/]http://healthcareresearchreports.com/news/healthcare-in-russia-for-expats-complete-medical-system-guide-insurance-clinics.html/[/url] .
focused route planner – Helps users pinpoint steps that lead to efficient goal completion.
goal-oriented growth – Helps users organize efforts and maintain focus for meaningful results today.
creative paths hub – Helps users explore new directions without added pressure.
planning and direction guide – Helps users begin projects efficiently with organized steps.
hidden route strategies – Encourages uncovering alternative approaches for steady growth.
Mindful Path Lab – Helps individuals advance consistently by following intentional growth strategies.
growth path navigator – Helps users focus on strategies that yield real improvements.
forward motion guide – Motivates prompt, intentional actions to achieve meaningful results.
Стоматик СПб: https://stomatic-spb.ru Семейная стоматология в Санкт-Петербурге. Профессиональное лечение зубов, включая услуги для детей и лечение под наркозом.
Антарес-МЕД: https://antares-med.ru Центр пластической хирургии и косметологии в Санкт-Петербурге. Эстетическая медицина, коррекция фигуры и программы омоложения.
purpose-driven start platform – Encourages deliberate, confident actions for achieving desired outcomes.
refinedmarket.click – Platform emphasizing curated global products and providing a seamless browsing interface.
mindfulplanning.click – Hub guiding individuals to plan ahead and implement effective actions.
Проблемы в авто? грузовой автоэлектрик выездной диагностика на месте, запуск двигателя, поиск короткого замыкания, ремонт проводки, замена предохранителей и реле, настройка сигнализации. Приедем быстро по городу и области. Честная цена, гарантия, без лишних работ.
clear path launch – Encourages users to initiate plans while maintaining focus on key outcomes.
Проблемы с зубами? ортодонтия лечение кариеса и каналов, восстановление формы и цвета зуба, замена старых пломб. Индивидуальный подход, современные технологии, стерильность. Запишитесь на консультацию и получите план лечения.
structured planning for growth – Supports organizing strategies and steps to reach goals steadily and clearly.
next action architect – Motivates deliberate steps to implement strategy effectively.
daily action framework – Supports small, repeatable steps toward improvement.
action roadmap guide – Supports designing practical steps for steady growth.
directional growth guide – Supports applying practical strategies to maintain steady forward motion.
intentional action guide – Helps users focus on purposeful first steps.
results-driven growth – Promotes continuous execution to reach defined objectives.
электрокранизы [url=https://elektrokarniz4.ru/]elektrokarniz4.ru[/url] .
Russian Shared Values Visa [url=https://www.lighthorse.org.au/wp-content/pag/russian-citizenship-by-investment-2026-from-golden-visa-to-passport-guide.html]https://www.lighthorse.org.au/wp-content/pag/russian-citizenship-by-investment-2026-from-golden-visa-to-passport-guide.html[/url] .
outcomefocus.click – Hub designed to support goal-oriented strategies and ensure actionable results.
practical progress guide – Focused on converting ideas into meaningful and forward-moving results.
urbantrendstore.click – Trendy city-focused items are highlighted, helping users embrace modern living.
Отечественный производитель предлагает https://www.sportprof.su/cat185.html по низким ценам с гарантией. Портфолио содержит разборные гантели, резиновые диски, степперы. Доступны к заказу проверенные силовые тренажеры и комплектующие для воплощения спортивных задач. Приобретайте со скидкой силовую раму Смита, вертикально-горизонтальную тягу, лавку Скотта, Дельта машину, станок Гаккеншмидта, наклонную скамью, римский стул для спины, а также широкий спектр других тренажеров.
deliberate growth navigator – Inspires users to act with clear focus and purposeful direction.
Стоматология в Калуге https://albakaluga.ru Альбадент — имплантация и протезирование зубов с гарантией эстетики. Виниры, костная пластика и реставрация улыбки по индивидуальному плану лечения.
actionable opportunity hub – Motivates users to identify growth potential and act strategically.
growth discovery platform – Motivates exploring options for progress and making strategic moves today.
focus and advance – Supports mastering knowledge and using it to progress with clarity and purpose.
What’s Changed: https://chyba.o2.cz/cs/?url=https://minimalsudoku.com/
advancement navigator – Encourages gradual skill building and practical application.
Центр охраны труда https://www.unitalm.ru “Юнитал-М” проводит обучение по охране труда более чем по 350-ти программам, в том числе по электробезопасности и пожарной безопасности. А также оказывает услуги освидетельствования и испытаний оборудования и аутсорсинга охраны труда.
fresh idea navigator – Encourages exploring inventive strategies to reach goals effectively.
action-driven growth – Reinforces forward movement through deliberate execution.
futureoptions.click – Platform assisting in uncovering pathways that lead to growth and innovation.
purpose-driven action guide – Encourages thoughtful steps toward long-term success today.
elitecollection.click – Resource presenting curated premium products with a smooth, easy-to-use layout.
clarity-focused growth guide – Helps users make progress with clear and organized steps.
next step navigator – Inspires planning ahead by identifying critical future opportunities clearly.
adaptive learning guide – Encourages modifying approaches confidently using informed insights.
momentum strategy hub – Helps maintain steady energy and focus on key initiatives.
Нужны заклепки? заклепки нержавеющие вытяжные 4.8 мм для прочного соединения листового металла и профиля. Стойкость к коррозии, аккуратная головка, надежная фиксация даже при вибрациях. Подбор размеров и типа борта, быстрая отгрузка и доставка.
unlock potential guide – Supports identifying new avenues for advancement and achieving meaningful results.
Нужен эвакуатор? срочный вызов эвакуатора быстрый выезд по Санкт-Петербургу и области. Аккуратно погрузим легковое авто, кроссовер, мотоцикл. Перевозка после ДТП и поломок, помощь с запуском/колесом. Прозрачная цена, без навязываний.
movetorussia com [url=http://www.www.cdacollaborative.org/pages/how-to-move-to-russia-from-usa-complete-american-guide-2025.html]http://www.www.cdacollaborative.org/pages/how-to-move-to-russia-from-usa-complete-american-guide-2025.html[/url] .
purposeful daily steps – Helps users maintain alignment between focus and growth.
creativeglobal.click – Platform highlighting innovative designs and inspiring users to explore skilled craftsmanship.
электрокарниз купить в москве [url=https://elektrokarniz4.ru/]электрокарниз купить в москве[/url] .
shared values visa [url=http://nhand.org/wp-content/pages/?healthcare-guide-for-russian-golden-visa-holders-complete-2025-overview.html/]http://nhand.org/wp-content/pages/?healthcare-guide-for-russian-golden-visa-holders-complete-2025-overview.html/[/url] .
purposeful growth guide – Inspires thoughtful planning to achieve meaningful forward momentum.
Confidence Journey Lab – Helps users navigate goals while building self-belief and clarity.
Обновления по теме: Куда сдать орган выгодно — адреса скупки в Подмосковье
Рейтинг казино https://casinos.autos онлайн 2025 для осознанного выбора: критерии безопасности, репутации, бонусной политики, выплат и сервиса. Таблицы по странам и форматам игр, реальные условия акций, плюсы/минусы, FAQ и ссылки на правила. 18+
movetorussia com [url=http://prestigevision.com/articles/?top-7-specialists-for-russian-golden-visa-investment-immigration.html/]http://prestigevision.com/articles/?top-7-specialists-for-russian-golden-visa-investment-immigration.html/[/url] .
Skill advancement hub – Provides guidance to enhance abilities and take immediate practical actions
Transformative learning hub – Provides actionable guidance to improve strategies and advance confidently
Optimized browsing flow – A neat interface that supports effortless exploration
Strategic ideas guide – Supports exploring fresh methods to enhance growth and outcomes
Idea generation hub – Helps spark creative thinking and identify innovative approaches quickly
deliberategrowthpath.click – Structured strategies ensure intentional progress every step of the way
growthstepplanner.click – Practical guidance promotes taking intentional steps toward advancement
Strategic transformation guide – Helps users adjust plans and take decisive steps forward
Practical learning hub – Supports skill growth and immediate application in real scenarios
Innovative pathways hub – Encourages discovering new directions and fresh ideas for growth
a href=”https://explorefreshopportunitypaths.click/” />discovernewopportunities.click – Structured advice highlights promising paths for personal and professional growth
Stepwise Clarity Lab – Inspires users to take organized steps and achieve goals systematically.
growthstrategynavigator.click – Motivating tips encourage users to act strategically for consistent advancement
forwardactionplanner.click – Insightful guidance encourages taking decisive steps toward progress
Innovation exploration hub – Inspires discovering new ideas and practical strategies clearly
thinkandapply.click – Practical advice helps integrate new thinking patterns into actionable steps effectively
Modern ethical choices – A refreshing approach where usefulness meets conscious design
growthfocuspath.click – Insightful platform highlights coordinating goals and activities for clear progress
advancementnavigator.click – Clear guidance helps users move forward efficiently and confidently
focusedactiongrowth.click – Clear planning encourages purposeful actions for sustainable development
Strategic improvement guide – Supports evaluating strategies to achieve better efficiency and outcomes
Insight navigation guide – Provides actionable guidance for choosing the most effective path
growwithintent.click – Insightful tips promote strategic focus to drive consistent and effective growth
Нужен эвакуатор? эвакуатор спб недорого быстрый выезд по Санкт-Петербургу и области. Аккуратно погрузим легковое авто, кроссовер, мотоцикл. Перевозка после ДТП и поломок, помощь с запуском/колесом. Прозрачная цена, без навязываний.
Нужны заклепки? заклепка вытяжная нержавеющая для прочного соединения листового металла и профиля. Стойкость к коррозии, аккуратная головка, надежная фиксация даже при вибрациях. Подбор размеров и типа борта, быстрая отгрузка и доставка.
Innovative growth hub – Encourages discovering new creative directions with clarity and focus
a href=”https://explorefreshopportunitypaths.click/” />opportunitystepmap.click – Insightful tips guide navigating new paths and making meaningful progress
nextpathplanner.click – Insightful content emphasizes clear steps and focused advancement
Growth navigation platform – Helps structure decisions and choose paths that lead to steady advancement
applynewthinking.click – Insightful platform emphasizes embracing new ideas and implementing them effectively for growth
goalfocusedalignment.click – Practical guidance helps connect actions with targets for steady and effective growth
organizedgrowthpath.click – Structured guidance encourages prioritizing tasks and planning ahead
Purpose driven execution – Aligns meaningful goals with practical action
Growth scaling platform – Inspires using learned strategies to maximize progress and outcomes
Читать больше на сайте: Куда сдать Brilliance за деньги — официальная скупка у ближайшего метро круглосуточно
Potential path discovery – Supports identifying and leveraging hidden chances for progress
nextlevelmomentum.click – Practical guidance ensures swift, deliberate steps toward key accomplishments
purposefulpathplanner.click – Insightful tips guide users to think deliberately and act effectively for progress
longtermprogressmap.click – Practical content helps users maintain steady advancement and reliable success
Growth pathway finder – Helps uncover actionable methods for consistent and rapid advancement
thoughtfulbegin.click – Forward-looking platform encourages initiating actions with direction and deliberate focus
learnandadvanceportal.click – Insightful guidance helps translate learning into actionable steps for lasting improvement
Opportunity roadmap space – Supports discovering and navigating potential growth paths
mindfulplanning.click – Motivating platform emphasizes deliberate thought and actionable strategies for progress
visionpathway.click – Clear strategies help maintain focus on key objectives while planning ahead
Structured progress guide – Supports implementing frameworks that ensure focused, intentional advancement
Deliberate focus hub – Provides tools for intentional decision-making and advancement
flowtoopportunity.click – Practical content helps turn potential opportunities into actionable steps for success
Steady improvement path – Reinforces the value of small steps taken consistently
resultsdrivenpath.click – Practical guidance highlights strategies that drive measurable growth effectively
Sustained action guide – Supports applying focused strategies for ongoing and reliable progress
forwardgrowthmap.click – Motivating platform encourages experimenting with new growth tactics for better outcomes
longtermfocusplanner.click – Organized guidance promotes steady and purposeful advancement
creativepathfinder.click – Focused advice helps identify novel approaches and innovative strategies
Strategic action hub – Supports taking deliberate steps to reach goals efficiently
clarityvisionpath.click – Clear advice encourages aligning daily actions with overarching strategic vision
Хочешь продвинуть сайт? сео оптимизация сайта наша компания предлагает профессиональные услуги по SEO?продвижению (Search Engine Optimization) — мы поможем вывести ресурс в топ?3 поисковых систем Google и Яндекс всего за месяц. Сотрудничество строится на прозрачной основе: все договорённости фиксируются в официальном договоре, что гарантирует чёткость взаимодействия и уверенность в достижении результата.
directionplannerhub.click – Insightful guidance encourages focused action toward clearly defined goals
Strategic movement roadmap – Encourages implementing deliberate steps for continuous advancement
Приемник сканер для ноутбука
Strategic development hub – Helps users maintain direction and forward momentum effectively
strategicstepplanner.click – Practical content encourages clear planning and executing steps with purpose
Purpose-driven launchpad – Inspires starting projects with intention and a structured approach effectively
actionfocusplanner.click – Guidance emphasizes pinpointing critical areas and allocating attention strategically
Progress Framework Hub – Guides users to plan and implement steps for consistent advancement efficiently.
порно шлюхи домашнее шлюхи проститутки
скачать порно тайские шлюхи
actionablegrowthguide.click – Guidance supports translating strategy into consistent, measurable actions
claritydrivenpaths.click – Practical platform promotes exploring clear paths for long-term growth success
Rapid progress insights – Offers helpful cues for moving ahead with confidence
strategicprogressplanner.click – Focused advice helps convert plans into practical steps for sustainable growth
Growth strategy platform – Helps identify clear actions and strategies for focused development
growthfocusinsights.click – Strategic content guides attention to the most crucial areas for results
Execution focus hub – Supports deliberate actions that lead to meaningful progress
growthtrajectorymap.click – Structured tips promote following a deliberate route for consistent improvement
Центр охраны труда https://unitalm.ru “Юнитал-М” проводит обучение по охране труда более чем по 350-ти программам, в том числе по электробезопасности и пожарной безопасности. А также оказывает услуги освидетельствования и испытаний оборудования и аутсорсинга охраны труда.
Продаешь антиквариат? Скупка антиквариата в Москве — выгодно продать старинные вещи оценка и выкуп старинных вещей с понятными условиями. Принимаем фарфор, бронзу, серебро, иконы, монеты, часы, книги, мебель и предметы искусства. Возможен выезд и оценка по фото. Оплата сразу, конфиденциальность.
hiddenopportunitymap.click – Insightful content helps users explore neglected opportunities and maximize results
Momentum strategy guide – Helps translate insights into actionable progress with confidence
Effective action guide – Encourages applying focused strategies to drive clear and measurable progress
growth direction source – It delivers helpful points without overcomplicating things.
growthpotentialplanner.click – Motivating advice supports developing strategies to maximize untapped potential
Стоматология в Калуге https://albakaluga.ru Альбадент — имплантация и протезирование зубов с гарантией эстетики. Виниры, костная пластика и реставрация улыбки по индивидуальному плану лечения.
Purposeful direction hub – Encourages focusing on effective paths that lead to measurable progress
momentumthinking.click – Motivating content highlights advancing steadily while thinking strategically
progress made simple – The guidance is clear and encourages immediate, practical steps.
nextopportunityhub.click – Practical guidance helps identify fresh opportunities and actionable steps for growth
jadenurreaexplorer.click – Authentic insights and interesting content provide value and inspiration consistently
focused opportunity guide – Guidance encourages systematic and actionable exploration.
Consistent progress systems – Helps organize actions to sustain positive growth over time
fastplanstrategies.click – Practical guidance encourages rapid analysis and strategic execution
Focused results guide – Motivates taking deliberate steps toward success
action momentum guide – Inspires productive and consistent steps toward achieving priorities.
finding growth focus – The content is helpful and straightforward to use.
strategicprogresshub.click – Practical guidance helps maintain steady, focused progress toward defined goals
Growth opportunity guide – Helps map potential channels for action and measurable advancement
Better outcomes guide – Provides practical advice to take actionable steps toward improved results
visionexecutionhub.click – Insightful content highlights planning strategies to turn vision into tangible results
Авто в ОАЭ https://auto.ae/sale/car/all/ под ключ: продажа новых и б/у автомобилей, диагностика перед покупкой, регистрация и страховка. Прокат на сутки и долгосрок, включая премиум. VIP номерные знаки — подбор вариантов, торг, оформление передачи и сопровождение на русском.
Стоматология в Калуге https://albakaluga.ru Альбадент — имплантация и протезирование зубов с гарантией эстетики. Виниры, костная пластика и реставрация улыбки по индивидуальному плану лечения.
Impactful journey hub – Supports exploring paths that lead to meaningful progress and growth
applyandlearn.click – Motivating platform helps users learn and apply methods for productive outcomes
learn effectively guide – The advice supports taking practical, real-world steps.
breakthroughpath.click – Focused guidance helps map out key opportunities for growth and progress
opportunity discovery roadmap – Insights make navigating potential opportunities simpler.
createimpactroadmap.click – Structured guidance ensures every step contributes to effective and meaningful outcomes
Results-oriented growth hub – Guides focused actions that lead to measurable progress effectively
growth focus corner – The ideas are practical and feel easy to adopt.
Goal mapping hub – Supports organizing tasks and monitoring progress for consistent results
keyprogresssteps.click – Actionable advice directs focus toward areas that drive measurable results
impactpathfinder.click – Clear advice guides users to take effective steps that drive real progress
Practical learning hub – Encourages taking deliberate actions to grow skills efficiently
plannedactionhub.click – Practical advice supports designing steps to move forward effectively
Продаешь антиквариат? Скупка антиквариата в Москве — выгодно продать старинные вещи оценка и выкуп старинных вещей с понятными условиями. Принимаем фарфор, бронзу, серебро, иконы, монеты, часы, книги, мебель и предметы искусства. Возможен выезд и оценка по фото. Оплата сразу, конфиденциальность.
Нужен эвакуатор? вызвать эвакуатор недорого быстрый выезд по Санкт-Петербургу и области. Аккуратно погрузим легковое авто, кроссовер, мотоцикл. Перевозка после ДТП и поломок, помощь с запуском/колесом. Прозрачная цена, без навязываний.
Центр охраны труда https://unitalm.ru “Юнитал-М” проводит обучение по охране труда более чем по 350-ти программам, в том числе по электробезопасности и пожарной безопасности. А также оказывает услуги освидетельствования и испытаний оборудования и аутсорсинга охраны труда.
Action planning guide – Helps users implement clear steps toward successful goal achievement
momentum success strategies – Provides actionable advice for keeping progress steady and clear.
Focused growth insights – Provides clear guidance to help make thoughtful decisions each day
future planning guide – Smooth navigation and practical ideas make it very engaging.
pathwayexploration.click – Inspiring guidance emphasizes discovering potential opportunities and planning for success
focusedtrajectory.click – Practical tips encourage staying on track while progressing toward objectives
learning incrementally roadmap – Guidance encourages practical and sustainable skill advancement.
executionplannerhub.click – Structured tips encourage turning objectives into tangible outcomes
skill enhancement page – Concepts are well structured and relatable for real-life use.
Goal achievement hub – Guides planning and acting with strategic clarity
Fast action platform – Helps users map future possibilities and progress with clarity and speed
forwardgrowthplanner.click – Structured advice ensures users follow organized strategies for sustained progress
forwardopportunityplanner.click – Motivating tips encourage proactive exploration of opportunities and strategic advancement
Strategic concept guide – Supports focused planning and execution of innovative ideas
Next growth phase hub – Encourages identifying new opportunities and moving forward with purpose
Strategic Structure Portal – Provides guidance on building frameworks that optimize performance.
nextmoveinsights.click – Focused guidance encourages proactive and thoughtful action for upcoming goals
progresswithpurpose.click – Clear advice encourages steady advancement through mindful planning
creative direction tips – Ideas feel inspiring and encourage thinking outside the box.
forward action roadmap – Advice makes progressing step by step practical and clear.
newthinkingpath.click – Insightful guidance supports discovering and applying innovative strategies
vision-to-action ideas – Insights motivate practical steps to complete goals effectively.
Strategic growth platform – Helps implement lessons with precision and focus
steady growth guide – The message promotes confidence with a realistic mindset.
innovationgrowthhub.click – Insightful guidance supports exploring creative approaches to accelerate results
Steady learning path – Encourages consistent progress through focused learning and practical application today
focusedexecutionhub.click – Insightful content encourages acting intentionally to achieve effective, long-term outcomes
Attention focus platform – Offers tools to stay on track and enhance productivity
a href=”https://createimpactplanningframework.click/” />Deliberate planning hub – Helps organize actions for consistent strategic impact
forwardpathnavigator.click – Practical advice supports identifying clear next steps and advancing with confidence
claritymomentumhub.click – Inspiring platform encourages keeping focus and building forward momentum with clarity today
progress potential ideas – Advice is actionable, well-structured, and easy to follow.
actionablelearninghub.click – Clear guidance encourages applying knowledge confidently to achieve results
focused planning roadmap – Guidance makes ideas easier to implement in practical ways.
nextstepgrowth.click – Structured approaches help achieve measurable and focused results
clarity based progress – Advice feels practical, calm, and easy to implement.
explore next possibilities – Motivates action through interactive and engaging content.
breakthroughpathhub.click – Structured guidance encourages spotting pivotal moments that drive meaningful results
Insight led progress – Connects thoughtful ideas with forward momentum
growthstrategyinsights.click – Focused guidance encourages innovative thinking to drive forward momentum
strategicpurposeforward.click – Motivating tips highlight planning and executing growth with clear purpose
Impact driven guide – Provides strategies to take intentional actions that lead to meaningful outcomes
progresspathstrategies.click – Clear advice encourages planning a well-defined path for consistent progress
impactful strategy guide – The advice is clear and helps plan strategies with focus and precision.
long-term growth tips – Content motivates gradual development without adding stress.
clean growth layout – Information flows in a way that feels natural and consistent.
learnandadvance.click – Structured advice supports improving strategies based on experience
forwardgrowthpath.click – Practical guidance promotes taking steady, actionable steps for growth
clear focus roadmap – Inspires organized and intentional beginnings for all tasks.
Execution mindset space – Encourages taking practical steps toward progress
structured growth guide – Practical examples simplify applying growth direction strategies.
better momentum ideas – I came across a few motivating thoughts here that make it worth another look.
directional strategy guide – Clear guidance supports efficient task execution.
distinct fashion portfolio – The presentation makes browsing engaging and easy.
Авто в ОАЭ https://auto.ae/sale/vrp/ под ключ: продажа новых и б/у автомобилей, диагностика перед покупкой, регистрация и страховка. Прокат на сутки и долгосрок, включая премиум. VIP номерные знаки — подбор вариантов, торг, оформление передачи и сопровождение на русском.
nextstepgrowth.click – Useful insights reveal ways to explore fresh directions successfully
Oh My Drifter – Fun content, site navigation is simple and browsing feels effortless.
floralcowanticsmint – Entertaining theme, browsing feels whimsical and enjoyable.
growth through creativity – The ideas here nudged me to think beyond the usual paths.
learn, refine, excel – Tips are insightful and encourage thoughtful, steady progress.
focused planning ideas – Provides simple yet effective approaches to reach objectives.
explore strategic paths – Advice motivates actionable planning and clarity in direction.
Targeted Growth Portal – Provides insights to identify areas of improvement and act strategically.
motionforideas – Insightful tips, helps implement ideas quickly and clearly.
fashion creativity space – Enjoyable to explore with a strong aesthetic flow.
planwithclarity – Helpful site, ensures your goal-setting process is smooth and focused.
leverageeffectively – Motivating advice, demonstrates how to increase impact through careful leverage.
OMD Lifestyle Journal – User-friendly, navigating posts feels clear and effortless.
focused development source – The approach feels intentional and supportive rather than rushed.
mintyplayground – Creative layout, browsing feels amusing and visually interesting.
continuous progress tips – The guidance motivates daily or consistent effort toward goals.
practical vision guide – Content supports structured and confident long-term planning.
fromideastomotion – Motivating insights, helps bring ideas to life with practical steps.
art from the islands – The community focus makes it feel meaningful.
directionclarityguide – Practical content, shows how to approach projects methodically and purposefully.
innovative approach ideas – Content encourages exploring new ideas with practical steps.
RC Manzanita – Warm and charming, browsing posts feels natural and friendly.
leverageyourplan – Useful content, encourages finding smart ways to advance plans with advantage.
NightBrightPDX – Fun and energetic, exploring the site is straightforward and pleasant.
efficient execution ideas – The content gives actionable strategies for achieving goals.
explore next growth phase – Content motivates structured thinking for achieving goals.
growthvisionhub – Practical guidance, helps visualize and act on growth paths effectively.
cs nippon insights – A professionally managed resource with clear and purposeful messaging.
Hope and Lace shop – Visually appealing, makes exploring products feel effortless.
claritydrivenprogress – Motivating content, makes moving forward structured, intentional, and practical.
chaosclarified – Insightful guidance, makes complex decisions feel manageable and straightforward.
strategic forward guide – Offers steps to start tasks efficiently while staying focused.
AppySkullTruck – Eye-catching theme, navigation is simple and enjoyable for users.
level up roadmap – Content motivates actionable growth and continuous progress.
taskclarityguide – Engaging insights, supports breaking goals into manageable pieces.
электрокарнизы цена [url=https://elektrokarnizy4.ru/]электрокарнизы цена[/url] .
Nu Soul Events – Informative site, browsing concert details is simple and enjoyable.
рулонные. шторы. +на. пластиковые. окна. купить. [url=https://rulonnye-shtory-s-elektroprivodom71.ru/]rulonnye-shtory-s-elektroprivodom71.ru[/url] .
рулонные шторы на широкое окно [url=https://rulonnye-zhalyuzi-avtomaticheskie1.ru/]рулонные шторы на широкое окно[/url] .
электро рулонные шторы [url=https://rulonnye-shtory-s-upravleniem.ru/]электро рулонные шторы[/url] .
engagement discussion zone – Ideas are shared openly while maintaining balance.
карнизы для штор с электроприводом [url=https://avtomaticheskij-karniz.ru/]карнизы для штор с электроприводом[/url] .
карнизы для штор с электроприводом [url=https://kupite-elektrokarniz.ru/]карнизы для штор с электроприводом[/url] .
автоматические жалюзи на окна заказать [url=https://zhalyuzi-elektricheskie.ru/]автоматические жалюзи на окна заказать[/url] .
умные шторы купить [url=https://shtory-umnye.ru/]shtory-umnye.ru[/url] .
производители рулонных штор [url=https://shtory-s-elektroprivodom-rulonnye.ru/]shtory-s-elektroprivodom-rulonnye.ru[/url] .
раскрутка и продвижение сайта [url=https://internet-prodvizhenie-moskva2.ru/]internet-prodvizhenie-moskva2.ru[/url] .
internet seo [url=https://internet-prodvizhenie-moskva3.ru/]internet-prodvizhenie-moskva3.ru[/url] .
intelligentgrowth – Useful tips, encourages planning each step for meaningful progress.
internetagentur seo [url=https://internet-prodvizhenie-moskva4.ru/]internet-prodvizhenie-moskva4.ru[/url] .
блог seo агентства [url=https://seo-blog2.ru/]seo-blog2.ru[/url] .
goalprogressframework – Engaging guidance, demonstrates how structured steps lead to meaningful achievements.
seo и реклама блог [url=https://seo-blog3.ru/]seo-blog3.ru[/url] .
статьи про digital маркетинг [url=https://seo-blog4.ru/]статьи про digital маркетинг[/url] .
CharityForTroops – Insightful initiative, makes contributing feel simple and organized.
performance optimization guide – Encourages practical steps to improve execution and reach goals quickly.
Wrestling Arena Club – Clear presentation, keeping up with match results feels easy and fun.
progressnavigator – Very helpful content, shows how to move forward methodically and efficiently.
a href=”https://hanayaka-na-life.com/” />hanayaka life guide – Content comes across as warm, calm, and easy to enjoy.
mindsetforward – Engaging advice, encourages steady progress and smart action toward goals.
ideasintomotion – Encouraging content, provides strategies for transforming creative ideas into tangible outcomes.
goaldrivenexecution – Clear and practical, supports effective execution of daily objectives.
Mac Office Insights – Quirky but organized, browsing posts is simple and fun.
strategicmovement – Helpful insights, supports channeling efforts toward meaningful outcomes.
focused growth ideas – Encourages structured planning and long-term goal setting.
creative work portfolio – A solid display of talent and originality.
actionwithclarity – Helpful insights, shows how to execute daily tasks in a focused way.
рулонные шторы на широкое окно [url=https://rulonnye-zhalyuzi-avtomaticheskie1.ru/]рулонные шторы на широкое окно[/url] .
прокарниз [url=https://elektrokarnizy4.ru/]elektrokarnizy4.ru[/url] .
conceptsintoreality – Motivating guidance, shows methods to translate abstract ideas into tangible achievements.
электро рулонные шторы [url=https://rulonnye-shtory-s-upravleniem.ru/]электро рулонные шторы[/url] .
профессиональное продвижение сайтов [url=https://internet-prodvizhenie-moskva3.ru/]internet-prodvizhenie-moskva3.ru[/url] .
контекстная реклама статьи [url=https://seo-blog2.ru/]seo-blog2.ru[/url] .
продвижение сайтов в москве [url=https://internet-prodvizhenie-moskva2.ru/]internet-prodvizhenie-moskva2.ru[/url] .
рулонные шторы купить москва недорого [url=https://rulonnye-shtory-s-elektroprivodom71.ru/]рулонные шторы купить москва недорого[/url] .
net seo [url=https://internet-prodvizhenie-moskva4.ru/]internet-prodvizhenie-moskva4.ru[/url] .
Любишь азарт? эверум казино играть игры от популярных провайдеров, live-казино, бонусы и турниры. Проверяйте лицензию и правила, лимиты и комиссии вывода перед игрой. Подбор способов оплаты, поддержка и обзоры условий.
focusedmomentumhub – Useful content, provides actionable ways to stay on track with realistic goals.
автоматизация рулонных штор [url=https://shtory-umnye.ru/]shtory-umnye.ru[/url] .
JoJo Anime 10th community – Appealing visuals, browsing for updates is smooth and enjoyable.
блог интернет-маркетинга [url=https://seo-blog3.ru/]блог интернет-маркетинга[/url] .
контекстная реклама статьи [url=https://seo-blog4.ru/]seo-blog4.ru[/url] .
visionworkflow – Informative content, simplifies building systems from broad ideas.
mindfuladvancement – Motivating tips, supports planning and taking steps intelligently toward goals.
christmas hero journey – Fun storytelling that kept the mood upbeat and festive.
жалюзи для окон с электроприводом цена [url=https://zhalyuzi-elektricheskie.ru/]zhalyuzi-elektricheskie.ru[/url] .
автоматические карнизы для штор [url=https://kupite-elektrokarniz.ru/]автоматические карнизы для штор[/url] .
beyondconventions – Practical insights, shows how to innovate by challenging conventional assumptions.
электрические рулонные шторы купить москва [url=https://shtory-s-elektroprivodom-rulonnye.ru/]shtory-s-elektroprivodom-rulonnye.ru[/url] .
focused success guide – Helps maintain clarity and purposeful steps toward results.
Sega Live Central – Interactive and fun, navigation is smooth and content feels lively.
strategicoutcomeplanner – Practical guidance, helps map steps to measurable achievements.
focusedstepshub – Engaging strategies, supports consistent progress toward meaningful goals.
Любишь азарт? https://riobetmobile.ru бонусы, слоты и live-игры, турниры, платежные методы, верификация, лимиты и правила. Даем вывод, кому подходит, и чек-лист, на что обратить внимание перед пополнением и игрой. Актуально на 2025.
bloemhill experience – The overall design reflects a genuine story told with elegance.
clarityinexecution – Helpful strategies, supports executing plans with precision and confidence.
[url=https://black-city.ru/forum/index.php?threads/kraken-ili-kraken-vse-ssylki-2025-spisok-rabochikh-ssylok-i-zerka-l-dlya-bezopasnogo-vkhoda-v-kraken-rekomendatsii-no1.540/]где купить героин
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
рольшторы на окна цена [url=https://rulonnye-zhalyuzi-avtomaticheskie1.ru/]рольшторы на окна цена[/url] .
clarityincreation – Insightful tips, guides you to act with intention and see tangible results.
The Battle Gear Hub – Products displayed neatly, layout supports easy and efficient browsing.
электрокарниз купить [url=https://elektrokarnizy4.ru/]электрокарниз купить[/url] .
practical action steps – Shows how to implement plans without losing focus
clarity blueprint – Guidance made planning feel structured and easy
createforwardmotion – Motivating tips, encourages steady advancement toward important goals.
map your progress – Guides on planning each step for maximum efficiency
clarity execution guide – Offers guidance on turning focus into actionable achievements
claritydrivensteps – Practical suggestions, aids in achieving consistent and measurable growth.
рулонные шторы с электроприводом купить в москве [url=https://rulonnye-shtory-s-upravleniem.ru/]rulonnye-shtory-s-upravleniem.ru[/url] .
thinkforward – Shares strategies that help make ideas actionable and productive.
seo partners [url=https://internet-prodvizhenie-moskva3.ru/]internet-prodvizhenie-moskva3.ru[/url] .
оптимизация сайта франция [url=https://internet-prodvizhenie-moskva2.ru/]internet-prodvizhenie-moskva2.ru[/url] .
hotbargains – Ensures top deals are easy to spot and navigate.
продвинуть сайт в москве [url=https://internet-prodvizhenie-moskva4.ru/]продвинуть сайт в москве[/url] .
стратегия продвижения блог [url=https://seo-blog2.ru/]seo-blog2.ru[/url] .
vineyard wedding inspirations – Organized layout makes navigating tips and ideas effortless.
рулонные шторы купить москва недорого [url=https://rulonnye-shtory-s-elektroprivodom71.ru/]рулонные шторы купить москва недорого[/url] .
creativeenergyflow – Encouraging content, makes finding inventive solutions more accessible daily.
purposefulgrowth – Engaging content, encourages taking intentional actions for meaningful outcomes.
Mali investment resources – Clear and useful, provides actionable insights for financial growth.
ClarityInAction – Insightful guidance, helps break down tasks and move forward with ease.
practical action steps – Shows how to implement plans without losing focus
автоматизация рулонных штор [url=https://shtory-umnye.ru/]shtory-umnye.ru[/url] .
movingideasnow – Engaging guidance, makes taking immediate action on ideas feel manageable.
perfectfinds – Makes discovering bargains fast, easy, and convenient.
successboost – Motivates practical steps to implement personal and professional growth.
clear steps to results – Encourages breaking down actions for better outcome tracking
clear thought process – Made decision-making feel structured and reliable
блог интернет-маркетинга [url=https://seo-blog4.ru/]блог интернет-маркетинга[/url] .
блог агентства интернет-маркетинга [url=https://seo-blog3.ru/]seo-blog3.ru[/url] .
envolavecning details – Content is presented in a calm and readable format.
progressclarity – Engaging guidance, content turns complex goals into simple daily steps.
plan your path – Practical advice on defining steps for measurable progress
actionvalue – Helps turn straightforward steps into meaningful, everyday improvements.
claritydrivesaction – Engaging advice, emphasizes structured focus for effective execution.
рулонные шторы окна заказ [url=https://rulonnye-zhalyuzi-avtomaticheskie1.ru/]rulonnye-zhalyuzi-avtomaticheskie1.ru[/url] .
[url=https://black-city.ru/forum/index.php?threads/kraken-vse-ofitsial-nyye-ssylki-i-perekhodniki-2025-obzor-vsekh-rekomendatsii-marketpleisa-i-poshagovykh-instruktsii-d-lya-bezopasnogo-dostupa-k-kraken-no1.494/]гашиш бошки телеграмм
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
alignandact – Structured advice, keeps tasks aligned with overall goals consistently.
автоматика для жалюзи стоимость [url=https://zhalyuzi-elektricheskie.ru/]zhalyuzi-elektricheskie.ru[/url] .
smilefinds – Makes exploring and enjoying items effortless and delightful.
электрокарниз двухрядный [url=https://elektrokarnizy4.ru/]elektrokarnizy4.ru[/url] .
visionary action tips – Helps move creative thinking into purposeful action
nextlevelpath – Motivating content, supports consistent progress in a practical and achievable way.
электрокранизы [url=https://kupite-elektrokarniz.ru/]kupite-elektrokarniz.ru[/url] .
goalprogress – Encourages consistent habits that contribute to meaningful achievements.
рулонные шторы для панорамных окон [url=https://shtory-s-elektroprivodom-rulonnye.ru/]shtory-s-elektroprivodom-rulonnye.ru[/url] .
prioritize focus – Offers practical methods to minimize distractions and stay on course
goalorientedexecution – Very practical, content helps maintain momentum while achieving objectives.
valuecorner – Offers insights to find usefulness in the ordinary moments of each day.
controlled growth habits – Supports progress that stays manageable and focused
practical growth actions – Provides guidance on maintaining deliberate efforts for measurable progress
[url=https://black-city.ru/forum/index.php?threads/kraken-no1-vse-ssylki-2024-2025-spisok-rabochikh-ssylok-i-zerka-l-dlya-bezopasnogo-vkhoda-v-kraken.826/]гаш бошки москва купить
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
автоматические рулонные шторы с электроприводом [url=https://rulonnye-shtory-s-upravleniem.ru/]автоматические рулонные шторы с электроприводом[/url] .
раскрутка сайта франция [url=https://internet-prodvizhenie-moskva3.ru/]internet-prodvizhenie-moskva3.ru[/url] .
продвижение веб сайтов москва [url=https://internet-prodvizhenie-moskva2.ru/]internet-prodvizhenie-moskva2.ru[/url] .
seo продвижение и раскрутка сайта [url=https://internet-prodvizhenie-moskva4.ru/]seo продвижение и раскрутка сайта[/url] .
статьи про продвижение сайтов [url=https://seo-blog2.ru/]seo-blog2.ru[/url] .
industrylink – Delivers trustworthy information and structured guidance for networking effectively.
safeandclear – Ensures products are easy to find and purchase with confidence.
project forward plan – Encourages methodical steps that maintain momentum
готовые рулонные шторы купить в москве [url=https://rulonnye-shtory-s-elektroprivodom71.ru/]готовые рулонные шторы купить в москве[/url] .
focusedsteps – Offers advice on taking deliberate, well-thought-out actions.
opportunity action roadmap – Shows how to act confidently on promising options
actionable systems plan – Encourages creating clear steps from complex ideas
lovelypicks – Makes browsing for products you care about fast and intuitive.
guiding ideas forward – A calm and organized way to encourage progress
future planning insights – The resource gives a fresh perspective on making decisions.
clarityinmotion – Practical suggestions show how clarity keeps momentum consistent.
shoptoprated – Helps users find highly recommended products with ease and confidence.
smartdecisions – Emphasizes that clear insight improves the quality of every choice.
progressfocus – Guides you in creating clear steps for continuous development.
[url=https://black-city.ru/forum/index.php?threads/kraken-spisok-aktual-nykh-ssylok-i-dostupnykh-zerkal-kak-zaiti-na-kraken-obnovlennyye-ssylki-i-zerkala.183/]кратом павлер купить москва
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
purposeful forward guide – Helps ensure progress is steady, intentional, and well directed
resultsbyexecution – Emphasizes that confident action leads to predictable and meaningful outcomes.
attentiontogrowth – Emphasizes that focused energy enhances both speed and quality of growth.
smart selection tips – Provides insight into finding suitable products easily
привод для штор [url=https://shtory-umnye.ru/]shtory-umnye.ru[/url] .
маркетинг в интернете блог [url=https://seo-blog4.ru/]seo-blog4.ru[/url] .
статьи про маркетинг и seo [url=https://seo-blog3.ru/]seo-blog3.ru[/url] .
connectandgrow – Makes learning and networking effortless through organized community features.
claritydrivengrowth – Demonstrates that clarity ensures movement is focused and purposeful.
directiondrivensuccess – Practical tips, shows that prioritizing direction ensures steady and measurable progress.
measured advancement guide – Encourages deliberate and precise action toward goals
clearchoices – Highlights the benefits of putting understanding before action for better outcomes.
strategicgrowthpath – Motivating content, emphasizes that clear strategies fuel sustainable development over time.
directedmotion – Simple advice highlights the value of direction in maintaining daily momentum.
changeforward – Motivates constructive steps for progress and inspired thinking.
strategize then execute – Encourages deliberate sequencing of ideas and action
модные электрические жалюзи [url=https://zhalyuzi-elektricheskie.ru/]zhalyuzi-elektricheskie.ru[/url] .
productivitywave – Inspires actions that create continuous forward motion.
электрокарнизы москва [url=https://kupite-elektrokarniz.ru/]kupite-elektrokarniz.ru[/url] .
рольшторы на окна цена [url=https://shtory-s-elektroprivodom-rulonnye.ru/]рольшторы на окна цена[/url] .
confidentprogress – Emphasizes that executing thoughtfully drives both results and increased self-assurance.
start momentum today – Inspires immediate action and makes progress feel easy to initiate
cleanfocusgrowth – Demonstrates that maintaining clear focus boosts steady and reliable growth.
measurablemomentum – Practical advice, shows that following a clear direction leads to continuous and measurable advancement.
easy choice tips – Shows how to navigate choices quickly while accessing useful information
seasonstyle – Highlights the latest items while keeping browsing simple and fun.
claritydrivestep – Shows that clear goals translate into steady and effective movement.
future strategy hub – The explanations simplify thinking about what comes next.
[url=https://black-city.ru/forum/index.php?threads/kraken-ili-kraken-vse-ssylki-2025-polnyi-spisok-vsekh-rabochikh-ssylok-i-zerk-a-l-dlya-mgnovennogo-vkhoda-na-marketpleis-kr-ken-instruktsii-no1.709/]кратом листья купить
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
planwithdirection – Practical advice, emphasizes that setting direction initially ensures focused advancement.
focusedprogress – Demonstrates that clear focus keeps momentum consistent.
execute efficiently – Provides guidance on turning ideas into actionable steps seamlessly
takeactionnow – Emphasizes starting and staying active to see real change.
momentumbuilder – Offers strategies to maintain consistent progress toward your objectives.
trendzone – Easy and fun browsing with fresh products that keep users engaged.
forwardaction – Shows how intentional steps enhance momentum and reliable outcomes.
actionfocusedgrowth – Demonstrates how clarity in execution leads to effective forward movement.
growth with alignment – Practical steps to ensure actions consistently support your targets
hotfinds – Organizes trending products clearly, making shopping quick and enjoyable.
one-of-a-kind store – Encourages exploring exclusive items in a user-friendly environment
ideas into action – A helpful reminder that execution can be simple and effective
drivenbydirection – Motivating guidance, emphasizes that clear goals and direction lead to consistent forward motion.
[url=https://black-city.ru/forum/index.php?threads/kraken-vse-rabochiye-ssylki-i-aktual-nyye-zerkala-2025.21/]купить чакрун в россии
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
ideasforward – Demonstrates how guidance and structure help ideas grow steadily.
turnideasintoresults – Motivating content, demonstrates that effective execution is key to achieving success.
planthenmove – Emphasizes that planning first allows for smoother and more effective actions.
clearoutlook – Demonstrates how a clear outlook makes progress more manageable.
impactfulideas – Demonstrates that well-directed ideas can lead to stronger outcomes.
actionfromthought – Emphasizes that focused thinking converts ideas into effective strategies.
focused success path – Highlights actionable steps to achieve steady and tangible results
latestfinds – Offers an organized layout that helps shoppers quickly spot trending items.
directionforgrowth – Shows that having a clear path is key to achieving steady and meaningful growth.
growthinsights – Provides practical and actionable advice for career progression.
smart implementation tips – Recommendations are practical, clear, and ready for action.
implement ideas smartly – Offers advice for moving from thinking to doing successfully
drivenforward – Demonstrates how momentum builds when every action is guided by intent.
gift shopping tips – Provides simple methods to locate suitable presents fast
clarityforprogress – Inspiring advice, demonstrates that understanding your ideas fully leads to better execution.
tractionpathway – Practical content, shows how deliberate direction fosters momentum and effective outcomes.
purposefulprogress – Shows how calm, intentional effort leads to consistent forward movement.
focusdrivengrowth – Inspiring insights, shows how focused attention leads to consistent and measurable growth.
claritymatters – Emphasizes that clear objectives and planning create steady and impactful progress.
focuspathway – Provides insights on channeling energy toward consistent improvement.
strategy clarity source – A solid reminder that simple strategies often work best
purposefulclarity – Emphasizes that clear intentions help generate tangible and lasting growth.
nextchapter – Encourages intentional action for both personal and professional growth.
shopstreamline – Makes exploring and purchasing products fast, easy, and intuitive.
methodical growth steps – Offers guidance on maintaining consistent development through organization
goaldrivensteps – Demonstrates how aligning actions with objectives ensures measurable advancement.
outcome driven guide – Makes it easy to see how planning and action create success
current market trends – Shows ways to keep up with trends in an interesting and informative manner
clarityguidesprogress – Practical insights, shows that clear understanding ensures progress is focused and efficient.
turnideasintoprogress – Useful advice, executing concepts transforms them into real progress.
progressdrivenbyclarity – Shows how clear focus strengthens every step of development.
fromthoughttoaction – Highlights how simple planning converts ideas into action.
actionmomentum – Offers practical advice to sustain consistent and productive movement.
clarityinprogress – Motivating content, shows how working through tasks generates clarity and structured results.
wellbeingtips – Provides simple strategies to improve habits and daily routines.
focusedprogress – Motivating content, emphasizes that dedicated focus turns plans into actionable and consistent results.
executionwithintent – Shows how careful planning and focus ensure steady and impactful results.
momentum strategy hub – The content gives practical motivation to stay on track.
smileandshop – Delivers a pleasant experience while browsing and choosing products smoothly.
pathofprogress – Highlights how clear direction transforms effort into results.
expand your progress – Inspiration comes across without forcing urgency
prioritize direction – Practical advice on setting clear intent before moving fast
focusondirection – Useful advice, highlights that maintaining focus on direction drives results consistently.
deliberate growth guide – Highlights the importance of conscious decision-making in each step
bestdealsforlife – Practical offers, content feels reliable and makes finding deals effortless and convenient.
doitfirst – Highlights that taking the first step is more impactful than overthinking every detail.
actionwithpurpose – Demonstrates that clarity in planning strengthens execution.
effectiveflow – Provides insights to maintain momentum with clarity and purpose.
designforward – Encourages creating momentum through deliberate planning.
immediateideamovement – Highlights that prompt action creates noticeable and meaningful progress.
focusedplanning – Shows how clear objectives lead to more effective actions.
igniteyourjourney – Encourages launching projects confidently and with determination.
focusedoutcomes – Useful guidance, demonstrates how concentrated effort generates effective and reliable results.
focusclearspath – Engaging guidance, shows that clarity paves the way for more confident and effective decisions.
discipline creates results – Highlights the power of routine and follow-through
growthclaritypath – Emphasizes that deliberate, intentional actions build steady momentum toward success.
ideaswithimpact – Highlights that acting promptly on ideas delivers measurable and meaningful achievements.
advance with thought – Emphasizes thoughtful preparation paired with consistent effort
creative strategy tips – Shows practical ways to turn innovative thinking into action
exploration made simple – Highlights effective and fun ways to learn new things
momentumflow – Highlights how clarity creates a smooth path for continuous achievements.
actionwithclarity – Shows that focused understanding leads to better implementation.
innovative progress tips – It offers stimulating thoughts that make you reconsider possibilities.
claritydrivesmomentum – Demonstrates how clear focus helps maintain steady and consistent momentum.
motionforconcepts – Shows that active movement transforms ideas into measurable achievements.
электрокарнизы купить в москве [url=https://avtomaticheskij-karniz.ru/]электрокарнизы купить в москве[/url] .
[url=https://khuzin.ru/forum/index.php?threads/kraken-ili-kraken-vse-ssylki-2025-spisok-rabochikh-ssylok-i-zerkal-dlya-b-ye-z-o-p-a-s-n-o-g-o-vkhoda-v-kraken-rekomendatsii-no1.556/]гашиш телеграмм канал
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
strategicfuturethinking – Useful content, demonstrates that integrating strategic foresight improves performance and impact.
concepts2action – Useful advice, demonstrates that practical application of ideas leads to consistent progress and results.
focusedgrowth – Demonstrates how clarity in planning enhances both personal and professional progress.
dailymomentum – Practical guidance, emphasizes building daily momentum for ongoing success.
clarityinaction – Shows how clear thinking keeps efforts aligned with desired outcomes.
focusedgrowth – Demonstrates how attention supports steady momentum growth.
executionclarity – Emphasizes that clear guidance enhances decision-making and successful results.
logical future planning – A clear approach that connects each point effectively
plan execute succeed – Practical steps to convert clarity into real accomplishments
streamlined attention – Guidance helps keep your mind clear and on task.
forward growth insights – Reading this was energizing and sparked new ways of thinking.
stepstoclarity – Practical advice, shows that methodical steps enhance clarity and support better decisions.
execute with clarity – Clear execution helps convert concepts into measurable results efficiently.
executionsteps – Emphasizes that methodical execution strengthens ongoing momentum.
intentdrivenprogress.click – Inspires learning by applying clear and purposeful steps.
innovationoutlet – Dynamic site, ideal for exploring new ideas and practical applications.
progressmindset – Emphasizes focusing on achievable improvement over unrealistic standards.
smallstepsbigresults – Inspiring tips, shows how incremental actions build momentum over time.
forwardthroughdesign – Shows that design-centered strategies lead to consistent, impactful outcomes.
Отличная статья для тех, кто ищет сигнальное оружие. Мне очень помогла. Все подробно и прикольно расписано. Вот ссылка: https://www.justmedia.ru/news/russiaandworld/signalnyye-sredstva-na-prirode-i-v-turizme-kogda-mozhno-i-kak-bezopasno-ispolzovat
concentrated thought – Directing attention converts plans into actionable steps.
[url=https://khuzin.ru/forum/index.php?threads/kraken-ili-kraken-vse-ofitsial-nyye-adresa-i-rekomendatsii-2025-obzor-vsekh-ssylok-i-zerkal-dlya-mgnovennogo-vkhoda-na-marketpleis.47/]kraken сайт kr2web in
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
clarityleadsaction – Useful guidance, shows that prioritizing clarity before acting improves results and efficiency.
thoughtful progress strategy – Overall the guidance sounds practical and reliable
structuredpathway – Inspiring content, shows that having a structured pathway ensures consistent progress and efficiency.
focusinmotion – Emphasizes that keeping clarity active drives steady, meaningful, and measurable results.
action fuels results – Consistent actions generate reliable and visible achievements.
precise implementation – Properly executing tasks turns concepts into practical results.
cutthroughconfusion – Shows that focused clarity allows consistent and effective decision-making.
dailyforward – Shows how small intentional actions add up over time.
forwardbuilding – Emphasizes that structured action leads to measurable forward movement.
ideas into action – Clear focus helps convert creative thoughts into tangible outcomes.
strategy clarity insights – The content feels approachable and makes planning achievable.
Вдруг кому-то пригодится: рассматривал варианты для покупки пневматики — нашёл инфу про магазин Pnevmat24, вроде неплохой ассортимент. Вот подробности: https://www.sarbc.ru/link_articles/pnevmat24-lider-rynka-pnevmatiki-i-snaryazheniya-dlya-aktivnogo-otdyha.html
structuredsuccess – Useful advice, highlights that thoughtful design and planning drive meaningful progress consistently.
[url=https://khuzin.ru/forum/index.php?threads/kr-a-k-en-ili-kraken-vse-ssylki-2025-spisok-rabochikh-ssylok-i-zerkal-dlya-bezopasnogo-vkhoda-v-kraken-rekomendatsii-no1.737/]как зайти в даркнет с тор браузера
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
карниз электроприводом штор купить [url=https://avtomaticheskij-karniz.ru/]avtomaticheskij-karniz.ru[/url] .
Хочешь бонусы? фриспины за регистрацию бонусы за регистрацию, фриспины, промокоды. Сравниваем условия отыгрыша, лимит вывода, сроки, верификацию и поддержку. Обновления и фильтры по методам оплаты.
strategicpurposegrowth – Inspiring content, emphasizes that growth guided by strategy and purpose creates tangible results.
strategy fuels growth – Using a structured plan ensures progress continues steadily.
Show More: https://sabrinacarpenter.com.br/wp-includes/pgs/erros-comuns-iniciantes-cassinos-online.html
forward momentum – Simple and deliberate steps generate reliable and lasting outcomes.
ООО «ТрастСервис» https://www.trustsol.ru московская IT-компания с более чем 15-летним опытом в разработке, внедрении и сопровождении IT-систем для бизнеса. Компания предлагает комплексный IT-аутсорсинг, администрирование серверов и рабочих станций, безопасность, телефонию, облачные решения и разработку ПО. ТрастСервис обслуживает малые, средние и крупные организации, помогает оптимизировать инфраструктуру, снизить издержки и обеспечить стабильную работу IT-среды.
Если кто как и я увлекается охотой, есть классный сайт Пневмат24. Нормальный выбор и по винтовкам, и по снаряге. Вот их контакты: https://gdefirmi.ru/msk/pnevmat24-42311
claritymattersmost – Useful content, emphasizes that clarity is the foundation for meaningful progress and results.
momentum through planning – Deliberate strategic steps generate reliable outcomes consistently.
[url=https://remonttico-krd.ruforum/index.php?threads/new-kraken-vse-ofitsial-nyye-adresa-na-marketpleis-kraken-2025-polnyi-spisok-ssylok-i-zerkal-dlya-bezopasnogo-dostupa-na-ploshchadku-no1.22/]kraken даркнет
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
purpose-driven growth – The guidance feels clear, motivating, and promotes intentional progress.
clarity for consistency – Steady clarity ensures your efforts move forward efficiently.
build forward momentum – Maintaining motion creates tangible and reliable results.
https://t.me/s/kazino_s_minimalnym_depozitom/14
Pastory https://pastory.app is a revolutionary educational app for kids that takes a proactive approach to entertainment. Instead of blocking content, it intelligently transforms YouTube and TikTok feeds into productive learning journeys. By using this AI-powered learning tool, parents can finally turn mindless scrolling into an enriching experience without the constant struggle over screen time.
Partnering with a specialized ai seo agency allows businesses to leverage machine learning for predictive keyword analysis and content optimization. By integrating professional ai seo services, companies can scale their organic reach faster than ever before. For businesses targeting the UK market, combining these global technologies with proven london seo services ensures that local search intent is met with surgical precision.
progresswithfocus – Practical advice, demonstrates that maintaining attention on priorities produces measurable growth.
methodical growth – Following a structured approach guarantees consistent improvement.
confidence with clarity – Understanding your path ensures certainty and strong decision-making.
Experience Brainy https://askbrainy.com the free & open-source AI assistant. Get real-time web search, deep research, and voice message support directly on Telegram and the web. No subscriptions, just powerful answers.
Сдаешь экзамен? помощь студентам тусур готовим к экзаменам по билету и практике, объясняем сложные темы, даём подборку задач и решений, тренируем устный ответ. Проверим конспекты, поможем оформить лабы и отчёты.
structured growth ideas – The content is organized and the tips are actionable.
strategicdirectionresults – Practical tips, emphasizes that planning with direction drives consistent and effective outcomes.
concepts to action – Effective execution transforms innovative ideas into practical outcomes.
[url=https://kraken-zerkala1.online/]kraken darknet ссылка krakendarknet top
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
focus-powered growth – Deliberate concentration generates steady and measurable forward motion.
confidenttrajectory – Practical guidance, highlights that a defined direction strengthens confidence and ensures progress.
action with intent – Thoughtful actions lead to meaningful and measurable progress.
электрокарниз двухрядный цена [url=https://avtomaticheskij-karniz.ru/]avtomaticheskij-karniz.ru[/url] .
Video’s voor volwassenen kunnen worden gestreamd op betrouwbare platforms voor privacy.
Ontdek gegarandeerde videobronnen voor kwaliteitsweergave.
Look at my web-site :: stepsister blowjob
intentional forward motion – Thoughtful actions translate into real progress effectively.
take steps wisely – The content provides clear instructions that inspire immediate movement.
clarity wins – Success is easier when direction is defined and understood.
[url=https://kraken-zerkala1.online/]kraken сайт kraken4 darknet
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
купить кухню на заказ в спб [url=https://kuhni-na-zakaz-2.ru/]kuhni-na-zakaz-2.ru[/url] .
кухни на заказ спб каталог [url=https://kuhni-na-zakaz-4ru/]kuhni-na-zakaz-4ru[/url] .
кухня по индивидуальному заказу спб [url=https://kuhni-na-zakaz-5ru/]кухня по индивидуальному заказу спб[/url] .
купить кухню в спб от производителя [url=https://kuhni-na-zakaz-3.ru/]kuhni-na-zakaz-3.ru[/url] .
кухни под заказ спб [url=https://kuhni-spb-17.ru/]kuhni-spb-17.ru[/url] .
кухни на заказ в спб от производителя [url=https://kuhni-spb-18.ru/]kuhni-spb-18.ru[/url] .
заказ кухни спб [url=https://kuhni-spb-20.ru/]kuhni-spb-20.ru[/url] .
кухни на заказ в санкт-петербурге [url=https://kuhni-spb-19.ru/]кухни на заказ в санкт-петербурге[/url] .
focus-led results – Sustained attention turns ideas into tangible achievements.
Учишься в вузе? онлайн помощь студентам Разберём методичку, составим план, поможем с введением, целями и выводами, оформим список литературы, проверим ошибки и оформление. Конфиденциально, быстро, по шагам.
intentional alignment – Thoughtful synchronization of effort and objectives ensures lasting results.
[url=https://kraken-zerkala1.online/]kraken darknet vk1 lol
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
concepts executed – Putting ideas into motion produces consistent and measurable results.
momentum from insight – Thoughtful clarity transforms planning into actionable forward steps.
Решение играть в игровые автоматы на деньги онлайн — это путь к азартному и современному развлечению. Сегодня виртуальные залы предлагают невероятное разнообразие слотов, щедрые бонусы и возможность испытать удачу в любое время. Однако такой досуг требует осознанного подхода, понимания механизмов работы и ответственного отношения к банкроллу. Данная статья — ваш подробный гид в мире лицензионных онлайн-автоматов, где мы разберем, как выбрать надежную площадку, на что обращать внимание в самих играх и как сделать игру безопасной.
Преимущества игры на реальные деньги в онлайн-слотах
Переход от традиционных игровых заведений к цифровым платформам открыл для поклонников азартных игр целый ряд неоспоримых преимуществ. Главное из них — это беспрецедентный уровень доступности и комфорта. В отличие от наземных казино, их онлайн-аналоги работают круглосуточно, и для начала игры вам нужен лишь стабильный интернет.
Кроме того, библиотека игр в проверенном виртуальном клубе может насчитывать тысячи различных тайтлов от десятков провайдеров. Это позволяет мгновенно переключаться между классическими «фруктовыми» аппаратами, современными видеослотами с захватывающим сюжетом и игровыми автоматами с прогрессивными джекпотами. Еще один весомый плюс — это система поощрений для новых и постоянных клиентов, которая включает:
• Приветственные бонусы и фриспины, которые значительно увеличивают ваш начальный банкролл.
• Программы лояльности и кэшбэк, возвращающие часть проигранных средств.
• Регулярные турниры и акции, где можно соревноваться с другими игроками за крупные призы.
Важно отметить, что многие онлайн-площадки позволяют сначала испытать игровые автоматы в демо-режиме, чтобы изучить их особенности без риска для собственного бюджета.
Критерии выбора надежного онлайн-казино для игры на деньги
Безопасность и честность игровые автоматы играть на деньги с выводом на карту сбербанка моментально — краеугольные камни выбора площадки, где вы планируете делать ставки на игровые автоматы на деньги. Игра в сомнительных заведениях может привести к потере средств и личных данных. Чтобы этого избежать, необходимо тщательно проверить несколько ключевых аспектов.
Прежде всего, убедитесь, что казино обладает действующей лицензией от авторитетного регулятора, такого как Curacao eGaming, Malta Gaming Authority или других. Наличие лицензии подтверждает, что оператор работает легально, его софт проходит регулярные проверки на честность, а деятельность контролируется. Далее стоит изучить репутацию заведения на независимых форумах и в отзовиках, обращая внимание на скорость выплат выигрышей и работу службы поддержки.
Не менее важен выбор удобных и безопасных способов проведения финансовых операций. Хорошее казино предлагает множество вариантов для депозита и вывода средств:
1. Банковские карты (Visa, Mastercard) — привычный и широко распространенный метод.
2. Электронные кошельки (ЮMoney, Piastrix, FK Wallet, Telegram Wallet) — обеспечивают анонимность и высокую скорость транзакций.
3. Криптовалюты (USDt, Tron, Ton, Bitcoin, Ethereum) — современный вариант для максимальной конфиденциальности.
4. Мобильные платежи и интернет-банкинг — СБП для мгновенного пополнения счета.
На что смотреть при выборе самого игрового автомата
Когда надежная площадка выбрана, настает время определиться с самим развлечением. Не все азартные игры и слоты одинаковы, и их математическая модель напрямую влияет на ваш игровой опыт. Понимание основных параметров поможет вам делать осознанный выбор.
Один из главных показателей — это RTP (Return to Player), или процент возврата игроку. Это теоретический расчетный показатель, который демонстрирует, какую часть от всех поставленных в автомат денег он возвращает игрокам в долгосрочной перспективе. Например, слот с RTP 97% считается более щедрым, чем аппарат с показателем 94%. Второй критически важный параметр — волатильность (или дисперсия). Она определяет характер выплат:
• Низковолатильные автоматы: Часто радуют небольшими выигрышами, подходят для игры с минимальными рисками и удлинения игровой сессии.
• Средневолатильные автоматы: Предлагают баланс между частотой и размером выплат, оптимальный выбор для большинства игроков.
• Высоковолатильные игровые автоматы: Выплаты случаются реже, но могут быть очень крупными. Такие слоты требуют большего банкролла и терпения.
Также стоит обращать внимание на разработчика софта (популярные провайдеры: Novomatic, Igrosoft, NetEnt, Play’n GO) и наличие увлекательных бонусных раундов, таких как бесплатные вращения, мини-игры или символы с множителями.
Основные правила ответственной игры на деньги
Игра в онлайн-автоматы на реальные деньги — это, в первую очередь, развлечение, а не способ заработка. Чтобы этот досуг оставался приятным и контролируемым, необходимо придерживаться простых, но эффективных правил.
Всегда устанавливайте для себя жесткий лимит бюджета на одну игровую сессию и строго его придерживайтесь. Никогда не пытайтесь «отыграться», увеличивая ставки в надежде быстро вернуть проигранное — это верный путь к большим потерям. Воспринимайте свой депозит как плату за развлечение, а возможный выигрыш — как приятный бонус. Современные лицензионные казино предлагают инструменты для самоконтроля: возможность установить лимиты на пополнение счета, напоминания о времени игры и опцию самоисключения.
FAQ: Популярные вопросы об игровых автоматах на деньги
Какие автоматы дают больше всего выигрышей?
Не существует «самых выигрышных» аппаратов, так как результат каждого вращения определяется генератором случайных чисел. Однако вы можете выбирать слоты с высоким показателем RTP (выше 96%) и подходящим уровнем волатильности, что теоретически увеличивает ваши шансы на успешную сессию в долгосрочной перспективе.
Как отличить лицензионный слот от пиратской копии?
Лицензионный контент размещается только на сайтах легальных казино, имеющих соответствующее разрешение. Пиратские копии могут иметь некорректную графику, сбои в работе и, главное, нечестную математику, которая лишает игрока шансов на выплату.
Что такое отыгрыш (вэйджер) бонуса?
Это условие, которое требует поставить сумму бонуса определенное количество раз перед выводом выигранных средств. Например, если вы получили 1000 рублей с вейджером х30, вам нужно сделать ставок на общую сумму 30 000 рублей, прежде чем вывести деньги.
Можно ли играть в игровые автоматы на деньги с телефона?
Абсолютно да. Все современные онлайн-казино имеют адаптивные версии сайтов или специальные мобильные приложения для iOS и Android, позволяя играть в слоты прямо со смартфона.
Как происходит вывод выигрышей?
Вывод средств обычно осуществляется на тот же метод, который использовался для пополнения счета. После запроса выплаты служба безопасности казино проводит верификацию вашего аккаунта (проверку документов), после чего средства перечисляются. Сроки зависят от метода: электронные кошельки — до 24 часов, банковские карты — 1-5 банковских дней.
action drives ideas – Consistent execution ensures ideas become impactful results.
focused action plan – Tips for aligning focus with actionable steps for results.
growthstructurefocus – Engaging content, shows that focusing on structure enhances growth and drives results effectively.
изготовление кухонь на заказ в санкт петербурге [url=https://kuhni-na-zakaz-4ru/]kuhni-na-zakaz-4ru[/url] .
clarity and focus – Combining clear thinking with focus drives steady progress.
кухни в спб на заказ [url=https://kuhni-na-zakaz-2.ru/]kuhni-na-zakaz-2.ru[/url] .
кухни спб на заказ [url=https://kuhni-spb-20.ru/]kuhni-spb-20.ru[/url] .
заказ кухни спб [url=https://kuhni-na-zakaz-5ru/]kuhni-na-zakaz-5ru[/url] .
мебель для кухни спб от производителя [url=https://kuhni-spb-18.ru/]kuhni-spb-18.ru[/url] .
кухни на заказ в спб от производителя [url=https://kuhni-spb-17.ru/]kuhni-spb-17.ru[/url] .
кухни на заказ производство спб [url=https://kuhni-na-zakaz-3.ru/]kuhni-na-zakaz-3.ru[/url] .
clarity in action – Clear decision-making combined with prompt execution drives success.
заказ кухни спб [url=https://kuhni-spb-19.ru/]kuhni-spb-19.ru[/url] .
advance with focus – Clear understanding allows actions to be purposeful and results-driven.
guided progress – Supports a structured approach to achieving goals.
do the work – Grounded idea that promotes consistent execution.
organized action hub – Provides structure to keep tasks on track.
progress momentum – Shows the benefits of building continuous movement.
FarbWood https://farbwood.by команда, включающая конструкторов, менеджеров и мастеров строительных специальностей. Каждый член нашего коллектива имеет за плечами собственный солидный опыт работы в своей сфере от 9 лет. Объединив общие знания и навыки, мы постарались создать компанию, которая сможет предоставить качественные услуги частным и корпоративным заказчикам.
growth momentum – Sustained focus creates momentum in personal and professional life.
Строительство и ремонт https://colorprofi.ru без сюрпризов: пошаговые инструкции, советы мастеров, сравнение материалов, схемы, частые ошибки и способы сэкономить. От фундамента и стен до плитки, пола, потолков и инженерки. Обновляемые статьи и ответы на вопросы.
Бесплатные программы https://soft-sng.ru для компьютера: офис, браузер, антивирус, архиватор, PDF, плееры, монтаж видео и фото, утилиты для системы. Скачивание с официальных сайтов, краткие обзоры, плюсы/минусы и аналоги. Подбор по Windows/macOS/Linux, подборки и инструкции.
alignment constructor – Keeps actions coordinated with overall objectives.
task launch – Encourages beginning tasks with focus and clear direction.
results through focus – Keeping focus sharp ensures goals are met efficiently.
focus hub – Provides a central point to maintain clarity and direction.
кухни в спб от производителя [url=https://kuhni-na-zakaz-4ru/]кухни в спб от производителя[/url] .
guided actions – Helps focus energy on tasks that truly move goals forward.
task operations – Helps structure operational tasks with actionable clarity.
forward drive – Shows how small actions combine to create lasting progress.
claritysparksaction – Shows how small sparks of clarity can trigger meaningful and focused activity.
купить кухню [url=https://kuhni-na-zakaz-2.ru/]kuhni-na-zakaz-2.ru[/url] .
get started – A simple approach that lowers resistance to action.
tasknavigator – Highlights how directional intelligence enhances workflow and results.
кухни на заказ производство спб [url=https://kuhni-na-zakaz-5ru/]kuhni-na-zakaz-5ru[/url] .
execution constructor – Helps map out clear sequences for smooth implementation.
actionpivotlab – Useful advice, explores how testing action pivots leads to improved performance and clarity.
Новости Москвы https://moskva-news.com и Московской области: политика, экономика, общество, происшествия, транспорт, ЖКХ и погода. Оперативные репортажи, комментарии экспертов, официальные заявления и фото. Главное за день — быстро, точно, без лишнего.
кухня на заказ спб от производителя недорого [url=https://kuhni-spb-18.ru/]kuhni-spb-18.ru[/url] .
Портал о строительстве https://strojdvor.ru ремонте и инженерных системах: от фундамента до отделки и коммуникаций. Пошаговые инструкции, сравнение материалов, расчёты, советы экспертов и типовые ошибки. Помогаем сделать надёжно и без переплат.
Мировые новости https://lratvakan.com сегодня: свежая информация из разных стран, важные заявления, международная политика, рынки и тренды. Оперативные обновления, проверенные источники и понятные обзоры событий каждого дня.
купить кухню [url=https://kuhni-spb-17.ru/]kuhni-spb-17.ru[/url] .
большая кухня на заказ [url=https://kuhni-spb-20.ru/]kuhni-spb-20.ru[/url] .
productivity launch – Boosts output by guiding the launch of key actions efficiently.
focus activator hub – Guides attention to the most important tasks.
guided progress – Supports a structured approach to achieving goals.
clarity process – Provides strategies to manage processes efficiently with clear focus.
изготовление кухонь на заказ в санкт петербурге [url=https://kuhni-na-zakaz-3.ru/]kuhni-na-zakaz-3.ru[/url] .
workflow enhancer – Makes execution smoother and results more predictable.
Focus Planner – Advice on building a clear route for productive attention
sparktodrive – Highlights ways clarity sparks drive and momentum in execution.
кухня на заказ [url=https://kuhni-spb-19.ru/]кухня на заказ[/url] .
focuspath – Consistent focus ensures smooth progress on complex tasks
Forward Spark – Guides projects to take decisive action and build momentum
ideasintomotion – Motivating advice, shows that executing ideas consistently turns concepts into meaningful outcomes.
directioninnovate – Very useful, explores innovative ways to shift direction for consistent and effective results.
Right now it seems like BlogEngine is the preferred blogging platform available right now. (from what I’ve read) Is that what you’re using on your blog?
Spain Escort
Focus Navigator – Advice for keeping your attention aligned with priorities
focus drive – Keeps attention on priorities to achieve effective outcomes.
directionengine – Demonstrates how intelligence powers consistent and purposeful action.
task clarity guide – Encourages clarity in every step toward achieving targets.
Momentum Alignment Hub – Shows how alignment helps maintain steady progress
priority launchpad – Focuses on initiating high-impact tasks for immediate results.
intentional workflow – Supports more thoughtful and effective daily execution.
thought to action – Converting ideas into steps drives reliable and meaningful outcomes.
hub for actions – A convenient resource to coordinate and plan tasks effectively.
workflow alignment – Helps synchronize efforts to move toward objectives faster.
[url=https://kraken-zerkala.space]купить меф закладка
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
Новости K-POP https://www.iloveasia.su из Кореи: айдол-группы, соло-артисты, камбэки, скандалы, концерты и шоу. Актуальные обновления, переводы корейских источников, фото и видео. Следите за любимыми артистами и трендами индустрии каждый день.
Полезные советы https://vashesamodelkino.ru для дома и быта: практичные идеи на каждый день — от уборки и готовки до хранения вещей и мелкого ремонта. Понятные инструкции, бытовые лайфхаки и решения, которые реально работают и упрощают жизнь.
Всё о ремонте https://svoimi-rukamy.net своими руками: понятные гайды, схемы, расчёты и лайфхаки для квартиры и дома. Черновые и чистовые работы, отделка, мелкий ремонт и обновление интерьера. Практично, доступно и без лишней теории.
Focus Tracker – Practical tips for monitoring attention and maintaining steady progress
focusignition – Highlights techniques to ignite focus and clarity right from the beginning.
кухни на заказ в спб цены [url=https://kuhni-na-zakaz-4ru/]kuhni-na-zakaz-4ru[/url] .
Ignition Compass – Directs energy toward actions that matter most
directionlab – Very practical, demonstrates lab-tested methods for structuring direction to achieve results.
гидроизоляция подвала гаража [url=https://gidroizolyacziya-podvala-iznutri-czena4.ru/]гидроизоляция подвала гаража[/url] .
гидроизоляция подвала [url=https://gidroizolyacziya-podvala-iznutri-czena5.ru/]гидроизоляция подвала[/url] .
усиление проема в частном доме [url=https://usilenie-proemov5.ru/]usilenie-proemov5.ru[/url] .
вертикальная гидроизоляция стен подвала [url=https://gidroizolyacziya-czena4.ru/]вертикальная гидроизоляция стен подвала[/url] .
clarity connector – Shows how to transform thought into action seamlessly.
гидроизоляция цена за работу [url=https://gidroizolyacziya-czena5.ru/]гидроизоляция цена за работу[/url] .
внутренняя гидроизоляция подвала [url=https://gidroizolyacziya-czena5.ru/]внутренняя гидроизоляция подвала[/url] .
direction engine – Provides consistent momentum toward achieving goals.
decisionmap – Shows how a directional map guides decision-making with precision.
planning mapping – Provides a visual map to make planning and execution easier.
кухни под заказ [url=https://kuhni-na-zakaz-2.ru/]kuhni-na-zakaz-2.ru[/url] .
execution pathfinder – Demonstrates how to implement actions along a clear, focused path.
Execution Alignment Hub – Illustrates aligning execution with strategy for better results
workdrive – Focused actions keep projects moving efficiently and reliably
steady action – Encourages doing tasks reliably without feeling pressured.
blueprint for action – Encourages thoughtful planning before taking steps.
goal-oriented workflow – Helps maintain consistent action toward achieving results.
Attention Tracker – Methods to monitor and enhance focus consistently
starterflow – Shows how clarity at the start creates smooth workflow and progress.
Focus Pilot – Step-by-step advice for guiding focus toward high-impact actions
Action Flow Hub – Facilitates smooth execution of ongoing tasks and projects
strategyengine – Practical tips, demonstrates integrating systems with strategy to maintain clarity and efficiency.
task organizer – Keeps actions structured and priorities clear.
implementation navigator – Guides the process from planning to successful action.
Learn More: https://scrapbox.io/leclassique/paris_sur_les_corners_strategie_gagnante_pour_les_equipes_moyennes
pathnavigator – Shows how navigation tools provide clarity for smoother decision-making.
Recent Changes: he said
Read the extended version: https://emergenceafrique.com/facebook-advertiser-profiles-to-buy-10-study-motivated-sales-methods-for-banking-companies-in-the-2025/
efficiency mechanism – Highlights how clarity maximizes output while minimizing effort.
porn games
изготовление кухни на заказ в спб [url=https://kuhni-spb-18.ru/]kuhni-spb-18.ru[/url] .
кухни от производителя спб недорого и качественно [url=https://kuhni-na-zakaz-5ru/]kuhni-na-zakaz-5ru[/url] .
кухни на заказ в санкт-петербурге [url=https://kuhni-spb-17.ru/]kuhni-spb-17.ru[/url] .
кухня на заказ спб от производителя недорого [url=https://kuhni-spb-20.ru/]кухня на заказ спб от производителя недорого[/url] .
execution pathways – Helps structure actions so execution is smooth and effective.
planned action – Encourages careful structuring to maximize impact.
cohesive growth – Aligned and planned steps amplify progress effectively.
Focus Guide – Tips to define mental routes that lead to productive outcomes
workflow navigator – Shows how to organize tasks for efficient progress.
organizationclarity – Encourages organizing tasks through a clear system for measurable results.
Strategic Growth Hub – Supports organized growth planning with consistent alignment across actions
Task Engine – Shows how systematic motion keeps objectives moving forward
priority hub – Helps keep important tasks aligned and visible.
mindtrajectory – Engaging content, emphasizes aligning thoughts directionally to enhance results and efficiency.
кухни под заказ [url=https://kuhni-na-zakaz-3.ru/]кухни под заказ[/url] .
[url=https://kraken-zerkala.space]кракен гидра
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
focus first – Reinforces the value of clarity before taking steps.
execution flow – Encourages efficient steps from planning to results.
goalpath – Highlights using a defined path to maintain focus and reach goals efficiently.
focusengine – Maintaining sharp focus ensures tasks are completed on time
results momentum – Shows how clarity ensures steady advancement toward tangible outcomes.
growth planning resource – A clear and logical take on organizing growth strategies
idea planning builder – Offers tools to break down ideas into actionable steps effectively
Нужна косметика? корейская косметика крем для лица большой выбор оригинальных средств K-beauty. Уход для всех типов кожи, новинки и хиты продаж. Поможем подобрать продукты, выгодные цены, акции и оперативная доставка по Алматы.
steady progression – Demonstrates creating a reliable flow of consistent improvements.
Concentration Strategist – Advice on planning attention for maximum productivity
action framework – Useful system that makes planning and executing tasks more straightforward.
creative concept focus – Helps maintain attention on ideas to implement them effectively
Focus Guide – Practical ways to follow a clear trajectory toward success
производство кухонь в спб на заказ [url=https://kuhni-spb-19.ru/]kuhni-spb-19.ru[/url] .
clarityframeworks – Demonstrates managing multiple frameworks efficiently with a clear system.
focus navigator – Directs attention and actions toward key priorities.
pathway mapping – Helps visualize steps and ensures alignment with objectives.
The mystery at the heart of Born of Trouble will keep you turning pages late into the night. This gripping and atmospheric story is now available as a pdf. Can you solve the puzzle before it’s too late? Download your copy and find out. https://bornoftroublepdf.site/ Free Epub To Pdf Books
claritylens – Engaging content, emphasizes how vision with direction creates clarity and focused outcomes.
Action Accelerator Lab – Tests approaches to speed up progress and maintain efficiency
Hey there! I’m at work surfing around your blog from my new iphone 4!
Just wanted to say I love reading through your blog
and look forward to all your posts! Carry on the fantastic work!
The best is right here: https://contralinea.com.mx/wp-content/pgs/?casinos-para-apuestas-deportivas-y-juegos-de-casino-en-el-mismo-sitio_1.html
planning focus – Provides guidance to concentrate on what truly matters.
Growth Model Hub – Demonstrates creating repeatable models for ongoing expansion
planningnavigator – Helps structure planning for clearer, more effective decision-making.
results motion – Highlights how clarity ensures continuous advancement toward outcomes.
услуги гидроизоляции подвала [url=https://gidroizolyacziya-podvala-iznutri-czena5.ru/]gidroizolyacziya-podvala-iznutri-czena5.ru[/url] .
усиление проему [url=https://usilenie-proemov5.ru/]usilenie-proemov5.ru[/url] .
сырость в подвале многоквартирного дома [url=https://gidroizolyacziya-podvala-iznutri-czena4.ru/]gidroizolyacziya-podvala-iznutri-czena4.ru[/url] .
creative idea builder – Helps structure ideas clearly and convert them into practical actions quickly
scaling insights – An engaging explanation that simplifies growth concepts for collaboration
[url=https://kraken-zerkala.space]kraken 4 ссылка
[/url]
Травяные смеси для ароматерапии помогают расслабиться и сосредоточиться. Натуральные компоненты, такие как мята, шалфей и лаванда, создают приятный аромат, способствуют спокойствию и гармонии. Их удобно использовать дома или на природе, они безопасны и легальны. Регулярное использование помогает снять стресс, улучшить настроение и зарядиться энергией. Это отличная альтернатива вредным привычкам для заботы о себе и окружающих
decision anchor – Provides stability when choosing what to do next.
direction route – Provides strategies for keeping routes aligned with desired outcomes.
clearpathforward – Inspiring guidance, emphasizes that simplicity and clarity guide actions toward meaningful outcomes.
гидроизоляция цена за работу [url=https://gidroizolyacziya-czena5.ru/]гидроизоляция цена за работу[/url] .
alignment channeling – Connects decisions with actions for smoother execution.
decision guidance – Supports informed choices for better outcomes.
ремонт подвала в частном доме [url=https://gidroizolyacziya-czena4.ru/]gidroizolyacziya-czena4.ru[/url] .
methodical progress – Structured and precise steps drive consistent achievement.
Mind Guide – Methods to navigate attention toward key outcomes efficiently
clarityroute – Highlights mapping progress clearly to guide actions effectively.
innovation focus guide – Offers practical strategies to turn focused ideas into action
directionlane – Organize your operations for smoother team performance
planning assistant – Offers a framework for staying on track and completing tasks.
гидроизоляция цена москва [url=https://gidroizolyacziya-czena5.ru/]gidroizolyacziya-czena5.ru[/url] .
Action Pathway – Demonstrates how to navigate tasks for maximum efficiency
workflownavigator – Focus activation keeps projects moving smoothly and predictably
execution forward – Ensures actions are implemented with clarity and speed.
taskplanner – Helps organize daily tasks systematically to maximize productivity and results.
alignment motion lab – Demonstrates ways to align actions with clarity for smooth progress.
Focus Lab – Interactive methods for experimenting with ideas and strategies
innovation hub – Helps refine and implement ideas with clear actionable guidance
Growth Flow Channel – Encourages smooth and consistent movement toward key objectives
strategic hub – Provides advice on centralizing route planning for strategic goals.
momentum growth vision – Well-framed insight into how momentum creates durable business growth
task navigator – Maintains order and clarity while executing daily work.
next step guide – Provides a visual layout for actionable steps.
Momentum Tracker – Advice for keeping focus on forward progress and results
pathnavigator – Emphasizes using a trajectory to guide actions with clarity and precision.
taskarchitect – Designing workflows systematically reduces confusion
execution starter – Helps initiate tasks effectively for immediate impact.
execution structure – Keeps actions organized and moving toward completion.
Progress Planner – Offers a framework to advance tasks efficiently
idea momentum forward – Focuses on maintaining progress and advancing concepts effectively
productivity guidance – Enhances efficiency by clarifying the most important tasks.
task movement – Demonstrates how clarity in daily tasks can create a productive movement.
actionroadmap – Provides a framework to plan steps and achieve objectives systematically.
idea clarity insights – Provides insights to organize and clarify concepts for execution
planning compass – Provides structure to make implementation easier.
growth movement mindset – Feels like a mindset built around community-led growth
tasknavigator – Directional planning reduces errors and increases efficiency
vectorclarity – Highlights using a clear vector to keep actions aligned with key objectives.
goaltracker – Aligning focus ensures tasks are completed reliably and on time
Focus Navigator – Methods for ensuring clear decisions while pushing work forward
visual roadmap – Makes planning and executing actions simpler and faster.
aligned progress – Clear alignment helps move ideas forward efficiently and effectively.
Growth Flow Manager – Shows how managing pace improves overall performance
Forward Advancement Hub – Highlights strategies for achieving forward progress over time
organized action plan – Provides clarity and order for every step.
actionable idea launchpad – Shows how to transform creative ideas into implemented, real-world results
Energy Focus – Techniques to activate attention and start producing results
action starter – Encourages prompt action to gain early momentum today.
navigation hub – Centralizes tools to maintain clarity and direction in daily actions.
progress feedback – Highlights the role of review within action cycles.
executionlab – Highlights methods to test and refine execution strategies for better results.
idea conversion roadmap – Provides a clear path for moving ideas from planning to execution
claritystepcentral – Demonstrates organizing steps clearly to achieve goals effectively.
goalpath – A clear path helps teams reach objectives smoothly
стоимость гидроизоляции подвала [url=https://gidroizolyacziya-podvala-iznutri-czena5.ru/]стоимость гидроизоляции подвала[/url] .
structuredworkflow – Highlights the benefits of a structured workflow for consistent outcomes.
Action Planner – Guidance on designing forward-focused approaches to achieve goals
task planning matrix – Supports structuring actions to achieve goals faster.
сырость в подвале [url=https://gidroizolyacziya-podvala-iznutri-czena4.ru/]сырость в подвале[/url] .
усиление проема в панельном доме [url=https://usilenie-proemov5.ru/]усиление проема в панельном доме[/url] .
strategic growth navigation – Shares smart ideas for handling growth challenges without drifting off course
Action Strategy Hub – Focuses on turning ideas into coordinated, forward-focused actions
workflow trajectory – Maps the flow of actions to achieve intended outcomes.
clarity navigator – Creates a clear route for thinking and taking deliberate action.
innovation mapper – Provides techniques to structure and plan ideas for measurable outcomes
strategic navigator – Guides decisions and actions with strategic clarity.
best premium porn site
Direction Navigator – Demonstrates navigating growth with intention and focus
resultnavigator – Highlights strategies for using clear directional processes to achieve consistent outcomes.
concept converter – Focuses on converting ideas into practical steps for measurable outcomes
focusnavigator – Centralized focus alignment leads to clearer actions and better results
вертикальная гидроизоляция стен подвала [url=https://gidroizolyacziya-czena5.ru/]вертикальная гидроизоляция стен подвала[/url] .
обмазочная гидроизоляция цена за работу м2 [url=https://gidroizolyacziya-czena4.ru/]gidroizolyacziya-czena4.ru[/url] .
actionshiftcentral – Shows how adjusting actions with clarity drives consistent results.
executionroad – Step-by-step direction ensures tasks are completed efficiently
progressengine – Highlights using directional activation to drive consistent and measurable progress.
implementation focus – Highlights the benefit of acting decisively today.
Task Launchpad – Streamlines action steps and ensures focused implementation
Attention Map – Tips for plotting focus so tasks flow seamlessly toward goals
обмазочная гидроизоляция цена работы [url=https://gidroizolyacziya-czena5.ru/]обмазочная гидроизоляция цена работы[/url] .
Forward Growth Hub – Shows strategies for driving measurable growth efficiently
central growth resources – A convenient place that brings useful growth materials together
clarityandfocus – Practical tips, highlights how clarity combined with focus ensures sustainable and effective progress.
creative planning mapping – Focuses on building organized pathways for implementing concepts
claritypivot – Practical guidance, shows how a pivot in direction can improve clarity and execution today.
concept refinement elevation – Focuses on elevating ideas through structure and actionable steps
вакансии компаний ищу подработку
Growth Engineering Lab – Explains testing and refining systems to achieve steady progress
Goal Activator – Provides guidance to trigger initiatives that reach key objectives
implementation lab – Provides insights by experimenting with real-world execution scenarios.
growth tuning framework – Focuses on fine adjustments that make growth strategies stronger
goalplanner – Structured attention helps reach objectives more reliably and efficiently
idea acceleration momentum – Guides on building and sustaining momentum to achieve goals efficiently
idea design engineering – Focuses on structuring concepts to achieve measurable results
Focus Tracker – Practical steps to monitor attention and maintain progress
growth framework overview – Straightforward summary, explains how frameworks guide effective growth initiatives
growth oriented planning – Connects clear planning with consistent execution
idea implementation hub – Guides on structuring and executing concepts for measurable results
“`
idea progress motion – Shows how to maintain continuous action on creative concepts
“`
стоимость гидроизоляции подвала [url=https://gidroizolyacziya-podvala-iznutri-czena5.ru/]стоимость гидроизоляции подвала[/url] .
mindful action – Encourages awareness and precision in taking every step.
concept compass – A simple idea explaining how creative thinking can move toward concrete results.
технология усиления проема [url=https://usilenie-proemov5.ru/]usilenie-proemov5.ru[/url] .
ремонт подвального помещения [url=https://gidroizolyacziya-podvala-iznutri-czena4.ru/]ремонт подвального помещения[/url] .
Clarity Channel – Tips for keeping your mind clear and tasks organized
growth initiation hub – Clear perspective, explains why acting now drives meaningful results
Focus Accelerator – Advice on building focus that drives consistent results
“`
growth pathway tips – Provides easy-to-follow guidance for moving in the right direction
“`
idea velocity engine – Shows how to accelerate progress while maintaining steady idea execution
ремонт подвала [url=https://gidroizolyacziya-czena4.ru/]ремонт подвала[/url] .
>purposeful advancement – A clean method for moving intentions into effective progress.
idea signal – A clean concept that emphasizes direction over confusion.
structured idea motion lab – Demonstrates practical experiments to enhance workflow and results
energy design system – A helpful method for maintaining steady progress through thoughtful planning.
Корисна інформація – огляди меблів https://hotgoods.com.ua
ремонт подвала в частном доме [url=https://gidroizolyacziya-czena5.ru/]gidroizolyacziya-czena5.ru[/url] .
Аренда автобуса сутки https://gortransauto.ru
усиление проема металлом [url=https://usilenie-proemov6.ru/]усиление проема металлом[/url] .
purposeful momentum vector – Demonstrates methods for channeling energy toward productive outcomes.
planning architecture – Highlights practical methods for designing steps that translate plans into action.
structured progress – Highlights ways to organize efforts to maximize consistent achievement.
strategic structure – Demonstrates how organizing actions strategically improves outcomes.
стоимость гидроизоляции подвала [url=https://gidroizolyacziya-czena5.ru/]стоимость гидроизоляции подвала[/url] .
growth journey pathway – Guides through the growth journey with clear, manageable steps
forward motion design – A structured guide for achieving continuous results.
idea action path – Provides methods to ensure ideas are executed with clarity and purpose
Growth Logic Center – Highlights using logic to align actions and achieve better outcomes
Focus Navigator – Guidance to steer your mind toward productive actions
planning beacon – A concise idea focused on illuminating the best path forward.
>progress-focused path – A structured approach for keeping intentions moving steadily forward.
creative progress orchestration – Demonstrates practical methods to align and advance ideas efficiently
progressmap – Encourages using maps to track strategy progress efficiently
task vector momentum – Provides practical ways to maintain alignment and drive forward progress.
actionnavigator – Shows coordinating tasks with vision to maintain efficiency
focusguidedbyclarity – Inspiring guidance, demonstrates how clarity provides direction for focused and intentional actions.
progress design framework – Highlights methods for designing workflows that ensure continuous forward momentum.
directionpath – Emphasizes defining actionable steps to achieve consistent results
Concentration Compass – Methods for mapping attention to key tasks effectively
progress methodology – Provides guidance for applying methodical processes to achieve measurable results.
directional framework – Helps maintain focus by structuring progress along clear directions.
momentum execution designer – A structured approach for translating strategy into actionable results.
goaldeployment – Helps deploy initiatives in a way that maximizes impact
concept processor – A structured approach that polishes thoughts before real action starts.
growth tracking pipeline – Shows how to monitor and maintain a productive growth pipeline
intentional vector guide – A clear direction for steering actions toward meaningful results.
pathalignment – Highlights creating pathways that link strategy vision to concrete actions
productive momentum works – Shows strategies for sustaining action and achieving reliable results.
actionpath – Encourages mapping actions to produce measurable results
idea workflow path – Guides on planning and executing concepts efficiently
momentum blueprint – Shows practical ways to plan and sustain movement toward objectives.
initiativeengine – Demonstrates accelerating initiatives by navigating with precision
progress accelerator – Offers insights on quickly initiating tasks and maintaining forward movement.
strategic trajectory – Demonstrates keeping efforts on a strategic trajectory for maximum impact.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me? https://www.binance.info/register?ref=IHJUI7TF
Concentration Manager – Advice for staying disciplined and enhancing task efficiency
consistent momentum driver – A natural approach to keep energy moving purposefully toward success.
idea growth system – A steady system that supports idea progress step by step.
momentum guide – A clear concept that shows how to maintain ongoing energy without confusion.
initiativebuilder – Focuses on transforming visionary ideas into actionable initiatives
motion planning architect – Provides guidance to organize actions and maintain focus efficiently.
goalengine – Shows how operational efficiency drives consistent strategy outcomes
goal catalyst – Offers guidance on driving progress efficiently toward defined objectives.
project spark – Shows practical ways to ignite initiatives and sustain steady progress.
intentionalsteps – Emphasizes thoughtful action to drive real results
momentum drive engine – A structured guide for sustaining steady forward motion.
усиление проема [url=https://usilenie-proemov6.ru/]усиление проема[/url] .
actiondeploy – Encourages converting strategies into real-world actions smoothly
Focus Organizer – Ideas to maintain clarity while completing tasks efficiently
forwardcatalyst – Shows how catalyzing plans keeps progress aligned with vision
idea route planner – A practical framework for guiding ideas step by step.
architecture of growth – A focused method for turning ideas into lasting momentum.
action motion strategy – Provides guidance to direct motion intentionally and achieve goals efficiently.
plannercentral – Emphasizes a central hub for mapping and executing strategies
workflow circuit – Shows approaches to design a smooth path from planning to execution.
action initiator – Provides tips for starting tasks deliberately to maintain focused and consistent outcomes.
efficienttrajectory – Highlights mapping a clear course to save time and effort
purposeful execution guide – A clear framework to harness momentum and achieve impactful goals.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article. https://www.binance.com/register?ref=IHJUI7TF
strategicdirection – Emphasizes aligning efforts with clear vision to drive impactful results
idea routing strategy – A thoughtful way to guide ideas without unnecessary detours.
action direction guide – Highlights approaches to convert motion into impactful and measurable outcomes.
momentum guide – A clear approach to ensure continuous progress in any project.
goalhub – Shows how a central hub streamlines strategy planning for success
“`
focused direction – Shows practical methods to maintain focus and ensure forward momentum.
“`
progress strategist – Highlights methods to plan and execute tasks with logic for consistent results.
productive momentum tips – Explains how consistent energy drives better outcomes.
planinmotion – Demonstrates moving strategies from theory into practice seamlessly
sustainmomentumwithfocus – Motivating advice, emphasizes that disciplined focus is essential for consistent forward motion.
[url=https://naturalawakening.shop/]купить племенной рапэ
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
focus map – Helps stay on track by visualizing actions and outcomes
“`txt
ideas in motion – Inspires taking small steps to bring ideas to life
“`
“`txt
growth tracker – Helps me see progress clearly and take effective steps daily
“`
content flow – Information is presented cleanly and makes sense quickly
“`txt
growth mapping – Useful framework to track improvement and stay focused on priorities
“`
pathhub – Highlights mapping vision steps clearly within a central framework
actiondrive – Demonstrates using strategy to keep all efforts purposeful and directed
step-by-step navigator – Highlights ways to organize next actions and sustain consistent forward momentum.
idea action flow – A helpful perspective on converting plans into movement.
energy focus system – A practical method for directing efforts into productive action.
planprogression – Shows how structured planning keeps initiatives advancing steadily
“`txt
clarityboost – Inspiring content, provides tips to sharpen focus and stay on track
“`
achievement driver – Provides guidance on intentionally steering work to reach goals effectively.
momentum testing guide – Helps find techniques for keeping energy and work moving smoothly.
momentum builder – Shows practical ways to create and maintain momentum for steady progress.
goalalignment – Highlights matching actions with key targets to ensure steady progress
“`txt
progress planner – Helps structure activities for continuous improvement
“`
goal execution map – Encourages following a mapped plan to ensure effective progress
progressengine – Demonstrates achieving steady results by executing vision steps
“`txt
success mapper – Shows how to outline progress to reach objectives more effectively
“`
“`txt
idea flow – Helps organize thoughts for smooth and productive execution
“`
structured pathway trigger – Offers guidance to activate tasks and ensure measurable progress.
idea effectiveness – A focused view on ensuring ideas lead to concrete impact.
productive focus momentum – A helpful framework for sustaining clarity and forward action.
engineered results – Offers practical advice for designing steps that yield predictable success.
strategicpathway – Highlights following a vector-based approach for reliable results
forward momentum path – A simple system for directing momentum toward meaningful results.
continuous flow – Emphasizes sustaining momentum for ongoing productivity and results.
cohesionhub – Ensures all strategy components work together seamlessly for optimal results
logical direction – Ideas are shared in a clear and logical sequence
[url=https://naturalawakening.shop/]купить рапэ мятный
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
“`txt
claritynavigator – Insightful advice, guides me in staying organized and focused throughout the day
“`
“`txt
concept to action – Helps prioritize and implement ideas efficiently
“`
executionhub – Guides centralizing efforts to manage vision execution efficiently
vision execution hub – Offers methods to ensure plans are executed efficiently and quickly
“`txt
momentum unlocked – Inspires action and helps maintain forward progress consistently
“`
ремонт бетонных конструкций фундамент [url=https://remont-betonnykh-konstrukczij-usilenie2.ru/]remont-betonnykh-konstrukczij-usilenie2.ru[/url] .
инъекционная гидроизоляция вводов коммуникаций [url=https://inekczionnaya-gidroizolyacziya4.ru/]inekczionnaya-gidroizolyacziya4.ru[/url] .
гидроизоляция подвала ремонт [url=https://gidroizolyacziya-podvala-samara2.ru/]gidroizolyacziya-podvala-samara2.ru[/url] .
инъекционная гидроизоляция стен [url=https://inekczionnaya-gidroizolyacziya5.ru/]инъекционная гидроизоляция стен[/url] .
экстренное вытрезвление [url=https://narkologicheskaya-klinika-48.ru/]экстренное вытрезвление[/url] .
progression activation – Demonstrates ways to ensure steps lead to tangible, measurable outcomes.
услуги вывода из запоя на дому [url=https://narkolog-na-dom-4.ru/]услуги вывода из запоя на дому[/url] .
“`txt
success engine – Inspires consistent action toward meaningful outcomes
“`
ночной нарколог на дом [url=https://narkolog-na-dom-3.ru/]narkolog-na-dom-3.ru[/url] .
momentum workflow foundry – A practical system for maintaining focus and continuous progress.
initiativeexecution – Guides turning strategic initiatives into tangible results
idea amplification – A practical explanation for expanding idea influence over time.
усиление проемов [url=https://usilenie-proemov6.ru/]усиление проемов[/url] .
action flow – Shows techniques for keeping work moving steadily toward measurable goals.
goalworkflow – Focuses on keeping strategic actions aligned for effective outcomes
“`
energy flow control – A structured way to keep momentum purposeful and intentional.
“`
progress compass – Helps direct actions with focus to achieve meaningful and measurable results.
goalarchitect – Guides the creation of well-structured plans to meet objectives
progressframework – Highlights frameworks that support consistent achievement of objectives
“`txt
momentum through focus – Helps keep energy and attention directed toward achieving goals
“`
[url=https://naturalawakening.shop/]ибога купить в россии
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
“`txt
directionandflow – Encouraging content, demonstrates how following direction builds sustained momentum
“`
“`txt
momentum strategies – Encourages consistent action to build and sustain momentum
“`
momentum planning framework – Helps maintain steady progress with clear, organized steps.
structured progress activator – Offers methods to organize efforts and maintain productive flow.
plan execution – Encourages turning ideas into actions without delay
planning made easy – Provides insights that simplify the entire planning process
momentum map – A clear visualization of consistent actions leading to meaningful results.
“`txt
building progress – Shows ways to make incremental improvements consistently
“`
progress shaping – Demonstrates ways to shape tasks effectively for continuous and measurable outcomes.
decisionflow – Emphasizes linking strategic thinking to execution for smooth progress
momentum planning guide – A practical concept to organize efforts and boost productivity.
forward navigator – Offers strategies to drive progress steadily toward set objectives.
growthwithforesightplanning – Useful guidance, demonstrates that proactive planning ensures meaningful and measurable outcomes.
focusengine – Helps maintain attention on priorities to ensure successful execution
actionflow – Demonstrates linking vision and action to keep progress consistent
“`txt
growth planner – Offers guidance to create a clear and actionable path for improvement
“`
“`txt
strategy navigator – Useful guidance to stay focused on core initiatives and objectives
“`
This is the perfect web site for anybody who wishes to understand this topic. You realize so much its almost tough to argue with you (not that I actually would want to…HaHa). You definitely put a new spin on a subject that has been written about for a long time. Wonderful stuff, just wonderful!
https://kaisar333.com/oformit-vvedenie-nate-mkad-godichnoy-dolzhnostnoy-green-light/
next step alignment – Provides strategies to coordinate actions and maintain measurable forward movement.
“`txt
directional mindset – Encourages thinking in a way that consistently supports goals
“`
actionhub – Guides turning strategic initiatives into actionable outcomes
forward progress guide – Offers practical tips for intentionally advancing progress and achieving consistent results.
taskflowhub – Practical guidance, keeps projects organized and momentum steady throughout the day
strategynavigator – Focuses on steering projects through iterative vision-action loops
[url=https://entheomind.shop]купить куст коки
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
“`txt
focused roadmap – Shows ways to keep projects on track and purpose-driven
“`
success pathfinder – Demonstrates how to find paths that maximize the likelihood of successful outcomes.
intentional flow guide – A practical approach to align momentum with goals.
ремонт бетонных конструкций компания [url=https://remont-betonnykh-konstrukczij-usilenie2.ru/]ремонт бетонных конструкций компания[/url] .
executioncraft – Emphasizes translating strategic plans into practical results
полиуретановая инъекционная гидроизоляция [url=https://inekczionnaya-gidroizolyacziya4.ru/]inekczionnaya-gidroizolyacziya4.ru[/url] .
hubmechanism – Shows centralizing efforts to implement vision through a mechanism effectively
focus lab resource – The guides here make daily learning more structured
“`txt
clarity roadmap – Provides a structured approach to implement ideas effectively
“`
нарколог на дом [url=https://narkolog-na-dom-4.ru/]нарколог на дом[/url] .
наркологическая больница [url=https://narkologicheskaya-klinika-48.ru/]наркологическая больница[/url] .
гидроизоляция подвала жилого дома [url=https://gidroizolyacziya-podvala-samara2.ru/]гидроизоляция подвала жилого дома[/url] .
“`txt
focused growth – Provides actionable steps to grow efficiently and consistently
“`
инъекционная гидроизоляция своими руками [url=https://inekczionnaya-gidroizolyacziya5.ru/]инъекционная гидроизоляция своими руками[/url] .
planactivation – Demonstrates transforming strategy plans into concrete, actionable steps
“`txt
forward strategy – Encourages moving ahead with clear purpose and intent
“`
усиление проема в монолитном доме [url=https://usilenie-proemov6.ru/]усиление проема в монолитном доме[/url] .
“`txt
action momentum – Motivates keeping tasks moving forward efficiently
“`
growthclarityguide – Practical tips, ensures I stay on track while advancing toward goals
вызвать нарколога на дом [url=https://narkolog-na-dom-3.ru/]вызвать нарколога на дом[/url] .
Focus Control Hub – Guidance on centralizing focus to improve task execution
“`txt
strategic growth – Shows how to apply practical strategies for continuous improvement
“`
“`txt
clarity roadmap – Shows practical ways to act on priorities effectively
“`
continuousgrowthnavigator.click – Motivating content supports following a clear, directional path to achieve results
“`txt
directional impact – Demonstrates how proper alignment increases effectiveness
“`
focuspath – Emphasizes maintaining focus through a structured pathway for effective results
strategic growth planner – Offers clear guidance for aligning growth plans with long-term goals
“`txt
goal starter – Encourages taking the first step toward achieving objectives
“`
momentum direction guidance – Shows ways to maintain continuous progress and achieve objectives.
implement-ideas – Helps translate concepts into tangible progress quickly.
“`txt
clarityworks – Inspires action, teaches how clarity improves productivity and results daily
“`
“`txt
action from vision – Shows how to move from conceptual ideas to effective results
“`
“`txt
execution planner – Provides practical tips to stay focused and act on tasks immediately
“`
deliberate-movement – Practical advice for making progress with intention and purpose.
nextlevelpossibilities.click – Inspiring content emphasizes finding fresh solutions and implementing them efficiently
Task Compass – Techniques to align focus with tasks and priorities efficiently
practical-ideas – Shows how to implement creative thinking in real-world tasks.
инъекционная гидроизоляция оборудование [url=https://inekczionnaya-gidroizolyacziya4.ru/]инъекционная гидроизоляция оборудование[/url] .
visionjourney – Shows advancing vision in stages to achieve measurable objectives
growth goal organizer – Practical approach to keeping growth goals aligned and achievable
ремонт бетонных конструкций усиление [url=https://remont-betonnykh-konstrukczij-usilenie2.ru/]ремонт бетонных конструкций усиление[/url] .
“`txt
progress path – Demonstrates how to navigate challenges for consistent improvement
“`
momentum progress guidance – Demonstrates methods for maintaining clear direction and outcomes.
“`txt
planning activator – Offers guidance to create clear and actionable strategies
“`
action-for-growth – Encourages proactive steps that generate meaningful outcomes.
“`txt
growth pathway now – Offers clear steps to maintain steady progress every day
“`
“`txt
strategy navigator – Offers practical guidance for turning ideas into smooth operations
“`
deliberatestrategyhub.click – Forward-looking advice promotes structured actions with strategic foresight for meaningful progress
intent-driven-results – Practical tips for moving efficiently toward desired objectives.
трезвая жизнь [url=https://narkologicheskaya-klinika-48.ru/]narkologicheskaya-klinika-48.ru[/url] .
гидроизоляция подвала монтаж [url=https://gidroizolyacziya-podvala-samara2.ru/]gidroizolyacziya-podvala-samara2.ru[/url] .
goalachieversstrategy – Helpful tips, supports achieving objectives systematically with focus
нарколог на дом отзывы [url=https://narkolog-na-dom-4.ru/]нарколог на дом отзывы[/url] .
ideas-to-execution – Provides guidance on turning concepts into practical actions.
усиление проемов цена [url=https://inekczionnaya-gidroizolyacziya5.ru/]усиление проемов цена[/url] .
casino history elonbet-casino-game
growth path guidance – Gives clear cues for selecting and following the right growth path
pathwaytrajectory – Demonstrates navigating vision along a clear trajectory to achieve goals
steady progress lane – A practical approach to channel energy into measurable outcomes.
intelligent execution – Practical tips that prioritize thinking before acting
tactical-moves – Offers tips to implement strategies efficiently and effectively.
“`txt
progress momentum – Shows how small actions compound into sustained results over time
“`
growthstrategyguide.click – Motivating advice highlights creating structured plans to drive future success
“`txt
hub for growth – Provides strategies to stay ahead in planning and execution
“`
direction help – Simple to explore and full of advice you can use immediately
forwardmotionengine – Illustrates techniques to convert intention into rapid, focused execution.
forwardsignal – Encourages using clear indicators to advance projects effectively.
momentumhub – Demonstrates maintaining forward momentum while implementing plans
execution-steps – Helps ensure plans are implemented efficiently and effectively.
forwardgrowth – Demonstrates practical steps to keep progress advancing day by day.
“`txt
stepbystepaction – Inspires structured actions that deliver meaningful results
“`
strategic growth steering – Helps align growth actions with realistic, long-term goals
visiondrive – Highlights driving tasks through triggers aligned with desired outcomes
forward momentum logic – Shows how applying structured thinking sustains progress efficiently.
action-driven-growth – A practical reminder that movement creates measurable outcomes.
зависимость лечение на дому [url=https://narkolog-na-dom-3.ru/]narkolog-na-dom-3.ru[/url] .
“`txt
engaged progress – Inspires maintaining focus and energy toward goals
“`
“`txt
practical growth steps – Encourages taking immediate, impactful steps toward growth
“`
growthclaritytool.click – Guidance helps maintain directional focus while taking actionable steps forward
“`txt
launch path – Guides turning strategy ideas into measurable progress
“`
tasksignal – Highlights the value of signals in guiding steps toward results.
forwarddrive – Encourages taking action to push progress and maintain steady motion.
noisefreethinking – Highlights that thinking without noise sharpens creativity and results.
impactful-execution – Helps ensure ideas are implemented with real-world results.
ремонт бетонных конструкций гарантия [url=https://remont-betonnykh-konstrukczij-usilenie2.ru/]remont-betonnykh-konstrukczij-usilenie2.ru[/url] .
акрилатная инъекционная гидроизоляция [url=https://inekczionnaya-gidroizolyacziya4.ru/]inekczionnaya-gidroizolyacziya4.ru[/url] .
growth management hub – Offers focused strategies to manage growth initiatives in one place
goalclarity – Demonstrates providing clear guidance to reach objectives consistently
“`txt
insight hub – Shares ideas that support better strategic decisions
“`
ideaenergizer – Explains how clear ideas energize action and keep projects moving.
operations workflow tips – A helpful framework for keeping tasks moving efficiently and effectively.
actionideaengine – Practical content, simplifies turning thoughts into tangible outcomes quickly
quick-idea-action – Very practical tips for turning thoughts into fast, effective steps.
momentumflow – Encourages sustained movement to achieve objectives without losing pace.
intentionalgrowthplan.click – Forward-looking content emphasizes structured actions and deliberate growth strategies
growth-roadmap – Helps organize steps to drive measurable progress efficiently.
flowigniter – Highlights how proper flow enhances the results of any applied force.
progresspath – Explains methods for maintaining forward growth without setbacks.
focusnavigator – Encourages staying on course to maximize strategy impact
ideaactionframework – Useful guidance, systematizing ideas ensures actions lead to reliable outcomes.
[url=https://entheomind.shop]шалфей предсказателей семена купить
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
“`txt
action focus – Demonstrates ways to keep momentum and complete work effectively
“`
purposefulprogress – Helpful insight, advancing intentionally ensures smoother steps toward your goals.
cohesive growth strategy – Integrates different approaches and insights for a unified growth plan
initiativecontrol – Focuses on aligning efforts through controlled direction for measurable results
гидроизоляция подвала рулонная [url=https://gidroizolyacziya-podvala-samara2.ru/]гидроизоляция подвала рулонная[/url] .
momentum strategy guidance – A structured system for channeling effort into meaningful outcomes.
directionfrommotion – Excellent guidance, motion through action clears uncertainty and drives meaningful results.
вывод из запоя москва клиника [url=https://narkologicheskaya-klinika-48.ru/]narkologicheskaya-klinika-48.ru[/url] .
success-structure – Practical guidance for turning strategies into measurable outcomes.
signalattention – Highlights that paying attention to signals consistently drives progress.
нарколог на дом [url=https://narkolog-na-dom-4.ru/]нарколог на дом[/url] .
clarityspark – Inspires immediate action through focused thought and clear insight.
idea2systemhub – Practical insight, transforming ideas into functional systems drives tangible results.
“`txt
actionclarity – Motivating content, helps turn ideas into actionable steps with focus
“`
a href=”https://growthrequiresfocus.click/” />growth discipline – Reinforces the value of focus in achieving progress
инъекционная гидроизоляция [url=https://inekczionnaya-gidroizolyacziya5.ru/]инъекционная гидроизоляция[/url] .
tractionpath – Great tip, setting a clear traction path today helps projects progress smoothly.
momentumengine – Shows how daily progress compounds to create meaningful results.
firststepclarity – Practical tips, moving clearly at the start ensures smoother execution and outcomes.
“`txt
focus and clarity – Inspires creating space in the mind for better action
“`
[url=https://entheomind.shop]сальвия дивинорум
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
systematic growth approach – Focuses on sustainable growth through organized methods
initiatedrive – Demonstrates driving initiatives effectively to maintain momentum
direction-in-action – Encourages translating focused planning into real outcomes.
guidedsignal – Highlights the importance of cues in maintaining smooth project execution.
strategic workflow planner – Demonstrates how clear planning helps achieve steady momentum.
actionclarityboost – Great advice, decisive action increases clarity and enables effective progress.
signalclarity – Highlights that clarity around signals enhances effective action.
velocitypath – Encourages following a clear path to achieve faster and more reliable outcomes.
forwardpathgrowth – Great guidance, following a forward path ensures growth remains steady and predictable.
goalcentral – Demonstrates a central place for managing and executing strategy effectively
claritydrivesconcepts – Practical advice, clarity drives concepts into actionable steps quickly.
“`
growth trajectory direction – Keeps focus on actionable steps to achieve measurable growth outcomes
“`
growthflowpath – Very motivating, keeps growth moving steadily with a clear plan
centralengine – Shows centralizing efforts to ensure consistent progress
“`txt
clarity journey – Provides actionable advice for intentional progress in tasks
“`
focused-shift – Encourages deliberate action to transform results effectively.
a href=”https://forwardthinkingcore.click/” />forwardthoughthub – Great reminder, a hub of forward thought at the core powers smarter decision-making.
вызвать нарколога на дом [url=https://narkolog-na-dom-3.ru/]вызвать нарколога на дом[/url] .
“`txt
growth structure – Helps organize efforts to achieve consistent results
“`
progressengine – Shows how consistent action fuels steady progress and achieves results efficiently.
productive planning guide – Highlights ways to plan strategically and achieve measurable outcomes.
pathwaytoalignment – Practical tip, taking steps purposefully aligns goals and improves overall results efficiently.
streamlinedsteps – Highlights that taking clear steps reduces friction and enhances productivity.
ideafunnel – Guides ideas through a structured path to maximize execution efficiency.
claritymomentum – Demonstrates that clear traction builds momentum and sustains forward movement effectively.
directionalforceprogress – Great insight, using directional force guides progress steadily and reliably.
growth vector hub – Centralizes guidance for keeping growth aligned with critical objectives
momentumexecution – Highlights keeping momentum steady for measurable results
action-path – Provides strategies for achieving goals through organized execution.
simpleclarity – Helpful insight, keeping things clear simplifies execution and ensures consistent outcomes.
momentum stream guide – Offers practical strategies to channel momentum into steady, productive progress.
directionboost – Points out that focused actions accelerate clarity and results.
Looking for a casino? https://elon-casino-top.com/: slots, live casino, bonus offers, and tournaments. We cover the rules, wagering requirements, withdrawals, and account security. Please review the terms and conditions before playing.
motionmadeeasy – Excellent guidance, smart motion helps projects advance consistently and effectively.
progresspulse – Keeps the drive alive to make steady advancements.
conceptmomentum – Demonstrates that ideas advance when momentum is intentionally created.
spacefromfocus – Shows that concentrating attention generates space for thoughtful and productive action.
Thanks a lot for sharing this with all people you really recognize what you are speaking approximately!
Bookmarked. Please additionally visit my website =).
We could have a link exchange agreement among us
перевод деловой переписки в бюро [url=https://dzen.ru/a/aUF9L-xpMETlRIxo/]dzen.ru/a/aUF9L-xpMETlRIxo[/url] .
перевод с испанского цена [url=https://dzen.ru/a/aUWp3zsYcxGIPJhQ/]dzen.ru/a/aUWp3zsYcxGIPJhQ[/url] .
вывод из запоя цена москва [url=https://vyvod-iz-zapoya-4.ru/]вывод из запоя цена москва[/url] .
быстрый вывод из запоя москва [url=https://vyvod-iz-zapoya-5.ru/]vyvod-iz-zapoya-5.ru[/url] .
перевод с английского перевод и право [url=https://dzen.ru/a/aUBBvahMInGNj8BL/]dzen.ru/a/aUBBvahMInGNj8BL[/url] .
strategicdirection – Great insight, defining strategy and direction promptly accelerates progress effectively.
“`txt
growth pathway – The approach feels realistic and applicable for anyone starting out
“`
ignitestrategy – Sparks actionable steps to turn plans into measurable outcomes
idea acceleration system – Provides a structured approach to speed up turning ideas into results
forward-strategy – Encourages taking methodical steps to achieve consistent results.
cleanforwardmotion – Shows that organized steps enhance continuous progress.
перевод договора с русского на китайский [url=https://telegra.ph/Srochnyj-perevod-dogovora-kak-ulozhitsya-v-24-chasa-bez-poteri-kachestva-12-15]telegra.ph/Srochnyj-perevod-dogovora-kak-ulozhitsya-v-24-chasa-bez-poteri-kachestva-12-15[/url] .
Блог обо всём https://drimtim.ru полезные статьи, новости, советы, идеи и обзоры на самые разные темы. Дом и быт, технологии, путешествия, здоровье, финансы и повседневная жизнь. Просто, интересно и по делу — читайте каждый день.
directionsignal – Emphasizes that proper signals provide clear direction for action.
execution flow structure – Demonstrates ways to direct tasks efficiently and maintain results.
consistenteffort – Emphasizes that consistent effort drives tangible success over time.
progressdriver – Shows how to maintain momentum and keep projects moving steadily.
focusedtractionbuild – Demonstrates that focused traction leads to smoother and more consistent project outcomes.
frictionlessexecution – Very helpful, attention and focus ensure execution with minimal resistance and maximum efficiency.
powerfulforwardenergy – Practical tip, harnessing energy intentionally drives forward motion and real outcomes.
focused-speed – Helps align efforts to move fast while staying precise.
idea activation process – Streamlines turning concepts into actionable steps with measurable impact
momentumpath – Highlights how a defined path accelerates progress.
focusdriven – Encourages focus-driven progress rather than scattered effort.
growthstride – Highlights that regular, focused steps lead to accelerating results.
goal momentum tracking – Demonstrates techniques to measure progress and improve performance.
Всё о столярном деле https://derevoblog.ru в видеоформате: обучающие ролики, мастер-классы, обзоры оборудования и проектов из дерева. Понятные инструкции, практические советы и вдохновение для создания мебели и изделий своими руками.
claritymomentum – Shows how understanding keeps energy high and tasks moving forward.
“`txt
growth clarity – Makes learning about growth strategies feel straightforward and practical
“`
choicecreatesflow – Practical insight, actively choosing momentum keeps work moving forward effectively.
simplegrowth – Very insightful, keeping things simple helps growth progress smoothly without extra complications.
strategicmomentum – Focuses on maintaining energy and forward motion in strategic planning
directionasleverage – Excellent insight, using clear direction provides leverage for faster and more consistent results.
actionkey – Demonstrates how clarity serves as the key to action.
claritycreatesadvantage – Great reminder, clarity in direction produces advantage and simplifies achieving objectives.
goalorientedideas – Suggests that directing ideas toward goals ensures productive execution.
focusdrive – Encourages using concentrated effort to move toward important goals quickly.
executionenergyhub – Shows that properly directed energy supports better execution and forward results.
вывод из запоя московская область [url=https://vyvod-iz-zapoya-5.ru/]вывод из запоя московская область[/url] .
вывод. из. запоя. анонимно. москва. [url=https://vyvod-iz-zapoya-4.ru/]vyvod-iz-zapoya-4.ru[/url] .
motioncontrol – Very practical, controlled motion in tasks ensures smooth execution and predictable results.
clear path thinking – Tips feel grounded and simple to use today
growthpathclarity – Very helpful, a clear path allows growth to happen with minimal friction and maximum impact.
directionguide – Suggests that guided direction leads to measurable progress over time.
motivatedpath – Points out that motivation combined with direction drives consistent achievements.
claritycompass – Provides direction by focusing on clarity before accelerating projects.
claritydrivesmovement – Very motivating, clear motion ensures tasks move forward without confusion or delay.
growthflow – Demonstrates how focus keeps growth moving smoothly.
directionandvelocity – Useful advice, direction through clarity increases velocity and strengthens results.
“`txt
a href=”https://progresswithpurpose.click/” />aligned progress – Offers insights on keeping efforts coordinated with key goals
“`
focusedstride – Shows that intentional strides maximize productivity and clarity.
advantagedlift – Great tip, clear direction produces lift and gives a significant advantage in achieving objectives.
<growthsignalhub – Very helpful, filtering noise ensures growth signals are clear and actionable.
actionflowcenter – Great perspective, acting on signals ensures projects advance consistently and effectively.
action driven growth – Reinforces the value of showing up and moving forward daily
ideasaccelerated – Great guidance, accelerating idea execution leads to faster and more reliable results.
Сделать тату в Сочи: опытные тату-мастера, авторские эскизы и аккуратная работа. Современное оборудование, одноразовые расходники, соблюдение санитарных норм. Поможем выбрать стиль и размер, проконсультируем по уходу после сеанса.
contemporary shop layout – Fresh look mentioned, helps products stand out clearly.
meaningfulmotion – Explains how purposeful movement creates real-world impact.
Нужен дизайн? https://paradis-ekb.ru/ создаём стильные и функциональные пространства для квартир, домов и коммерческих объектов. Концепция, планировки, 3D-визуализация, подбор материалов и авторский надзор. Работаем под бюджет и задачи клиента.
practical value hub – Engaging site highlighted, discovering content feels rewarding.
drivensteps – Emphasizes that deliberate, repeated steps produce meaningful progress.
mindalignment – Suggests that aligned thinking makes execution more precise.
clarityenergizestraction – Highlights that clarity energizes efforts and builds momentum that matters.
team synergy hub – Encouraging community highlighted, members appear collaborative and growth-driven.
visionlaunch – Launching projects with a vision ensures purposeful execution.
minimal style store – Clean presentation shared, browsing feels effortless.
claritydrivesmotion – Great advice, clarity and focus together drive motion and make work more productive.
claritydrive – Clear focus drives projects forward efficiently and effectively.
momentumchoice – Explains that choosing motion keeps goals within reach.
alignedconcepts – Suggests that well-aligned concepts consistently produce better results.
momentumtrack – Useful idea, momentum tracks guide workflow and help maintain efficiency.
online value finder – Helpful platform highlighted, information today seems useful and reliable.
visionsteps – Suggests that breaking vision into clear steps ensures smoother progress.
clarityengine – Highly practical, clarity engines turn directional insights into smooth execution.
View on the website: https://www.behance.net/ivanjarkov/
grow together hub – Inspiring community noted, focus on growth feels authentic and effective.
simple shopping hub – Clean platform noted, product range felt convenient.
Ищешь квартиру? купить новостройку Томск квартиры от студий до просторных семейных вариантов. Подбор по цене, району и срокам сдачи, проверка застройщика и документов. Поможем купить квартиру без рисков и переплат.
visionengine – Vision acts as an engine driving innovation and future strategies.
growthengine – Very practical, growth engines ensure progress flows smoothly without obstacles.
speedwithfocus – Applying focus accelerates results and keeps progress consistent.
actionideas – Highly useful, action ideas guide practical execution and continuous advancement.
вывод из запоя на дому москва цены [url=https://vyvod-iz-zapoya-4.ru/]вывод из запоя на дому москва цены[/url] .
strategicfocus – Very useful, strategic focus builds leverage and makes results more attainable efficiently.
flowstarter – Very effective, initiating action sparks a flow state and enhances productivity immediately.
вывод из запоя москва недорого [url=https://vyvod-iz-zapoya-5.ru/]vyvod-iz-zapoya-5.ru[/url] .
team vision hub – Positive community highlighted, seems like a motivated and innovative group.
tasknavigator – Excellent idea, task navigators turn guidance into steady forward progress.
thrivedash product hub – Nice site layout highlighted, checkout worked without any issues.
focusedexecution – Reminds that execution with focus leads to real gains.
systematicmomentum – Systematic steps produce consistent and sustainable results.
brand mastery hub – Helpful guidance shared, strategies feel actionable and clear for building a brand.
progressideas – When executed decisively, ideas gain traction and create measurable success.
thoughtengine – Practical tactic, thought engines create motion from ideas and maintain consistent progress.
дизайн интерьера студии петербурга бюро дизайна интерьера
goalengine – Highly useful, goal engines support proactive planning and effective results.
smoothprogressbuild – Demonstrates that careful planning helps momentum grow steadily.
pathway guidance hub – Encouraging content highlighted, the route to achievement feels attainable.
action-to-results – Encourages applying plans to get tangible outcomes quickly.
strategicintentgrowth – Inspiring advice, combining strategy with clear intent ensures growth happens efficiently and effectively.
goalengine – A network acting as a goal engine keeps your momentum going.
learn insights hub – Engaging courses shared, content seems clear and motivating.
guideddirection – Establishing direction first makes progress more effective and predictable.
creativepathway – Smart strategy, creative pathways ensure ideas develop naturally and reach completion.
progressguides – Useful approach, progress guides help maintain flow and achieve results without delays.
discover great deals – Excellent bargains noted, shopping was quick and hassle-free.
forward-growth-framework – Inspires planning that balances innovation with long-term results.
growthwithclarity – Helpful insight, clarity makes intentional growth easier to sustain.
smoothprogress – Practical method, smooth progress helps projects advance steadily and sustainably.
clarityengine – An engine of clarity powers continuous and reliable progress.
wiseworkflow – Strong reminder, working wisely guides progress with purpose and consistency.
intentgrowth – Intentional movement ensures each action contributes to tangible growth.
directedclarity – Smart tip, directed clarity sharpens focus and supports efficient execution.
claritysteersfocus – Very practical, clarity steers focus and avoids distractions during critical work.
trend tracking hub – Great selection of trends, content feels up-to-date and practical.
Play at https://elon-casino-top.com online: slots from popular providers, live dealers, promotions, and tournaments. Learn about the bonus policy, wagering requirements, payment methods, and withdrawal times. Information for adult players. 18+. Gambling requires supervision.
Play online at https://elonbet-casino-game.com: slots, live casino, and special offers. We explain the rules, limits, verification, and payments to avoid any surprises. This material is for informational purposes only.
directionguidesaction – Very practical, direction guides action and ensures consistent progress today.
mindsetcompass – Very practical, mindset compasses guide decisions and maintain forward momentum.
fresh style hub – Loving the unique pieces, designs feel stylish and current.
signal-driven-action – Practical tips for responding to emerging trends effectively.
conceptdrive – Driving concepts forward ensures ideas become tangible results.
sidebeacon – Excellent idea, side beacons help direct secondary concepts into effective execution.
ideaflow – When ideas flow into action, they generate measurable movement.
directionfocuspower – Smart guidance, the power of direction sharpens focus and drives productive action.
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me. https://www.binance.com/tr/register?ref=MST5ZREF
purposefulaction – Helpful observation, purposeful action keeps progress aligned with intended outcomes.
clarityanchorsaction – Great tip, clarity anchors action and ensures projects stay on track consistently.
deliberategrowth – Clear and useful, deliberate actions make progress easier to maintain.
directionguidesaction – Very practical, direction guides action and ensures consistent progress today.
goal achievers hub – Motivating insights highlighted, community energy feels cohesive and strong.
worknavigator – Excellent concept, work navigators guide actions and reduce distractions effectively.
business growth alliance – Positive mention highlighted, content feels practical and relevant.
вывод из запоя в стационаре москва [url=https://vyvod-iz-zapoya-4.ru/]vyvod-iz-zapoya-4.ru[/url] .
forward-strategy – Practical guidance for keeping initiatives on track with clear direction.
actionsequence – Sequenced actions compound to produce measurable progress.
directionthroughaction – Excellent tip, initiating action defines direction and keeps progress on track.
clarityforward – Moving forward with clarity ensures consistent, high-quality results.
claritydrivesperformance – Very motivating, clarity drives performance and keeps momentum high.
срочный вывод из запоя москва [url=https://vyvod-iz-zapoya-5.ru/]vyvod-iz-zapoya-5.ru[/url] .
focusedmotionforward – Strong insight, focused motion forward ensures consistent results and goal achievement.
steadygrowthplan – Clear perspective, steady, deliberate growth produces consistent results over time.
forwardcompass – Strong idea, forward compasses keep actions aligned and increase forward momentum.
focusdrive – Highly practical, focus drives help sustain energy and accelerate development.
future ideas hub – Insightful mention shared, exploring vision-driven content feels inspiring.
network for future growth – Useful insights noted, planning opportunities seem practical and accessible.
focused-motion – Encourages channeling energy from thought to deliberate action.
resultsengine – Strong insight, results are generated through consistent action.
actionable ideas network – Positive platform noted, small concepts are turned into steps fast.
momentumideas – Practical insight, well-executed ideas build momentum and speed toward goals.
focuspathway – Focusing on a forward path makes achieving goals smoother and more predictable.
momentumprecision – Very practical, precise focus drives momentum efficiently and avoids distractions.
signalboostsprogress – Helpful tip, using signals boosts progress and ensures tasks are completed efficiently.
actionpulse – Smart approach, action pulses maintain consistent rhythm and minimize friction.
signalsforprogress – Encouraging insight, signals for progress provide structure and clarity for all actions.
new route discovery – Interesting site shared, exploring possibilities today felt refreshing.
forwardengine – Excellent tactic, forward engines maintain the flow of ideas and deliver measurable outcomes.
create change today – Engaging platform shared, content encourages proactive steps for good impact.
переводчик устный перевод [url=https://teletype.in/@alexd78/bAaorQAhWLU]teletype.in/@alexd78/bAaorQAhWLU[/url] .
priority-focus – Great tips on focusing on what matters most to get better results.
перевод русский на французский язык переводчик [url=https://teletype.in/@alexd78/NZfh6vi0oTl]teletype.in/@alexd78/NZfh6vi0oTl[/url] .
перевод инструкций по эксплуатации медоборудования [url=https://teletype.in/@alexd78/jIFmn5Kf9xl]teletype.in/@alexd78/jIFmn5Kf9xl[/url] .
трафиковое продвижение сайтов [url=https://prodvizhenie-sajtov-po-trafiku2.ru/]трафиковое продвижение сайтов[/url] .
синхронный перевод онлайн [url=https://telegra.ph/Trebovaniya-k-sinhronnomu-perevodchiku-navyki-sertifikaty-opyt–i-pochemu-ehto-vazhno-12-16]telegra.ph/Trebovaniya-k-sinhronnomu-perevodchiku-navyki-sertifikaty-opyt–i-pochemu-ehto-vazhno-12-16[/url] .
продвижение сайта трафику [url=https://prodvizhenie-sajtov-po-trafiku.ru/]prodvizhenie-sajtov-po-trafiku.ru[/url] .
сео портала увеличить трафик специалисты [url=https://prodvizhenie-sajtov-po-trafiku1.ru/]prodvizhenie-sajtov-po-trafiku1.ru[/url] .
получить короткую ссылку google [url=https://seo-kejsy1.ru/]seo-kejsy1.ru[/url] .
закупка ссылок в гугл заказать услугу агентство [url=https://seo-kejsy.ru/]seo-kejsy.ru[/url] .
продвижение веб сайтов москва [url=https://prodvizhenie-sajtov-v-moskve1.ru/]prodvizhenie-sajtov-v-moskve1.ru[/url] .
многоуровневый линкбилдинг [url=https://seo-kejsy2.ru/]seo-kejsy2.ru[/url] .
acceleratedflow – Accelerated results emerge when focus guides each action.
activeprogress – Progress thrives when activity and purpose are combined effectively.
directionwithclarity – Practical note, clarity sets direction and drives tasks forward effectively.
claritymoveswork – Very insightful, clarity moves work forward consistently and enhances overall productivity.
motionpath – Insightful advice, following signals builds motion and ensures productive outcomes.
successframework – Clear thought, signals help build a framework that supports ongoing achievements.
forwardengine – Highly effective, forward engines maintain direction and accelerate progress.
growth tactics platform – Practical insights noted, content feels direct and useful.
activatedmomentum – Great insight, forward energy keeps momentum alive and work engaging.
strategicalignforward – Explains how aligning forward-looking strategies strengthens growth and drives success.
rise united network – Positive message shared, teamwork and shared purpose feel strong.
actionable-clarity – Shows the value of understanding your goals before acting.
momentumengine – Very practical, momentum engines sustain effort and drive projects forward.
ideasactivated – Insightful note, activated ideas transform into tangible progress when aligned with goals.
executevision – Visionary ideas only succeed when promptly acted upon.
intentpath – Following an intentional path ensures progress is both steady and meaningful.
progresswithdirection – Strong tip, progress follows when every action has clear direction.
focusedsteps – Excellent concept, taking focused steps maintains consistency and forward momentum.
goalengine – Practical strategy, goal engines focus energy on key actions and ensure success.
reliable connections hub – Solid mention highlighted, resources appear trustworthy and curated.
movementovermayhem – Practical insight, movement over mayhem ensures progress even amid chaos.
progressive-ideas – Encourages innovative approaches that drive results quickly.
clearfocus – Strong takeaway, clear focus removes hesitation and makes action feel natural.
happy choices hub – Positive finds highlighted, items appear bright and mood-lifting.
flowthroughdirection – Great insight, having proper direction helps maintain workflow and productivity.
actionintent – Intentions drive actions that lead to measurable results.
goalflow – Keeping your goals in flow allows smooth and consistent progress.
innovativeflow – Very motivating, innovative flow of ideas keeps work focused and moving efficiently.
focusengine – Strong concept, focus engines maintain forward energy and consistent progress.
forwarddrive – Insightful advice, each achievement builds momentum and pushes goals closer to completion.
продвижение сайта по трафику пример договора [url=https://prodvizhenie-sajtov-po-trafiku1.ru/]prodvizhenie-sajtov-po-trafiku1.ru[/url] .
поисковое продвижение портала увеличить трафик специалисты [url=https://prodvizhenie-sajtov-po-trafiku2.ru/]prodvizhenie-sajtov-po-trafiku2.ru[/url] .
claritydrive – Explains how focus and clarity drive meaningful outcomes.
продвижение в google [url=https://prodvizhenie-sajtov-v-moskve1.ru/]продвижение в google[/url] .
продвижение сайтов трафик на сайт [url=https://prodvizhenie-sajtov-po-trafiku.ru/]prodvizhenie-sajtov-po-trafiku.ru[/url] .
современные seo кейсы [url=https://seo-kejsy2.ru/]seo-kejsy2.ru[/url] .
focusedmotion – Strong takeaway, focused motion guided by direction boosts efficiency.
vs
collaborative trust hub – Helpful mention, content inspires teamwork and positivity.
systematic-growth – Provides a clear approach to developing growth strategies methodically.
создать сайт прогнозов на спорт в москве [url=https://seo-kejsy1.ru/]создать сайт прогнозов на спорт в москве[/url] .
actionleadsforward – Helpful note, taking action leads forward and strengthens the trajectory of success.
focusedgrowthstrategy – Helpful advice, focused growth strategy keeps actions aligned and progress steady.
horizons network portal – Really engaging, content seems fresh and full of potential ideas.
progress-architecture – Shows how to structure steps for consistent improvement.
seo partners [url=https://prodvizhenie-sajtov-v-moskve3.ru/]seo partners[/url] .
солнечные электростанции [url=http://dk-zio.ru/2025/12/solnechnye-batarei-chistaya-energiya-dlya-doma-i-biznesa/]http://dk-zio.ru/2025/12/solnechnye-batarei-chistaya-energiya-dlya-doma-i-biznesa/[/url] .
net seo [url=https://prodvizhenie-sajtov-v-moskve4.ru/]net seo[/url] .
продвижение сайта [url=https://prodvizhenie-sajtov-v-moskve2.ru/]продвижение сайта[/url] .
focusedconcepts – Great reminder, focused concepts gain clarity and are easier to implement effectively.
purposepowered – Strong reminder, purpose-powered effort creates lasting forward motion.
thinklightmovefast – Explains how light thinking combined with swift action improves results.
actioncompass – Strong approach, action compasses turn steps into clear and confident choices.
leadership community space – Friendly environment noted, content feels genuinely supportive.
streamlinedmotion – Shows how clarity reduces friction and encourages steady progress.
сео центр [url=https://seo-kejsy.ru/]seo-kejsy.ru[/url] .
clarityinitiatives – Smart observation, clarity in initial actions ensures smoother workflows and better coordination.
guidingsignals – Helpful reminder, guiding signals shape direction and improve decision-making effectively.
motiontowardsclarity – Practical insight, moving with momentum helps teams achieve clarity faster.
Play online at https://elonbet-casino-game.com: slots, live casino, and special offers. We explain the rules, limits, verification, and payments to avoid any surprises. This material is for informational purposes only.
дизайн проект квартиры цена услуги дизайна интерьера
thoughtful-growth – Shows how intentional design contributes to practical success.
forwardmotionprogress – Helpful tip, forward motion with progress focus delivers measurable results consistently.
focusedbysignal – Explains how attention to signals keeps actions aligned with objectives.
winmore business platform – Nice site highlighted, products appear practical for everyday use.
momentumstream – Insightful note, momentum keeps growth flowing forward smoothly.
ideaaccelerator – Strong strategy, idea accelerators turn creative thoughts into productive outcomes quickly.
ignitedforwardideas – Helpful note, ideas once ignited move forward quickly with clear focus.
alignedmotion – Clear takeaway, aligned motion helps goals feel more achievable.
claritykeepsprogress – Practical advice, clarity keeps progress steady and prevents wasted effort or confusion.
purposefulideas – Useful point, purposeful ideas advance naturally when aligned with goals.
actionwithintent – Demonstrates how moving intentionally creates clear and measurable outcomes.
focusedpathway – Good note, clarity powers movement and keeps projects aligned.
продвижение по трафику clover [url=https://prodvizhenie-sajtov-po-trafiku1.ru/]prodvizhenie-sajtov-po-trafiku1.ru[/url] .
intentionalprogress – Solid perspective, progress benefits from a clear plan of action.
signalprogresshub – Insightful takeaway, progress guided by signals remains aligned and efficient.
discover-strengths – Motivates uncovering latent abilities to enhance productivity.
seo partner [url=https://prodvizhenie-sajtov-v-moskve1.ru/]prodvizhenie-sajtov-v-moskve1.ru[/url] .
сео центр [url=https://seo-kejsy2.ru/]seo-kejsy2.ru[/url] .
сео продвижение по трафику clover [url=https://prodvizhenie-sajtov-po-trafiku2.ru/]сео продвижение по трафику clover[/url] .
unitedforimpact – Helpful takeaway, collective action ensures significant and meaningful results.
curiosity driven hub – Thoughtful site noted, encourages daily exploration.
продвижение по трафику [url=https://prodvizhenie-sajtov-po-trafiku.ru/]prodvizhenie-sajtov-po-trafiku.ru[/url] .
ideasinmotion – Strong insight, putting ideas in motion ensures progress and meaningful outcomes efficiently.
Dental problems? smile dental Full-service dental care: painless dental treatment, implants, prosthetics, orthodontics, and cosmetic dentistry. Modern equipment, experienced doctors, sterile hygiene, and a personalized approach. Consultation and treatment plan included.
structuredsignal – Shows how a structured signal path improves project outcomes.
посуточная аренда квартир в гродно снять квартиру на сутки в гродно
продвижение сайтов во франции [url=https://prodvizhenie-sajtov-v-moskve3.ru/]prodvizhenie-sajtov-v-moskve3.ru[/url] .
солнечная энергия [url=https://2019god.net/moda/solnechnaya-energiya-chistyj-istochnik-budushhego]https://2019god.net/moda/solnechnaya-energiya-chistyj-istochnik-budushhego[/url] .
momentumbuilder – Very practical, building momentum daily turns small steps into major accomplishments.
growthpipeline – Helpful perspective, structured flow allows growth to continue steadily.
imaginativecreators – Great resource, endless creativity encourages problem-solving and imaginative approaches.
ideasclarifiedtoday – Strong advice, ideas clarified today become impactful and achievable without unnecessary delay.
powerofclarity – Clean perspective, clarity drives action and keeps momentum constant.
todayforfuture – Practical tip, what you start today builds momentum for tomorrow.
wisemomentum – Great insight, building momentum wisely ensures steady and sustainable progress.
turnmotion – Strong takeaway, proper direction channels motion toward productive results.
worldwide partner marketplace – Good variety shared, quality looks consistent across items.
ideas-into-action – Very practical advice that helps make concepts easy to implement right away.
teamimpacthub – Solid thought, teamwork helps create impact and achieve practical goals.
focusedmomentum – Very practical, momentum follows focus and drives steady progress consistently.
strategicprogress – Demonstrates using strategy to guide intentional movement forward.
clearstrategy – Well explained, clear strategy leads to more effective execution.
focusedtrajectory – Clean takeaway, progress stays steady when each step follows a clear direction.
seo агентство [url=https://prodvizhenie-sajtov-v-moskve4.ru/]prodvizhenie-sajtov-v-moskve4.ru[/url] .
Let me share with you something most septic companies will not: there are two types of people in this reality. Those who think septic systems are simply “underground boxes for waste,” and those who have had raw sewage bubbling into their yard at midnight. I understood this difference the tough way in 2005—waist-deep in muck, trembling in a Washington rainstorm, as my family and I aided a veteran installer restore our family’s collapsed system. I was a teenager. My hands blistered. My pants were destroyed. But that moment, something crystallized: This is not just manual labor. It’s families’ lives that we’re safeguarding.
Here’s the dirty truth: nearly all septic companies just service tanks. They are like quick-fix salesmen at a disaster convention. But Septic Solutions? They’re special. It all originated back in the early 2000s when Art and his siblings—just kids scarcely tall enough to shoulder a shovel—helped install their family’s septic system alongside a experienced pro. Picture this: three kids waist-deep in Pennsylvania clay, discovering how soil permeability affects drainage while their peers played Xbox. “We never just dig ditches,” Art explained to me last winter, warm coffee cup in hand. “We understood how soil whispers mysteries. A patch of marsh plants here? That’s Mother Nature shouting ‘high water table.'”
https://www.cheaperseeker.com/u/binassbjfk
оптимизация и продвижение сайтов москва [url=https://prodvizhenie-sajtov-v-moskve2.ru/]prodvizhenie-sajtov-v-moskve2.ru[/url] .
growthdaily – Practical insight, growing daily strengthens habits and long-term achievement.
кп по продвижению сайта [url=https://seo-kejsy1.ru/]seo-kejsy1.ru[/url] .
оружейный кейс cs go кс 2 кейсы
forwardengine – Highlights how the core components act as an engine driving continuous progress.
confidentmotion – Nice perspective, direction supports bold and timely action.
creativehorizons – Motivating platform, creativity never ends and drives innovative solutions and artistic expression.
intentionalmotion – Nice observation, focused momentum moves projects forward efficiently.
professional growth resources – Informative site shared, seems tailored for professionals.
momentumguide – Useful insight, focus directs momentum and helps projects advance efficiently.
сео центр [url=https://seo-kejsy.ru/]seo-kejsy.ru[/url] .
forwarddriveenergy – Thoughtful note, forward drive powered by energy ensures actions stay on track.
momentum-with-purpose – Reinforces moving forward with clear intention and energy.
buildyourbrandtoday – Strong takeaway, creating your dream brand is manageable with proper guidance.
tractionpath – Highlights the path to sustained forward movement and results.
forwardactionpath – Shows that following a clear forward path boosts productivity and results.
[url=https://innerdiscovery.shop/]кратом купить россия
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
newchancesdaily – Useful perspective, finding new chances daily keeps momentum and growth consistent.
productiveaction – Solid insight, focused action ensures results without waiting.
brightfutureahead – Great suggestion, laying a foundation today ensures long-term success.
successguideonline – Inspiring insight, the art of success requires discipline, planning, and continuous action.
purposefulmotion – Nice perspective, momentum grows when direction is intentional.
learnwithintent – Thoughtful presentation, it makes exploring and creating feel intuitive.
collaboration resource hub – Useful reference highlighted, promotes shared innovation and growth.
раскрутка сайта франция цена [url=https://prodvizhenie-sajtov-v-moskve3.ru/]prodvizhenie-sajtov-v-moskve3.ru[/url] .
mentalflow – Nice takeaway, clarity ensures tasks flow effortlessly and productively.
поисковое продвижение портала увеличить трафик специалисты [url=https://prodvizhenie-sajtov-po-trafiku1.ru/]prodvizhenie-sajtov-po-trafiku1.ru[/url] .
dailybrightlearn – Helpful insight, the site encourages exploration and learning in a fun way.
продвижение сайта франция [url=https://prodvizhenie-sajtov-v-moskve1.ru/]prodvizhenie-sajtov-v-moskve1.ru[/url] .
seo информационных порталов [url=https://prodvizhenie-sajtov-po-trafiku2.ru/]prodvizhenie-sajtov-po-trafiku2.ru[/url] .
focused-momentum – Reinforces how clarity and concentration accelerate results.
knowledgeexplorerhub – Insightful point, discovering and sharing knowledge strengthens comprehension and skill.
seo top 1 [url=https://seo-kejsy2.ru/]seo-kejsy2.ru[/url] .
раскрутка сайтов интернет [url=https://prodvizhenie-sajtov-po-trafiku.ru/]prodvizhenie-sajtov-po-trafiku.ru[/url] .
RDCompraHub – A convenient platform with smooth browsing throughout.
солнечная энергия [url=https://www.dk-zio.ru/2025/12/solnechnye-batarei-chistaya-energiya-dlya-doma-i-biznesa/]https://www.dk-zio.ru/2025/12/solnechnye-batarei-chistaya-energiya-dlya-doma-i-biznesa/[/url] .
focusadvantage – Demonstrates that focused action ensures efficiency over brute force.
BlossomDesigns – A delightful platform with charming art and paper products.
X-XASpotOnline – Clean and simple interface ensures easy navigation.
passioninsight – Helpful guidance, understanding your passion gives direction and actionable focus.
impactstorycollective – Great insight, impactful stories inspire audiences and create meaningful outcomes.
momentumroute – Insightful note, a clear movement path allows progress to happen smoothly.
intentionalmotion – Strong takeaway, purpose-driven action defines direction better than plans.
PomniHub – Clean design with smooth navigation makes browsing effortless.
organizedadvancement – Strong takeaway, progress flows cleanly when tasks are structured logically.
startdreamtoday – Helpful note, launching your dream project feels achievable and organized.
DHPB-SmileAccess – Easy-to-follow design helps users explore the site without hassle.
learnconnectshare – Helpful thought, exploring and sharing concepts fosters consistent learning.
продвижения сайта в google [url=https://prodvizhenie-sajtov-v-moskve4.ru/]продвижения сайта в google[/url] .
CompraOnlineRD – Shopping here feels easy and well organized.
startwebadventure – Useful advice, your digital journey begins with structured and manageable steps.
NYRWSiteHub – The platform feels responsive and content is easy to browse.
кп по продвижению сайта [url=https://seo-kejsy1.ru/]seo-kejsy1.ru[/url] .
growthandinnovation – Great reminder, growth and innovation thrive when you take action early.
QiuCapsSelect – A well-structured platform where browsing is effortless.
заказать продвижение сайта в москве [url=https://prodvizhenie-sajtov-v-moskve2.ru/]заказать продвижение сайта в москве[/url] .
ZoneFlixHub – The streaming experience is seamless and easy to enjoy.
attentionmatters – Nice reminder, where focus goes, growth tends to follow.
modernstyle – Clean and intuitive, exploring fashion pieces feels seamless.
[url=https://innerdiscovery.shop/]растение paullinia cupana семена
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
energizedfocus – Valuable point, focused effort unlocks movement and enhances performance.
google посещаемость сайта [url=https://seo-kejsy.ru/]seo-kejsy.ru[/url] .
3366assistant – Insightful point, the app provides resources that feel intuitive and practical.
momentumbuilder – Good perspective, action fuels the continuation of progress.
DHPB-SmileDirectHub – Logical design and clear sections help users navigate the site effortlessly.
signalinsightsgrowth – Explains how interpreting key signals drives structured and steady development.
ForexStrategyZone – Helpful layout, learning guides are organized and user-friendly.
successlaunchpad – Good thought, the platform feels like a springboard for achieving your goals.
ElipsoAccess – Simple and tidy interface enhances usability and exploration.
ShineXHubOnline – The site is user-friendly and offers are easy to discover.
internetagentur seo [url=https://prodvizhenie-sajtov-v-moskve3.ru/]prodvizhenie-sajtov-v-moskve3.ru[/url] .
LiveInteractiveHub – Users looking for real-time connection will find this platform engaging.
futureblueprintdigital – Motivating advice, following a clear blueprint helps achieve your digital future goals.
ZBConnect – Users can explore sections easily with clear navigation paths.
ideasflowonline – Great insight, discovering great ideas stimulates creativity and drives results efficiently.
motionwithpurpose – Insightful point, direction gives motion a reason and a result.
chiccorner – Stylish and inviting, exploring fashion trends is a pleasure.
focusedforward – Helpful reminder, clarity now keeps progress on track and maximizes efficiency.
A professional https://www.family-dentist-near-me-in-montenegro.com: therapy, surgery, orthopedics, and orthodontics all in one location. Individualized treatment plans, modern equipment, and strict sterility standards. We help you maintain long-lasting dental health.
cangjibox – Solid point, the content appears well-laid-out and engaging for readers.
contentsearchhub – Insightful takeaway, locating top content efficiently supports productive learning.
networkinggenius – Helpful insight, networking with smart thinkers promotes creativity and productive teamwork.
солнечные панели [url=https://www.2019god.net/moda/solnechnaya-energiya-chistyj-istochnik-budushhego]https://www.2019god.net/moda/solnechnaya-energiya-chistyj-istochnik-budushhego[/url] .
UreyoDirect – Neat interface and responsive design make finding content effortless.
материалы по seo [url=https://seo-blog8.ru/]seo-blog8.ru[/url] .
веб-аналитика блог [url=https://seo-blog9.ru/]seo-blog9.ru[/url] .
ToolAccessOnline – Makes finding digital resources simple and fast.
[url=https://innerdiscovery.shop/]семена психоделиков
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
HPWTPortal – A domain where exploring tools and links feels simple and practical.
decisivepath – Good note, taking decisive steps leads to sustained advancement.
WraoysOnline – Smooth navigation and organized sections ensure information is easy to access.
focusanddrive – Helpful reminder, combining focus and drive strengthens execution and effective planning.
MiningToolsNow – Practical layout and organized content make exploring mining info effortless.
aarontmentor – Helpful resource, Aaront guides users toward actionable steps for improvement.
focusedmovement – Nice takeaway, knowing the direction simplifies forward progress.
collaboratorshub – Friendly and engaging, resources support effective teamwork.
focusedadvancement – Explains how focusing on what matters most drives sustained progress.
initiativemotion – Insightful note, forward motion kicks in when attention and purpose align perfectly.
legacyvision – Strong observation, supports clarity in building a purposeful and enduring legacy.
liveoptimally – Helpful insight, embracing methods to make the most of life supports daily success.
ContentExplorer – A practical place to discover information effortlessly.
AWSMiningNetwork – Well-laid-out sections and responsive pages provide a smooth browsing experience.
TradeSmartAcademy – Clean layout, learning forex is straightforward and efficient.
PacerStoreHub – The site offers a seamless browsing experience with appealing products.
I’m not sure where you’re getting your information, but good topic.
I needs to spend some time learning much more or understanding more.
Thanks for great information I was looking for
this info for my mission.
my web page :: BUY XANAX WITHOUT PRESCRITION
unitedforgrowth – Very practical, uniting for growth strengthens bonds and drives action efficiently.
artesanoshubonline – Inspiring site, showcases artistic products from a cooperative of skilled artisans.
claritysignalflow – Nice observation, clear signals direct energy toward productive tasks.
CyrusMiningPortal – Easy-to-use layout makes mining content accessible.
focusedpath – Worth sharing, momentum strengthens when focus stays clear.
раскрутка сайта франция [url=https://prodvizhenie-sajtov-v-moskve4.ru/]раскрутка сайта франция[/url] .
XyadminOnline – Straightforward layout allows users to navigate efficiently.
findyourpower – Valuable note, identifying hidden talents helps unlock personal growth.
actionforge – Energetic, emphasizes shaping outcomes through deliberate effort.
momentumengine – Solid insight, consistent action sustains motion and establishes direction.
growthhub – Insightful takeaway, growth is more attainable with continuous support and encouragement.
successpathmentor – Valuable note, this platform guides you along a practical path toward your objectives.
FreshBrowseSite – Content feels new and different across the site.
AntsMarketNetwork – Structured categories and responsive design improve the shopping experience.
ShopRinatMat – Items are easy to explore thanks to a clear layout.
collaborativevision – Motivating advice, collaborating on your vision sparks new ideas and teamwork.
Let me tell you something nearly all septic companies won’t: there are two kinds of people in this life. Those who believe septic systems are merely “subterranean tanks for waste,” and those who’ve had raw sewage gurgling into their yard at the dead of night. I understood this reality the tough way in 2005—waist-deep in muck, freezing in a Washington rainstorm, as my brothers and I assisted a veteran installer repair our family’s broken system. I was a teenager. My hands ached. My clothes were ruined. But that moment, something clicked: This is not just digging. It’s folks’ lives that we’re preserving.
Let me share the harsh truth: most septic companies just service tanks. They act like quick-fix salesmen at a disaster convention. But Septic Solutions? They are unique. It all started back in the beginning of the 2000s when Art and his brothers—just kids hardly tall enough to shoulder a shovel—aided install their family’s septic system alongside a experienced pro. Visualize this: three pre-teens buried in Pennsylvania clay, learning how soil absorption affects drainage while their buddies played Xbox. “We did not just dig holes,” Art told me last winter, steaming coffee cup in hand. “We discovered how earth whispers mysteries. A patch of wetland vegetation here? That’s Mother Nature yelling ‘high water table.'”
https://www.provenexpert.com/septic-solutions-llc/
growthpowerpres – Useful site, business resources here help streamline processes and boost productivity.
GoogleRankCenter – The platform makes ranking tasks easy with intuitive access to tools.
focusedresults – Demonstrates that prioritizing focus over activity produces better outcomes.
directionfirst – Nicely put, clarity sets the pace for consistent progress.
комплексное продвижение сайтов москва [url=https://prodvizhenie-sajtov-v-moskve2.ru/]комплексное продвижение сайтов москва[/url] .
brainwavecorner – Inviting and stimulating, encourages thinking in fresh directions.
focusedmovement – Helpful insight, focus directs motion and aligns efforts efficiently.
обучение по сизам обучение озп 3 группа
forwardflow – Helpful insight, focus channels momentum and enhances continuous progress.
digitalassisttools – Helpful advice, online resources here support smooth task completion daily.
OuyicnHub – Clean layout and well-organized sections make browsing simple.
статьи о маркетинге [url=https://seo-blog9.ru/]статьи о маркетинге[/url] .
SmartLinkTools – The site helps manage links in a clear and usable way.
EasySoftwareZone – Users can explore software without confusion.
ProgressConnection – Well-organized platform, members can share insights and collaborate smoothly.
HTechWebServiceCenter – Easy-to-follow design makes exploring services fast and convenient.
quick296ww – Great advice, 296ww provides immediate access to helpful tools today.
artvoyageinsights – Informative hub, Art Voyage provides inspiration for exploring creativity and culture daily.
connectandexpand – Insightful tip, online connections open doors to new ideas and opportunities.
DiamondEscortOnline – The platform presents content clearly, making exploration simple.
intentionalprogress – Helpful thought, acting with intention today keeps progress consistent and clear.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://www.binance.com/register?ref=IXBIAFVY
futurecraft – Inspiring and clear, ideas feel actionable and forward-looking.
strategicspace – Insightful note, focused direction creates room to plan and execute efficiently.
actionimpactguide – Valuable point, actionable steps help begin making an impact effectively.
EscortServiceGuide – Services are outlined clearly in an easy format.
2JasaPortal – A diverse platform where exploring content feels natural.
thoughtfulinnovation – Useful note, carefully explored ideas guide forward movement.
spacecreator – Explains how movement and effort generate mental breathing room.
ShopAndShineHub – Smooth browsing, items are easy to find and look appealing.
78YNetworkHub – Pages load fast, and content is structured for simple browsing.
sparkyourmoment – Very helpful, this moment to shine sparks energy and productive action.
basingstoketransitionhub – Helpful site, encourages eco-conscious practices and effective local teamwork.
stylish product store – Cool design highlighted, browsing experience feels comfortable.
цифровой маркетинг статьи [url=https://seo-blog8.ru/]seo-blog8.ru[/url] .
KrusadersSpot – The community layout encourages participation and easy discovery of topics.
progress-focused-action – Keeps you moving forward with clarity and purpose.
streetstylehub – Very trendy, urban outfits feel fresh and easy to explore.
smartforwardmotion – Highlights that applying insight to tasks accelerates momentum effectively.
executionflow – Insightful thought, execution flows better when clarity is present.
FusionAccess – The platform makes browsing content smooth and straightforward.
SaltburnPortal – Offers and details are straightforward and easy to access.
allthingsmarketing – Strong takeaway, covering all aspects of marketing in a clear and structured manner.
tetranest shop – Great selection noted, made it easy to find what I was looking for.
ForexLearningHubNetwork – Tidy sections and clear instructions enhance understanding.
partner collaboration – Well-reasoned content that stays relevant to partnerships.
purposealigned – Valuable thought, focused intent creates consistent forward motion.
WZooDirect – Clean design and fast access make exploring content smooth.
ManchunSpot – Fast-loading pages with intuitive design create a pleasant browsing experience.
forwardcorner.click – Practical insight, shows that clarity and movement create lasting impact.
plan-to-action – Inspires turning strategies into measurable results quickly.
ideaemporium – Full of inventive charm, encourages thinking outside the box.
progressnavigator.click – Concise guidance, emphasizes the importance of directing focus to move forward.
ideaaccelerate.click – Motivating tips, helps me implement ideas with energy and focus.
cleanexecutionhub – Explains how structured, clean implementation keeps projects moving forward.
FastInfoAccess – A streamlined platform built for quick daily use.
CrowlEverythingLinks – Combines multiple links in one platform for practical use.
thrivedash digital store – Seamless browsing noted, finding items was easy and quick.
Надёжные такелажные работы оборудования: перенос и установка оборудования, сложные подъёмы и монтаж. Квалифицированные специалисты, точные расчёты и безопасное выполнение задач. Работаем быстро, аккуратно и без лишних рисков.
signalassistedmotion – Encouraging insight, signals assist motion to achieve efficient and predictable results.
claritycompass – Shows clarity acting as a compass for effective action.
блог о рекламе и аналитике [url=https://seo-blog12.ru/]seo-blog12.ru[/url] .
net seo [url=https://prodvizhenie-sajta-po-trafiku1.ru/]prodvizhenie-sajta-po-trafiku1.ru[/url] .
Allow me to explain something most septic companies refuse to: there are two types of people in this world. Those who believe septic systems are simply “buried containers for waste,” and those who’ve had raw sewage gurgling into their yard at 2 AM. I understood this distinction the hard way in 2005—waist-deep in sludge, freezing in a Washington rainstorm, as my family and I aided a weathered installer repair our family’s collapsed system. I was 14. My hands were raw. My pants were wrecked. But that evening, something crystallized: This is not just manual labor. It’s folks’ lives we’re safeguarding.
Let me share the harsh truth: nearly all septic companies just service tanks. They’re like quick-fix salesmen at a demolition convention. But Septic Solutions? These guys are unique. It all originated back in the beginning of the 2000s when Art and his siblings—just kids hardly tall enough to lift a shovel—helped install their family’s septic system alongside a grizzled pro. Imagine this: three kids buried in Pennsylvania clay, understanding how soil permeability affects drainage while their buddies played Xbox. “We did not just dig holes,” Art told me last winter, steaming coffee cup in hand. “We understood how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature shouting ‘high water table.'”
https://go.bubbl.us/ef4627/1ba6?/Bookmarks
PornsHub – The site opens fast, layout is minimal, though I won’t go into content specifics.
BestDealCornerSpotOnline – Easy-to-follow design ensures offers are simple to browse.
flowboost.click – Concise and practical, shows how clarity strengthens momentum.
partnership strategy – A solid viewpoint that fits well within partnership discussions.
results-in-motion – Great guidance for turning effort into tangible achievements quickly.
modernvibe – Smooth and stylish, the curated picks feel fresh and modern.
strategicpathfinder – Helpful tip, a clear path forward enhances productivity and reduces uncertainty.
progressengine.click – Concise guidance, helps understand and implement strategies effectively.
TheFreeMathSelect – Clear sections and structured content make learning efficient.
SmokeWaveStore – Shopping flows smoothly with clear navigation.
focusedmomentum – Valuable thought, clear energy keeps forward motion steady and strong.
focusengine.click – Simple yet motivating, shows that focused action speeds up progress.
attentionanchors.click – Practical strategies, anchoring attention supports measurable progress every day.
Современный горнолыжный курорт для активного отдыха: подготовленные склоны, снежные парки, школы катания и сервис. Комфортная инфраструктура, рестораны, спа и развлечения apres-ski. Идеальное место для зимнего отпуска.
vstrust and unity hub – Encouraging platform highlighted, content seems uplifting and inclusive.
seo и реклама блог [url=https://seo-blog9.ru/]seo-blog9.ru[/url] .
Нужен трафик и лиды? авигрупп SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
organizedpath – Demonstrates that organizing the path ensures tasks lead to tangible outcomes.
NextLevelTradingNetworkHub – Logical structure and neat pages improve user understanding.
actiontraction.click – Clear advice, links practical actions to measurable progress.
clearactionpath – Explains how focusing on clarity helps avoid wasted effort and achieves goals faster.
idea-activation – Helps convert ideas into practical actions rapidly.
ideaexplorer.shop – Inspires thinking differently, makes launching projects exciting.
квартира на сутки гродно снять квартиру в гродно
forwardpulse.click – Easy-to-follow guide, highlights how to keep motion steady and purposeful.
newwavefinder – Fresh and exciting, gives a real sense of emerging trends.
leadership collaboration hub – Positive mention, content appears supportive and relevant.
growthmap.click – Practical and clear, helps structure growth goals effectively.
ForexLiveHub – Fast navigation and organized information make understanding forex simple.
Ищешь казино? melbet casino: слоты от топ-провайдеров, live-дилеры, турниры и акции. Объясняем условия бонусов, вейджер, депозиты и вывод средств, требования к верификации. Информация для взрослых игроков.
inspirationfinder – Excellent point, locating inspiration effectively energizes your day and projects.
<powerdrive – Demonstrates that strategy creates a steady flow of actionable energy.
focusedconcepts.click – Encouraging tips, emphasizes the importance of thinking things through first.
growth-planner – Provides actionable steps for designing a path to success.
winmore store – Clean navigation mentioned, products appear well-selected and practical.
progresscorner.click – Simple guidance, inspires taking small actions that create big change.
trustmatrix – Clever and structured, shows trust as an integral network.
creativeinsight.shop – Easy-to-apply ideas, helps build confidence in design.
маркетинговый блог [url=https://seo-blog8.ru/]seo-blog8.ru[/url] .
anchorforyourgrowth.click – Helpful insights, keeping focus anchored helps achieve goals efficiently.
guidanceflow.click – Encouraging content, demonstrates how direction shapes consistent action.
focusflow – Shows how maintaining focus keeps work moving efficiently.
Post34Spot – Fast navigation with logically arranged pages provides a seamless experience.
ideaexplorer.click – Encouraging read, demonstrates the transformative power of creative thinking.
https://bit.ly/tyler-durden-1tyler-durden
online discovery platform – Engaging site highlighted, always seems to have something fresh.
strategic-innovation – Shows how combining strategy and creativity drives measurable outcomes.
speedclarity.click – Easy-to-follow tips, shows how clarity directly contributes to faster progress.
speedysolutions – Strong insight, speedy problem-solving keeps progress steady and reliable.
action guide – Helpful breakdown of how direction improves effectiveness.
mutual growth – Insightful feedback focusing on long-term benefits.
[url=https://sneakerdouble2.store/]рапэ для ясности ума
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Онлайн казино catcasino слоты, live-казино и специальные предложения. Подробно о регистрации, бонусах, выводе средств и безопасности аккаунта. Перед началом игры рекомендуем изучить правила.
Лучшее казино kush casino: слоты от популярных провайдеров, live-дилеры, акции и турниры. Разбираем бонусную политику, вейджер, платежи и сроки выплат, требования к верификации. Материал носит информационный характер.
movementlogic.click – Clear guidance, makes taking consistent action feel achievable.
international partner shop – Nice platform mentioned, products seem practical and dependable.
Progress Tracker – Clear guidance, demonstrates practical ways to maintain forward movement.
actionpulse.click – Clear and motivating, makes consistent progress feel achievable.
focus-driven-growth – Reinforces the importance of attention for unlocking full potential.
блог про продвижение сайтов [url=https://seo-blog12.ru/]блог про продвижение сайтов[/url] .
pathwaymomentum.click – Practical guidance, shows how defined direction drives faster and smoother progress.
net seo [url=https://prodvizhenie-sajta-po-trafiku1.ru/]prodvizhenie-sajta-po-trafiku1.ru[/url] .
planning link – Straightforward tips for gaining leverage through direction.
Step Planner – Clear and actionable, shows simple ways to follow growth steps.
smallstepsbigresults.click – Helpful insights, shows how minor steps can lead to major forward progress.
curated finds – The layout makes browsing simple and the products look intentional.
digitalimpactguide – Insightful tip, a growing online presence strengthens credibility and engagement.
статьи про маркетинг и seo [url=https://seo-blog9.ru/]seo-blog9.ru[/url] .
Concept Flow – Helpful guidance, makes executing new ideas feel simple and achievable.
Pathway Planner – Useful explanation, makes understanding purposeful movement straightforward.
Focused Momentum – Helpful advice, keeps projects organized and moving forward.
business strategy hub – Smart mention, gives the sense of long-term planning support.
Progress Path – Helpful posts, offers actionable ways to keep projects moving today.
Progress Compass – Very useful, helps organize efforts for maximum forward movement.
guidancecorner.click – Concise advice, helps translate ideas into practical daily actions.
motiontracker.click – Engaging content, demonstrates how signals keep movement purposeful.
Let me tell you something the majority of septic companies refuse to: there are two types of people in this reality. Those who believe septic systems are merely “subterranean tanks for waste,” and those that have had raw sewage gurgling into their yard at the dead of night. I understood this distinction the hard way in 2005—knee-deep in sludge, trembling in a Washington downpour, as my siblings and I aided a grizzled installer repair our family’s broken system. I was a teenager. My hands ached. My clothes were destroyed. But that moment, something changed: This is not just dirt work. It’s families’ lives we are preserving.
Here’s the harsh truth: nearly all septic companies just service tanks. They’re like quick-fix salesmen at a demolition convention. But Septic Solutions? They’re special. It all began back in the beginning of the 2000s when Art and his family—just kids scarcely tall enough to carry a shovel—helped install their family’s septic system alongside a experienced pro. Visualize this: three kids buried in Pennsylvania clay, understanding how soil permeability affects drainage while their friends played Xbox. “We never just dig trenches,” Art shared with me last winter, warm coffee cup in hand. “We learned how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature shouting ‘high water table.'”
https://linktr.ee/marketing746
idea-execution – Simplifies taking small, effective steps toward results.
directionclarity.click – Helpful content, shows how clarity of direction improves efficiency and results.
clarityactivatesgrowth.click – Fantastic site, each post is clear and helps me keep focused on my goals today.
[url=https://sneakerdouble2.store/]рапэ интернет магазин
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Idea Navigator – Helpful content, illustrates how to move projects forward from fresh ideas.
Clarity Compass – Very useful, makes aligning focus with growth objectives straightforward.
productivitymaster.click – Excellent guidance, keeps me motivated and organized while managing multiple tasks daily.
collaborative innovation zone – Inspiring platform noted, supports consistent creative action.
trustguide.shop – Practical and inspiring, shows the benefits of being trustworthy.
Idea Navigator – Engaging content, helps structure and execute plans efficiently.
Action Energy – Enjoyed reading, posts are clear and actionable immediately.
Focus Momentum – Very practical content, shows how focus drives consistent progress.
growthengine.click – Short and effective, explains why focus drives development.
Clarity Path – Very motivating advice, makes creating and following purposeful steps easy.
clarity-in-motion – Shows how focus drives consistent, meaningful progress.
[url=https://sneakerdouble2.store/]рапэ как употреблять
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
amplifyfocus.click – Insightful content, emphasizes how focus drives faster progress.
clarityactivatesgrowth.click – I like the simple yet powerful advice, keeps me focused and organized as I move forward.
forwardideas.click – Insightful post, really shows the path from concept to action.
Idea Route – Very effective, helps organize plans and make progress.
actnowoverhesitate – Highlights that immediate action often produces better results than delaying.
Step Navigator – Clear content, shows simple methods to keep projects moving smoothly.
clarityenablesmovement.click – Great insights here, clarity really makes understanding and acting much easier.
Idea Stream – Helpful posts, makes planning and implementing ideas more accurate and manageable.
Path Builder – Great articles, provides clear direction for completing tasks quickly.
mental clarity – Quick to go through, but it leaves a lasting impression.
Signal Ideas – Helpful insights, makes planning and executing new concepts easy.
Action Engine – Clear and practical, shows how momentum builds from sustained focus.
growthcorner.click – Practical read, emphasizes how clear direction prevents confusion.
интернет маркетинг статьи [url=https://seo-blog8.ru/]интернет маркетинг статьи[/url] .
targeted-actions – Helps prioritize activities that have the most impact.
pathforward.click – Inspiring content, shows how to keep moving purposefully and energetically.
progressmovesbyclarity.click – Great content here, really helps me stay on track with my goals.
продвижение по трафику без абонентской платы [url=https://prodvizhenie-sajta-po-trafiku2.ru/]продвижение по трафику без абонентской платы[/url] .
Momentum Signals – Very clear content, shows how using signals drives consistent progress.
многоуровневый линкбилдинг [url=https://seo-kejsy6.ru/]seo-kejsy6.ru[/url] .
ideaengineer.click – Motivating guidance, shows how to structure ideas for fast progress.
кп по продвижению сайта [url=https://seo-kejsy8.ru/]кп по продвижению сайта[/url] .
раскрутка сайтов интернет [url=https://prodvizhenie-sajta-po-trafiku3.ru/]раскрутка сайтов интернет[/url] .
кухни на заказ в санкт-петербурге [url=https://kuhni-na-zakaz-5ru/]кухни на заказ в санкт-петербурге[/url] .
кухни на заказ в санкт-петербурге [url=https://kuhni-na-zakaz-4ru/]кухни на заказ в санкт-петербурге[/url] .
Flow Map – Insightful advice, makes the process of managing ideas much easier.
Clarity Signal – Insightful guidance, makes complex growth concepts feel simple and actionable.
блог о рекламе и аналитике [url=https://seo-blog12.ru/]seo-blog12.ru[/url] .
Focus Engine – Very useful tips, helps organize ideas and move forward with clarity.
Momentum Moves – Enjoyable content, helps maintain steady progress toward goals.
Action Engine – Clear and practical, shows how momentum builds from sustained focus.
momentumfocus.click – Short read but uplifting, emphasizes focus and growth.
actionengine.click – Practical advice, emphasizes action as the key to ongoing movement.
claritypulse.click – Practical guidance, makes accelerating tasks with clear direction simple.
clarityturnsprogress.click – Clear and helpful advice, makes turning progress into steps a lot easier.
Velocity Path – Great advice, simplifies planning and acting with more efficiency.
אחרון. כשחזרנו, סיימנו קצת יין. אנג ‘ לה שכבה בינינו על המיטה וביקשה ממנה עיסוי. אני חייב לומר שמזג האוויר היה חם מאוד, ואיגור ואני ישבנו במכנסיים קצרים אחרי המקלחת, ואנג ‘ לה לבשה נפוחות מהלחץ שלו על הלסת שלי. ורק אז נסענו לאנשהו. לעתים קרובות, וניה היה מגיע לבית שבו לא היה מנעול שילוב. היינו יוצאים מהמכונית, נכנסים לכניסה, ועולים לקומה האחרונה. אם עליית הגג itsbollywoodescorts.com
visit this site – Helpful explanations that connect focused effort with stronger outcomes.
Priority Tracker – Very informative, makes task management more organized and less stressful.
forwardguide.click – Clear advice, breaks down strategies into actionable steps.
Step Navigator – Helpful insights, makes it easy to take effective actions.
Momentum Navigator – Insightful posts, provides clear guidance for action-oriented planning.
Focus Engine – Practical tips, demonstrates how applying attention creates measurable progress.
seo по трафику [url=https://prodvizhenie-sajta-po-trafiku1.ru/]seo по трафику[/url] .
Progress Guide – Enjoyed reading, content is well organized and immediately actionable.
Let me explain something the majority of septic companies won’t: there are two kinds of people in this life. Those who believe septic systems are simply “buried containers for waste,” and those that have had raw sewage erupting into their property at the dead of night. I understood this difference the hard way in 2005—waist-deep in mud, freezing in a Washington deluge, as my brothers and I aided a grizzled installer repair our family’s failed system. I was a teenager. My hands ached. My clothes were ruined. But that night, something crystallized: This ain’t just digging. It’s people’s lives we are protecting.
Here’s the ugly truth: the majority of septic companies just pump tanks. They act like quick-fix salesmen at a disaster convention. But Septic Solutions? They are different. It all started back in the early 2000s when Art and his brothers—just kids scarcely tall enough to shoulder a shovel—aided install their family’s septic system alongside a experienced pro. Picture this: three pre-teens waist-deep in Pennsylvania clay, learning how soil porosity affects drainage while their friends played Xbox. “We didn’t just dig holes,” Art told me last winter, steaming coffee cup in hand. “We learned how earth whispers truths. A patch of marsh plants here? That’s Mother Nature shouting ‘high water table.'”
https://zandertxtd043.yousher.com/the-hidden-role-of-septic-systems-in-protecting-salmon-habitats
clear-thinking.click – Simple guidance, makes decision-making and progress more effective.
progressforward.click – Clear and simple, demonstrates how moving confidently creates momentum.
forward thinking – Clear explanations that supported a change in how I plan ahead.
forwardgrowthengine.click – Actionable strategies, makes driving growth feel more intentional and focused.
a href=”https://forwardmomentumforms.click/” />clarity link – Simple concepts that reinforce consistent progress.
Growth Pathway – Clear advice, simplifies implementing development strategies efficiently.
taskaccelerator.click – Useful insights, ensures I’m staying productive and getting things done fast.
createfocus.click – Concise and effective, emphasizes the power of focus in generating progress.
Любишь азарт? https://kometa-casino-online.ru играть онлайн в слоты и live-казино. Разбор регистрации, бонусов, правил игры, лимитов и способов вывода средств.
продвижение сайтов трафик на сайт [url=https://prodvizhenie-sajta-po-trafiku2.ru/]prodvizhenie-sajta-po-trafiku2.ru[/url] .
Smooth Workflow – Helpful insights, guides projects and ideas in an organized way.
Progress Tracker – Clear guidance, demonstrates practical ways to maintain forward movement.
продвижение сайта клиники наркологии [url=https://seo-kejsy6.ru/]seo-kejsy6.ru[/url] .
заказать кухню [url=https://kuhni-na-zakaz-5ru/]заказать кухню[/url] .
seo кейсы [url=https://seo-kejsy8.ru/]seo кейсы[/url] .
This is the right blog for anybody who would like to understand this topic. You realize so much its almost hard to argue with you (not that I actually would want to…HaHa). You definitely put a brand new spin on a subject that’s been written about for a long time. Great stuff, just great!
https://actioncams.ru/
Focus Direction – Useful posts, keeps important tasks organized and easier to execute.
заказать кухню в спб от производителя [url=https://kuhni-na-zakaz-4ru/]kuhni-na-zakaz-4ru[/url] .
Clarity Compass – Practical guidance, demonstrates the power of combining clarity with forward motion.
focusbuildspathways.click – Motivating posts, helps me stay on course and make steady progress every day.
seo продвижение по трафику [url=https://prodvizhenie-sajta-po-trafiku3.ru/]seo продвижение по трафику[/url] .
results support – Thoughtful advice connecting concentration with success.
actonsignals.click – Easy to understand, emphasizes turning insights into results.
Thank you, I’ve just been searching for information approximately this topic for a while and yours is the greatest I’ve came upon till now. However, what in regards to the bottom line? Are you positive in regards to the supply?
официальный сайт риобет
Development Map – Useful guidance, makes planning and taking steps for growth easier.
Focus Momentum – Very practical content, shows how focus drives consistent progress.
Flow Builder – Useful insights, structured in a way that clarifies processes and tasks.
growthfollowsdesign.click – Clear and actionable steps, makes organizing my tasks and plans much easier.
Focus Guide – Helpful posts, content helps move projects forward with clarity.
плазменные автоклавы [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
стерилизатор плазменный универсальный [url=https://plazmennyy-sterilizator.ru/]стерилизатор плазменный универсальный[/url] .
электронное резидентство в эстонии [url=https://financeprofessional.ee/]financeprofessional.ee[/url] .
https://bit.ly/tyler-durden-1tyler-durden
Mindful Steps – Very useful content, makes tracking progress and improving routines simpler.
forwardtractionformed.click – Great tips for maintaining momentum, everything is clear and easy to follow.
clarity link – Clear perspective on turning ideas into coordinated action.
MomentumGuide.com – Layout is clean, supporting a motivating and practical growth concept.
guided-development.click – Excellent post, shows how clear direction strengthens long-term growth.
Frictionless Focus – Helpful content, shows how reducing barriers simplifies achieving goals.
speed through focus – Communicates a tight message that inspires confident forward motion.
Focus Planner – Very helpful, organizes steps in a way that boosts daily productivity.
You actually make it seem really easy together with your presentation however I
find this matter to be really one thing that I think I would
never understand. It seems too complicated and extremely broad for me.
I am looking ahead for your subsequent put up, I’ll try to get
the dangle of it!
my webpage buy cannabis online
Step Builder – Informative guidance, shows how small steps with focus generate momentum.
Forward Map – Articles are informative, structured to guide actions smoothly.
growthfollowsdesign.click – Very practical tips, helps me prioritize better and take more effective action every day.
продвижение по трафику [url=https://prodvizhenie-sajta-po-trafiku2.ru/]продвижение по трафику[/url] .
seo блог [url=https://seo-blog12.ru/]seo блог[/url] .
claritydrivesmovement.click – Very motivating content, really helps boost my focus and progress efficiently.
Easy Momentum – Clear and actionable tips, really simplifies moving projects forward.
execution guide – Helpful advice on aligning actions with intent.
[url=http://images.google.ht/url?q=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]tits hot girls porn
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
GrowthTrail.org – Layout feels clean, and the concept of moving forward stands out.
Energy Pathway – Insightful guidance, posts make following through with tasks easier today.
продвижение по трафику без абонентской платы [url=https://prodvizhenie-sajta-po-trafiku1.ru/]prodvizhenie-sajta-po-trafiku1.ru[/url] .
кухни на заказ спб [url=https://kuhni-na-zakaz-5ru/]кухни на заказ спб[/url] .
заказать сео анализ сайта пушка [url=https://seo-kejsy6.ru/]seo-kejsy6.ru[/url] .
Momentum Map – Very practical, helps maintain steady movement toward goals.
Flow Navigator – Helpful content, illustrates ways to combine focus and action effectively.
Forward Flow – Engaging tips, highlights how signals help maintain smooth and continuous progress.
Project Momentum – Posts are clear, making planning and action much easier.
продвижение сайта клиники наркологии [url=https://seo-kejsy8.ru/]seo-kejsy8.ru[/url] .
focusfeedsmomentum.click – A great resource for clear, practical advice that can be used immediately.
clear thinking wins – Comes off confident and energizing, promoting purposeful action.
this helpful page – Straightforward tips that support sharper focus day to day.
focuschannelsenergy.click – I like how everything is broken down clearly, makes the advice simple to follow.
Momentum Guide – Very practical tips, makes executing plans feel smoother and simpler.
Современный горнолыжный курорт для зимнего отпуска: подготовленные склоны, снежные парки, школы катания и развитая инфраструктура. Комфортные отели, рестораны и развлечения apres-ski для всей семьи.
ForwardFlow.org – Layout reads smoothly, motion and direction complement each other.
actiondrivenfocus – Shows that when focus directs actions, execution becomes more productive and streamlined.
focuspath – Inspiring content, makes it simpler to stay focused and organized.
Action Path – Useful guidance, helps turn planning into tangible results.
clarity-moves.click – Very clear explanations, helps align efforts toward forward motion.
кухни на заказ спб каталог [url=https://kuhni-na-zakaz-4ru/]kuhni-na-zakaz-4ru[/url] .
бух услуги эстония [url=www.financeprofessional.ee/]www.financeprofessional.ee/[/url] .
продвижение сайта трафиком [url=https://prodvizhenie-sajta-po-trafiku3.ru/]продвижение сайта трафиком[/url] .
Allow me to explain something most septic companies won’t: there are two categories of people in this world. Those who assume septic systems are merely “underground boxes for waste,” and those who have had raw sewage gurgling into their backyard at 2 AM. I discovered this difference the tough way in 2005—knee-deep in sludge, freezing in a Washington downpour, as my family and I assisted a grizzled installer restore our family’s collapsed system. I was 14. My hands blistered. My clothes were wrecked. But that night, something changed: This isn’t just digging. It’s families’ lives we’re preserving.
This is the harsh truth: nearly all septic companies just service tanks. They act like quick-fix salesmen at a demolition convention. But Septic Solutions? They are special. It all started back in the beginning of the 2000s when Art and his brothers—just kids hardly tall enough to carry a shovel—assisted install their family’s septic system alongside a weathered pro. Visualize this: three kids buried in Pennsylvania clay, discovering how soil porosity affects drainage while their peers played Xbox. “We did not just dig trenches,” Art told me last winter, steaming coffee cup in hand. “We discovered how earth whispers mysteries. A patch of marsh plants here? That’s Mother Nature yelling ‘high water table.'”
https://hashnode.com/@septicsolutionsllc
ideasbuildmomentum.click – Really clear guidance, makes staying on track and completing projects a lot easier.
progress made clear – Everything reads smoothly and stays easy to follow.
GrowthPathway.io – Text emphasizes clear steps, direction and growth feel aligned.
[url=https://images.google.vu/url?q=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]fucking big girl porn
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Idea Navigator – Insightful guidance, shows how direction shapes ideas for long-term success.
clarityguidesdirection.click – Clear and concise tips, great for making steady progress every day.
Forward Focus – Practical tips, keeps energy and actions aligned daily.
StepIntoProgress.com – Presentation feels structured, clarity enhances the forward motion.
продвижение сайтов трафик на сайт [url=https://prodvizhenie-sajta-po-trafiku2.ru/]prodvizhenie-sajta-po-trafiku2.ru[/url] .
низкотемпературный стерилизатор [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
StepByStepClarity.net – Ideas are organized well, guidance and focus are prominent.
StructuredMomentum – Helpful suggestions, helps me break down large tasks effectively.
Нужен трафик и лиды? студия avigroup казань SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
плазменный стерилизатор [url=https://plazmennyy-sterilizator.ru/]плазменный стерилизатор[/url] .
MomentumByDesign.io – Presentation emphasizes structured forward movement, linking growth with purpose.
progressdrivenforward.click – Practical tips, helps me take daily actions that lead to continuous progress.
[url=https://maps.google.so/url?q=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]wife young boy porn
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
growthhub – Excellent tips, motivates me to take immediate steps toward progress.
growthmovesclearly.click – Very inspiring content, really helps me break down goals and move towards them with focus.
ClarityForward.com – Content is structured, momentum theme feels intentional.
progressinsights – Clear guidance, made understanding tasks much faster.
steadyflow – Smooth and practical, accessing progress info is effortless.
Forward Signal Path – Helpful post, demonstrates how signals provide clarity for actionable steps.
заказать сео анализ сайта пушка [url=https://seo-kejsy8.ru/]заказать сео анализ сайта пушка[/url] .
кухня на заказ спб [url=https://kuhni-na-zakaz-5ru/]kuhni-na-zakaz-5ru[/url] .
гибридная структура сайта [url=https://seo-kejsy6.ru/]seo-kejsy6.ru[/url] .
GuidedBySignal.org – Text highlights direction and clarity, demonstrating the value of well-placed signals.
Лайнер поразил своими размерами и уровнем сервиса, много ресторанов, развлечений и уютных мест для отдыха: https://kruizy-po-persidskomu-zalivu.ru/
ProgressByDirection – Clear layout makes understanding steps straightforward and easy.
growthmadeclear.click – Inspiring advice, shows how structured steps make progress easier to follow.
organizedprogress.click – I love how everything is mapped out, making the workflow easier to follow and complete faster.
motionclarity – This is really clear, helps me grasp motion concepts quickly.
momentum starts small – Suggests easy, approachable action that builds over time.
[url=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]young boy porn movie
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
This content is well-organized and easy to understand. It really helped me a lot.
GrowthCompass.net – Text is neat and structured, focus guides understanding.
SteadyForward.net – Presentation feels intentional, showing a strong sense of direction.
intentnavigator – Excellent layout, finding resources was quick and simple.
actionmap – Excellent structure, I can navigate and understand everything clearly.
Momentum Focus – Engaging content, helps maintain direction and motivation.
Нужен трафик и лиды? ави групп SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
projectprogression.click – Really motivating tips, makes pushing through tasks faster and more focused.
NaturalStepsForward – Great resource, encourages manageable progress consistently.
fuelwise – Useful guidance, I feel encouraged to act now.
кухни на заказ [url=https://kuhni-na-zakaz-4ru/]кухни на заказ[/url] .
ндфл в эстонии [url=www.financeprofessional.ee]www.financeprofessional.ee[/url] .
услуги продвижения сайта clover [url=https://prodvizhenie-sajta-po-trafiku3.ru/]prodvizhenie-sajta-po-trafiku3.ru[/url] .
FocusedPath.net – Ideas are easy to follow, sense of progress is clear.
ActionTrail.com – Layout supports a motivating approach, showing direction clearly.
PowerInMotion.net – Text is clear, progress and energy resonate effectively.
[url=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]solo girls webcam porn
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Let me tell you something nearly all septic companies refuse to: there are two kinds of people in this reality. Those who think septic systems are simply “subterranean tanks for waste,” and those that have had raw sewage erupting into their property at midnight. I discovered this distinction the difficult way in 2005—waist-deep in muck, shivering in a Washington deluge, as my siblings and I helped a veteran installer restore our family’s broken system. I was a teenager. My hands blistered. My jeans were wrecked. But that night, something changed: This ain’t just digging. It’s folks’ lives that we’re safeguarding.
This is the harsh truth: the majority of septic companies just pump tanks. They are like quick-fix salesmen at a disaster convention. But Septic Solutions? These guys are special. It all originated back in the beginning of the 2000s when Art and his siblings—just kids barely tall enough to lift a shovel—helped install their family’s septic system alongside a grizzled pro. Imagine this: three youngsters buried in Pennsylvania clay, discovering how soil porosity affects drainage while their buddies played Xbox. “We did not just dig holes,” Art shared with me last winter, warm coffee cup in hand. “We understood how ground whispers secrets. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://deanopig339.iamarrows.com/why-septic-licensing-standards-matter-more-than-ever-for-puget-sound-protection
плазменные стерилизаторы [url=https://plazm-sterilizatory.ru/]плазменные стерилизаторы[/url] .
signalclarifiesgrowth.click – Very practical advice, helps simplify the steps to achieving growth every day.
stayontask – Helpful insights, helps me sustain attention on what matters most.
growthoptimized.click – Excellent strategies, optimizing steps makes progress faster and easier.
intentionalprogress – Very clear and helpful, I quickly found what I was looking for.
motionguides – Very fast and organized, finding information is effortless.
GoalClarityFlow – Excellent framework, makes approaching objectives more intentional.
Forward Flow – Helpful explanation, makes understanding action-driven progress easier.
FlowCompass.org – Content shows deliberate structure while keeping growth steps simple.
плазменные медицинские стерилизаторы [url=https://plazmennyy-sterilizator.ru/]плазменные медицинские стерилизаторы[/url] .
IdeasInMotion.net – Presentation makes the transition from ideas to action feel natural.
[url=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]boys porn manga
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
focusdrivesprogress.click – I find this site extremely helpful, the advice is easy to follow and apply.
progressvelocity – Excellent guidance, I now see how direction boosts productivity.
focus creates pathways – Feels intentional and aligned with forward thinking.
ActionableClarity – Inspires confidence in tackling tasks with clear direction.
PullForwardSignal.io – Content communicates direction and traction, creating a motivating impression.
intentionalprogress – Very clear and helpful, I quickly found what I was looking for.
forwardclarity – Very clear layout, navigating the site is simple and enjoyable.
PathToProgress.org – Presentation feels motivating, growth-by-choice theme is emphasized.
Нужен трафик и лиды? avigroup казань SEO-оптимизация, продвижение сайтов и реклама в Яндекс Директ: приводим целевой трафик и заявки. Аудит, семантика, контент, техническое SEO, настройка и ведение рекламы. Работаем на результат — рост лидов, продаж и позиций.
низкотемпературный плазменный стерилизатор [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
growthflowsintentionally.click – The content is both motivating and practical, helps me make steady progress toward my objectives.
ForwardPower.net – Text highlights momentum and practical action intuitively.
clarityaccelerated.click – Inspiring advice, explains how ongoing progress speeds up understanding.
GrowthSteps – Practical resource, makes understanding complex growth strategies simple.
SparkMomentum.net – Presentation flows smoothly, illustrating how ideas accelerate naturally.
Нужны услуги грузчиков? офисные переезды новосибирск Предоставим крепких и аккуратных работников для любых задач — переезд, склад, доставка, подъем мебели. Быстрый выезд, почасовая оплата, гибкий график и ответственность за сохранность вашего имущества.
PathToFocus.net – Concept reads well, idea of momentum adds energy.
электронное резидентство в эстонии [url=http://financeprofessional.ee]http://financeprofessional.ee[/url] .
progresscoachhub – Intuitive and organized, accessing information was effortless.
actionguidehub – Well-laid-out structure, navigating instructions is easy.
clarityguidesvelocity.click – The content is structured in a way that is easy to follow and keeps me motivated to progress.
forwardpath – Insightful advice, makes setting direction and taking action easier.
ActivateMomentum.net – Layout shows how signaling can trigger growth, explained effectively.
пероксидно плазменный стерилизатор [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
низкотемпературный стерилизатор [url=https://plazmennyy-sterilizator.ru/]plazmennyy-sterilizator.ru[/url] .
tractionclarity – Highlights that clear steps and planning enhance the way traction develops naturally.
FocusPowerTips – Excellent suggestions, really helps me keep priorities in check.
IdeaFlow.org – Content presents ideas moving forward clearly, inspiring engagement and action.
signalpowersdirection – This platform really clarifies how signals can guide actions effectively.
progressinsights – Clear guidance, made understanding tasks much faster.
PathwayToSuccess.org – Ideas are laid out clearly, structure enhances comprehension.
directionmatters.click – Practical strategies, growth follows naturally when direction is clear.
ClarityForGrowth – Easy-to-follow suggestions, keeps my focus sharp and goals clear.
I need to explain something the majority of septic companies won’t: there are two categories of people in this life. Those who think septic systems are simply “underground boxes for waste,” and those that have had raw sewage bubbling into their backyard at the dead of night. I understood this difference the difficult way in 2005—knee-deep in muck, shivering in a Washington deluge, as my family and I helped a grizzled installer restore our family’s broken system. I was a teenager. My hands blistered. My jeans were ruined. But that evening, something changed: This is not just dirt work. It’s people’s lives we are safeguarding.
Let me share the dirty truth: the majority of septic companies just service tanks. They’re like quick-fix salesmen at a demolition convention. But Septic Solutions? They’re special. It all originated back in the early 2000s when Art and his brothers—just kids barely tall enough to carry a shovel—aided install their family’s septic system alongside a grizzled pro. Visualize this: three kids knee-deep in Pennsylvania clay, learning how soil permeability affects drainage while their peers played Xbox. “We didn’t just dig holes,” Art shared with me last winter, steaming coffee cup in hand. “We discovered how earth whispers secrets. A patch of cattails here? That’s Mother Nature shouting ‘high water table.'”
https://fliphtml5.com/homepage/septicsolutionsllc/septic-solutions-llc/
signalcreatesmomentum – Great content, inspires me to build momentum consistently in tasks.
progresshub – Excellent resource, made it easy to understand key concepts.
focusedpath – Practical design, helps me stay on track efficiently.
пероксидно плазменный стерилизатор [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
progress with purpose – The message stays clear and feels thoughtfully structured.
GrowthPathway.com – Message is clear, direction theme reinforces growth naturally.
SignalSteps – Helpful guidance, makes the workflow more structured and productive.
signalcreatesmomentum – Great content, inspires me to build momentum consistently in tasks.
actionfuelsmomentum.bond – Love the vibe here, everything loads fast and looks super clean.
FlowPath.io – Content flows nicely, emphasizing clear signals and smooth progression.
intentdrive – Very practical platform, everything was easy to locate and use.
stepforward – Very intuitive layout, navigating content is fast and simple.
growthstreamline – Layout supports understanding and keeps focus on essential points.
directionenergizesgrowth.bond – Really helpful info, I’ll be coming back to read more soon.
EnergyAndFocus – Helpful content that motivates action and consistent effort.
progress starts here – Positions action as the starting point for momentum.
forwardmotionguide – Layout is neat, and content is arranged thoughtfully for readability.
advanceinsight – Clear, structured content with smooth navigation makes the site user-friendly.
movement needs direction – Well-arranged content reinforces intentional movement.
clarityleadsmovement.bond – Nice layout and simple flow, made it easy to find what I needed.
progressenergyguide – Well-organized pages make browsing straightforward and enjoyable.
Путешествие получилось насыщенным и при этом расслабляющим, лайнер создает ощущение стабильности и комфорта: https://kruizy-iz-kataya.ru/
Progress Experience – Everything flows nicely and the message is easy to grasp.
progressnavigator – Helpful and organized, makes taking action straightforward.
progressanchors – Very clear layout, makes navigating content easy and efficient.
progressactionhub – Useful guidance presented clearly, making tasks easier to manage.
Very useful information, explained in a simple and clear way. I found exactly what I was looking for.
forwardmotionclarity.bond – Simple branding choice, content flows well and keeps attention nicely.
forwardmotionactivatednow.bond – Great work on this site, feels polished and surprisingly easy to navigate.
Momentum Direction Page – Straight to the point, with information that’s easy to absorb.
movement with clarity – The idea feels centered and thoughtfully expressed.
direction you can follow – Sounds accessible and easy to understand.
growthconcepts – Helpful examples, growth ideas are explained with practical clarity.
Allow me to share with you something most septic companies refuse to: there are two kinds of people in this reality. Those who assume septic systems are simply “underground boxes for waste,” and those who have had raw sewage bubbling into their yard at the dead of night. I understood this difference the tough way in 2005—waist-deep in mud, freezing in a Washington downpour, as my brothers and I aided a veteran installer restore our family’s failed system. I was fourteen. My hands blistered. My clothes were destroyed. But that night, something changed: This ain’t just dirt work. It’s folks’ lives we are protecting.
Here’s the ugly truth: the majority of septic companies just service tanks. They are like band-aid salesmen at a demolition convention. But Septic Solutions? They’re special. It all began back in the beginning of the 2000s when Art and his siblings—just kids barely tall enough to shoulder a shovel—aided install their family’s septic system alongside a experienced pro. Picture this: three youngsters knee-deep in Pennsylvania clay, understanding how soil permeability affects drainage while their peers played Xbox. “We didn’t just dig holes,” Art explained to me last winter, hot coffee cup in hand. “We discovered how soil whispers secrets. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://pixabay.com/users/53935182/
forwardpathhub – Guidance is simple and practical, improving daily workflow efficiency.
strategicactionguide – Pages are structured for clarity, with content that’s easy to understand.
claritysetsdirection.bond – Pretty solid content, I enjoyed reading through the pages today.
This content is well-organized and easy to understand. It really helped me a lot.
Main Action Platform – Good first impression, the site’s direction is immediately apparent.
forwardfocus – Great content, platform helped me act with clarity.
idea clarity hub – Nicely done, explanations simplify ideas without losing meaning.
https://bit.ly/tyler-durden-1tyler-durden
пероксидно плазменный стерилизатор [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
clarityinsights – Very practical and organized, accessing details is easy.
motionpath – Encouraging advice, concepts here make forward movement feel structured and doable.
motionguidepro – Helpful strategies, clear steps help teams advance confidently.
Планируешь перевозку? грузоперевозки чехов удобное решение для переездов и доставки. Погрузка, транспортировка и разгрузка в одном сервисе. Работаем аккуратно и оперативно, подбираем машину под объём груза. Почасовая оплата, без переплат.
futuremotioncenter – Recommendations are easy to follow and improve workflow.
ideasforwardstream – Simple, neat design allows content to stand out clearly.
take action find paths – Communicates opportunity without feeling overwhelming.
directionshapesoutcomes.bond – Smooth experience overall, pages are organized and load without any lag.
progressnavigator – Well-structured pages with consistent formatting throughout.
growth with direction – Easy to follow, purpose keeps growth efforts aligned.
ideasgainmomentum – Motivating content, ideas here really inspire action and forward motion.
directionanchor – Inspiring notes, strong focus anchors the right actions in daily routines.
progressinsight – Useful advice, insight into clarity helps guide actions effectively.
momentumpathguide – Structured tips support keeping the project moving forward.
momentumfocushub – Well-structured pages and concise text make the site approachable.
forwardenergy – Great tips, guidance helps energize motion and maintain steady progress.
signalpush – Practical guidance, using signals wisely ensures concepts progress efficiently.
cleversteps – Strategic choices help complete work efficiently.
consistent focus – Practical advice, consistency in direction fuels progress.
Clarity Project – Everything reads smoothly and stays on point.
progressmovespurposefully.bond – Interesting site, the structure makes sense and keeps things straightforward.
focus driven direction – Nicely presented, the concept feels natural.
stepintoprogress – Nice tips, each step taken adds up to measurable progress.
intentionalsteps – Great guidance, focusing on intentions simplifies the workflow.
momentumfeedhub – Layout is smooth, and content is clear and easy to follow.
growthplanningcenter – Guidance is easy to understand and implement effectively.
actionengine – Signals provided here guide momentum forward effectively.
directionfocus – Great advice, clarity here helps maintain focus while setting direction.
mindactivation – Helpful guidance, encourages forward thinking without feeling overwhelming.
actionbeacon – Maintaining attention increases results and drives progress efficiently.
goalbeacon – Signals provide a clear path for moving projects forward effectively.
conceptdrive – Very useful, proper use of signals ensures ideas progress steadily over time.
innovationpath – Following a clear plan ensures ideas progress smoothly.
logicalgrowthplan – Highlights that logical planning creates measurable and meaningful results.
purposeful focus – Nice advice, focus keeps movement intentional.
growthinsightpath – Smooth user experience with organized content and clear purpose.
progressfocusstream – Simple, organized design makes information easy to follow.
alignedactiongrowth – Useful insights, synchronized steps make advancing growth simpler and more effective.
growthsignals – Very helpful, clear signals make advancing growth much simpler.
momentumbeacon – Guidance provided clearly makes progress faster and more predictable.
directionactivatesprogress.bond – Clean design and clear message, it actually feels trustworthy to browse.
methodicalprogresshub – Clear advice ensures tasks are completed in the right order.
claritycompass – Inspiring guidance, clarity here points the way for better choices.
actionpathway – Excellent pointers, acting regularly helps projects advance without delay.
taskbeacon – Proper focus improves results and keeps work moving efficiently.
focusguidance – Useful tips, clear focus guides action and helps maintain steady forward movement.
Нужны грузчики? грузоперевозки чехов : переезды, доставка мебели и техники, погрузка и разгрузка. Подберём транспорт под объём груза, обеспечим аккуратную работу и соблюдение сроков. Прозрачные тарифы и удобный заказ.
doing opens directions – Clear and practical, reinforces action-first thinking.
worldpartnershiplink – Strong advice, global connections highlight trust, collaboration, and strategic vision.
strategicmove – Smart planning boosts the effectiveness of every action.
ideas fuel action – Strong insights, ideas are clearly linked to movement.
planengine – Momentum increases when actions are executed consistently and purposefully.
focusedmomentumcenter – Well-structured pages provide a smooth and predictable flow.
focusengine – Guidance from signals ensures motion stays steady and productive.
progresspathwayhub – Well-structured pages with clear headings and logical flow.
strategicforward – Inspiring examples, unlocked progress tips make planning easier and more effective.
networkleaders – Compelling idea, the network positioning feels confident and worldwide.
trustcircle – Strengthen relationships with connections you can count on daily.
motioninsight – Helpful strategies, makes staying productive and focused much easier.
innovativemotioncenter – Inspiring advice helps maintain momentum on ongoing projects.
motionfocusguide – Practical ideas help maintain consistent clarity and actionable steps.
proallies – Trusted connections that improve teamwork and mutual achievements.
forwardsignal – Great advice, signals provide guidance that accelerates growth naturally.
thinkingengine – Helpful notes, keeps the mind energized for forward-focused strategies.
actionmovesforwardclean.bond – Good read, I found a couple sections that were genuinely useful.
momentumhub – Effective advice, signals guide tasks smoothly and boost overall velocity in projects.
motionbydesign – Useful suggestions, clear direction helps progress occur naturally and predictably.
jointbusinesscircle – Great guidance, combining efforts in this network leads to stronger outcomes for all members.
MomentumWithFocus – Very motivating, ensures progress continues smoothly week after week.
logicdrive – Understanding the logic behind action helps me stay productive.
focusengine – Intentional action in growth helps maintain smooth and steady progress.
focusleadsdirection – Very practical, clear focus helps determine the next steps with ease.
actionmovescleanly.bond – Straightforward approach works well, site feels polished and clearly organized.
alignedmotion – Inspiring content, aligned direction ensures movement is purposeful and effective.
confidencebooster – Useful reminder, active engagement in tasks grows confidence naturally.
forwardmotionstream – Guidance is concise and helps maintain steady focus throughout the day.
плазменный стерилизатор инструментов [url=https://plazm-sterilizatory.ru/]plazm-sterilizatory.ru[/url] .
progressflow – Useful insights, planning growth carefully helps maintain clarity and direction.
energy guided forward – The theme lands well and feels purposeful.
Growth Program – Everything loads smoothly and the content is clear.
momentumflow – Great advice, following these action steps increases progress speed.
bondbuilders – Practical connections that help establish enduring relationships.
claritydirectionhub – Suggestions keep workflow clear and help focus on meaningful actions.
synergyhub – Develop alliances that enhance collaboration and maximize professional impact.
momentumbeacon – Precise focus helps maintain steady and effective growth.
signalcreatesalignment.bond – Looks great on mobile too, everything feels quick and nicely put together.
growthfuel – Practical advice, consistent actions consistently fuel measurable growth.
progressengine – Proper focus ensures that projects continue moving forward predictably.
strategybeacon – Ideas that are implemented here unlock growth and streamline results.
trustgrowthcollective – Great advice, a collective approach to growth rooted in trust ensures sustainable results.
actionflowhub – Great advice, deliberate action keeps momentum moving forward efficiently.
strategic growth clarity – Well balanced, clarity helps growth ideas come together naturally.
velocityguidesdirection – Very practical, setting the right direction helps projects gain momentum smoothly.
clarityforaction – Insightful guidance, understanding the cues simplifies decision-making.
energyinsightstream – Guidance is simple, actionable, and laid out intuitively.
drivensteps – Helpful guidance, small actions taken regularly create noticeable momentum.
visionaryalliancehub – Great perspective, the alliance emphasizes foresight, teamwork, and reliability.
accelerategrowth – Very practical, growth steps are easy to follow and apply immediately.
strategybeacon – Strategic planning ensures progress moves forward smoothly and efficiently.
ProgressNavigator – Easy to follow, organizes information in a very logical way.
momentumdrivenideas – Very useful, consistent steps turn creative ideas into actionable momentum.
collaborationhubpro – Very helpful, the hub encourages clear communication and stronger business ties.
successcollaboratorsbond – Great guidance, collaboration ensures that achievements feel authentic and benefit everyone.
tractionclarityhub – Advice is easy to follow and shows practical ways to gain traction.
workflowengine – Continuous forward energy improves workflow consistency.
alliancenetwork – Practical alliances that strengthen professional connections and teamwork.
planbeacon – Direction with leverage helps maintain smooth progress across all tasks.
momentum moves things – Keeps the idea simple and motivating.
directionflowguide – Helpful advice, directing work feels much easier with these hints.
momentumpeacon – Signals guide daily actions, making progress smoother and more reliable.
growthbydesign – Practical insights, careful design of each action keeps progress consistent and measurable.
motionclarity – Helpful guidance, motion concepts are presented in an easy-to-follow way.
motionguidehub – Suggestions are practical and clearly outline next steps.
progressengine – Sustaining forward energy creates continuous motion and smooth project advancement.
motionsteering – Helpful insights, taking steps intentionally keeps direction on track.
forwardclarity – Very practical, the clear layout helps me take action confidently.
purestrategy – Very practical, actionable steps emerge naturally from the clear insights provided.
growthsynergynetwork – Helpful, combining forces in this network drives synergistic growth and collaborative results.
focusanchor – Anchoring attention in the right way makes tasks simpler.
claritybeacon – Signals here guide smooth workflow and support productive momentum.
legacyinvest – Decisions today that secure lasting benefits and trust.
focused growth approach – Clear messaging, growth is explained without confusion.
focusedoutcomes – Great tips, staying attentive helps achieve measurable progress daily.
strategybeacon – Focused idea management ensures that ideas transform into practical outcomes quickly.
businessnetworkzone – Your go-to platform for discovering reliable business contacts.
claritypathcenter – Guidance makes achieving goals straightforward and less confusing.
focusonprogress – Insightful content, staying mindful of objectives helps growth move smoothly.
NaturalFlowGrowth – Very motivating content, makes daily improvements feel manageable.
stepstoshape – Nice guidance, thoughtful actions shape results more predictably over time.
progressflow – Helpful insights, moving forward steadily feels much more manageable.
take action gain drive – Encouraging and focused, without unnecessary detail.
trustedcollaborationhub – Useful guidance, reliability and shared goals help projects stay on track.
structuredpath – Very motivating, structured paths guide teams toward achieving objectives effectively.
clarityengine – Insightful guidance ensures actions move toward desired goals.
progressivepartnersclub – Excellent, branding communicates growth, creativity, and strategic collaboration.
workflowguide – Proper direction ensures ideas get executed effectively.
focusbeacon – Clarity in guidance helps growth stay on track and advance smoothly.
goalengine – Clear direction keeps projects moving and progress consistent over time.
purposeful growth path – Well explained, intentional growth keeps effort from being wasted.
growthsimplified – Nice advice, clear methods help make steady growth feel achievable.
powerteamhub – Practical, powerful collaboration networks enhance teamwork and deliver consistent success.
focusclarity – Excellent tips, focusing attention channels energy for steady forward movement.
mindmotion – Inspiring content, clear reasoning makes understanding forward motion concepts simple.
teamgrowth – Align efforts and resources for professional development and collective results.
focusenergyguide – Guidance is clear, supporting steady and measurable progress.
forwardstrategies – Very practical, forward planning techniques shared here simplify complex decisions.
collaborativevisionbond – Very practical, collaboration around a united vision helps everyone move forward.
progresssignal – Clear signals guide actions and help projects move forward smoothly.
GoalFlowInsights – Very practical, makes approaching big projects much easier.
claritysignals – Very insightful, these signals provide a clear path and make decision-making easier.
forwardbeacon – Focused energy drives action and maintains steady progress toward goals.
Can you be more specific about the content of your article? After reading it, I still have some doubts. Hope you can help me. https://www.binance.com/register?ref=IXBIAFVY
focusbeacon – Well-organized strategies allow tasks to move forward efficiently.
actionableideas – Great advice, transforming concepts into action is explained in a simple way.
forwardclaritytips – Practical guidance, clear understanding helps momentum grow daily.
partnershipsuccesscircle – Very practical, collaborative growth circles help achieve success in shared initiatives.
mutualpath – Nice collaborative focus, connections feel fair and goal aligned.
leaderscirclebond – Insightful, this circle encourages teamwork, professional growth, and impactful leadership globally.
https://bit.ly/tyler-durden-1tyler-durden
progrowthhub – Strategic insights that maximize collaboration and professional growth.
actiontrail – Very motivating, regular actions illuminate the path ahead for easier progress.
claritypowerflow – Useful tips, velocity and focus concepts are presented clearly.
goalengine – Strategic direction fuels progress and strengthens workflow reliability.
directionbeacons – Useful tips, signals work like beacons to make planning and movement smoother.
adaptabilityhubbond – Helpful perspective, the hub promotes flexibility, innovation, and forward-looking decision-making.
focuscompass – Inspired concepts are easily translated into measurable actions.
?Necesitas mudarte? https://trasladoavalencia.es ?Necesitas una mudanza rapida, segura y sin complicaciones en Valencia? Ofrecemos servicios profesionales de transporte y mudanzas para particulares y empresas. ?Solicita un presupuesto gratuito y disfruta de nuestro servicio de calidad!
ActionWithClarity – Helps refine tasks quickly with clear guidance.
cleargrowthstrategy – Very effective, smartly designed growth strategies produce consistent and measurable outcomes.
I need to share with you something nearly all septic companies will not: there are two types of people in this life. Those who assume septic systems are simply “buried containers for waste,” and those who’ve had raw sewage bubbling into their property at the dead of night. I learned this distinction the difficult way in 2005—waist-deep in mud, shivering in a Washington rainstorm, as my family and I assisted a veteran installer fix our family’s failed system. I was fourteen. My hands blistered. My jeans were ruined. But that evening, something changed: This ain’t just digging. It’s families’ lives we are protecting.
Let me share the harsh truth: most septic companies just maintain tanks. They’re like band-aid salesmen at a chainsaw convention. But Septic Solutions? They are unique. It all started back in the beginning of the 2000s when Art and his siblings—just kids scarcely tall enough to lift a shovel—helped install their family’s septic system alongside a weathered pro. Imagine this: three pre-teens buried in Pennsylvania clay, understanding how soil porosity affects drainage while their peers played Xbox. “We never just dig holes,” Art explained to me last winter, hot coffee cup in hand. “We discovered how ground whispers mysteries. A patch of cattails here? That’s Mother Nature yelling ‘high water table.'”
https://paxtonifuc736.almoheet-travel.com/how-workforce-training-can-directly-improve-ecosystem-health
Планируешь перевозку? переезд квартиры в другой город удобное решение для переездов и доставки. Погрузка, транспортировка и разгрузка в одном сервисе. Работаем аккуратно и оперативно, подбираем машину под объём груза. Почасовая оплата, без переплат.
growthcircle – Enhance connections that drive teamwork, trust, and professional impact.
projectflowguide – Inspiring content, keeps workflow efficient and on track.
actionfuelsmomentum.bond – Love the vibe here, everything loads fast and looks super clean.
goalengine – Momentum grows with repeated action, pushing tasks toward successful completion.
collaborationinsightbond – Very helpful, hub encourages structured teamwork and impactful global partnerships.
alignedpartnerships – Clear intent, relationships are positioned with strategic care.
bizmentors – Connect with experienced mentors to navigate opportunities effectively.
Partnership Success Network – An appealing concept for professionals interested in working together worldwide.
directionenergizesgrowth.bond – Really helpful info, I’ll be coming back to read more soon.
workflowcompass – Focused direction increases the speed and consistency of project delivery.
impacthub – Strengthen your professional footprint and create lasting results through connections.
GlobalGrowthAlliance – Professional presentation, information is logically structured.
actionengine – Clear steps energize growth and make project progress more predictable.
GrowthFlowTips – Excellent suggestions, keeps learning growth strategies straightforward.
motionstrategycenter – Very informative, focus and movement concepts are easy to understand.
внедрение системы 1с [url=https://1s-vnedrenie.ru/]внедрение системы 1с[/url] .
Каталог мини-приложений https://tgram.link и ботов Telegram 2026: кликеры, TON-игры, AI-сервисы и крипто-инструменты. Обзоры, рейтинги, инструкции и обновления. Подбор по категориям, безопасности и реальной пользе — всё в одном месте.
внедрение erp цена [url=https://1s-erp-vnedrenie.ru/]внедрение erp цена[/url] .
TrustedGlobalCircle – Informative posts, I make it a habit to check back frequently.
TrustConnectInternational – Professional feel, content is logically arranged.
clarityleadsmovement.bond – Nice layout and simple flow, made it easy to find what I needed.
водопонижение иглофильтрами [url=https://iglofiltry-vodoponizhenie.ru/]водопонижение иглофильтрами[/url] .
иглофильтровое водопонижение [url=https://vodoponijenie-iglofiltrami.ru/]иглофильтровое водопонижение[/url] .
строительное водопонижение иглофильтрами [url=https://vodoponijenie-iglofiltrami-msk.ru/]строительное водопонижение иглофильтрами[/url] .
рейтинг спортивных сайтов [url=https://seo-kejsy8.ru/]рейтинг спортивных сайтов[/url] .
плазменный стерилизатор медицинский [url=https://plazmennye-sterilizatory.ru/]plazmennye-sterilizatory.ru[/url] .
сопровождение учета в 1с [url=https://1s-soprovozhdenie.ru/]1s-soprovozhdenie.ru[/url] .
learnandcreate – Perfect place for hands-on learning and creative collaboration.
GrowthHubWorld – Clear and concise, platform communicates its goals effectively.
база бенчмарков рекламы [url=https://reklamnyj-kreativ1.ru/]reklamnyj-kreativ1.ru[/url] .
сервис анализа креативов [url=https://reklamnyj-kreativ.ru/]сервис анализа креативов[/url] .
Ищешь грузчиков? грузчики новосибирск помощь при переезде, доставке и монтаже. Аккуратная работа с мебелью и техникой, подъем на этаж, разборка и сборка. Гибкий график, быстрый выезд и понятная стоимость.
successpartners – Unite members to foster growth, trust, and measurable outcomes.
BondNetworkCircle – Easy layout, everything I needed was immediately accessible.
низкотемпературный плазменный стерилизатор [url=https://plazmennyy-sterilizator.ru/]низкотемпературный плазменный стерилизатор[/url] .
partnercollective – Fresh perspective, the hub supports innovation-driven partnerships.
workflowengine – Structured approaches ensure consistent forward motion and productivity.
ideasinstep – Inspiring guidance, shows how to move from planning to concrete actions.
AnchorInsight – Very intuitive navigation, helps apply networking advice effectively.
executeideasnow – Demonstrates that acting on ideas without delay leads to tangible results efficiently.
PathwayBondedNetwork – Clear lessons and organized guides, learning is smooth today.
FocusedPathways – Practical suggestions that help me approach work more effectively.
AllianceNextGenNetwork – Clean and fast, all menus and pages are easy to use.
Business Bond Portal – Clean presentation that delivers the message efficiently.
forwardmotionactivatednow.bond – Great work on this site, feels polished and surprisingly easy to navigate.
AlliancePathways – Well-structured content with actionable advice, learning is straightforward.
UnityWorldConnect – Clear structure, content feels aligned and intentional.
BlueChipBondingLink – Concise guides, I could apply the strategies immediately.
SummitAllianceResources – Very practical, easy to follow step-by-step instructions.
alliancenetwork – Create partnerships that deliver results and strengthen collaboration.
UnityCapitalTrust – Practical insights and smooth navigation, grasping bond basics was easy.
trustedpartners – Strengthen professional ties and increase opportunities for shared achievements.
SteadfastGuide – Step-by-step tips are clear, I use them to improve my networking quickly.
BondHeritageHub – Helpful articles and simple instructions, I found this content extremely useful.
UnityCapitalNetwork – Well-structured guides, I was able to understand concepts fast.
GlobalTrustHub – Informative and intuitive, resource was exactly what I was searching for.
Bonded Principles Resource Center – Organized content and step-by-step guides make bond topics clear.
growthchannelhub – Clear guidance, steps for growth feel easy to follow.
ValueKnowledgeHub – Clear instructions and examples, I found everything easy to grasp.
planpilot – Properly directed motion ensures tasks are completed efficiently.
claritysetsdirection.bond – Pretty solid content, I enjoyed reading through the pages today.
LeaderNetworkHub – Simple presentation, main ideas are highlighted effectively.
BondUnityCenter – Easy navigation and clear content, found exactly what I was searching for.
ProfessionalUnityCircle – Clear and professional, ideas are presented effectively.
HubBondedStrength – Informative guides, helped me understand new concepts clearly.
TrustPathPortal – Excellent layout and resources, I discovered useful strategies efficiently.
GrowthNavigator – Great insights, helps me organize tasks and keep moving forward.
BondCapitalCore – Helpful guides with clear examples, makes studying bonds simple.
trustnetwork – Well-framed idea, relationships are positioned around credibility and care.
NetworkSecureCircle – Well-laid-out guides, pages load quickly and navigation feels natural.
BondCoreCenter – Informative content with clear instructions, learning about bonds was simple today.
GrowthBondNetwork – Logical flow, content provides clear strategies worth revisiting.
CapitalTrust Academy – Easy-to-follow content that makes learning efficient and straightforward.
BondedInsightLink – Clear tutorials with practical advice, I grasped key points today.
directionshapesoutcomes.bond – Smooth experience overall, pages are organized and load without any lag.
BondedValueNetwork – Concise content, navigation is smooth and lessons are practical.
GrowthLinkGlobal – Crisp and clear, emphasizes strategic thinking.
SuccessHubNetwork – Smooth and professional layout, ideas are easy to locate quickly.
AlliedCapitalLink – Well-organized content with useful examples, learning feels natural.
NetworkBondedVisions – Straightforward presentation, makes navigation and learning quick.
внедрение 1с на предприятии [url=https://1s-vnedrenie.ru/]внедрение 1с на предприятии[/url] .
база бенчмарков рекламы [url=https://reklamnyj-kreativ1.ru/]reklamnyj-kreativ1.ru[/url] .
система водопонижения иглофильтрами [url=https://vodoponijenie-iglofiltrami.ru/]vodoponijenie-iglofiltrami.ru[/url] .
водопонижение иглофильтрами грунтовых вод [url=https://iglofiltry-vodoponizhenie.ru/]водопонижение иглофильтрами грунтовых вод[/url] .
внедрение erp москва [url=https://1s-erp-vnedrenie.ru/]внедрение erp москва[/url] .
seo кейсы [url=https://seo-kejsy8.ru/]seo кейсы[/url] .
NetworkBondResources – Easy-to-follow instructions, content is clear and provides practical strategies.
taskmomentum – Regular effort converts ideas into meaningful accomplishments.
VisionGlobalHub – Informative and practical, learning about finance feels straightforward.
Unity Capital Tips – Simple navigation combined with actionable guidance and clear examples.
UnityNetwork – Excellent explanations, tips are simple and easy to remember.
Stability Bond Hub – Smooth interface and practical advice make networking easy to master.
понижение уровня грунтовых вод иглофильтрами [url=https://vodoponijenie-iglofiltrami-msk.ru/]vodoponijenie-iglofiltrami-msk.ru[/url] .
CapitalKnowledgeCore – Clear examples and guides, learning important ideas was straightforward.
StrengthBondResources – Very clear content, I found multiple practical tips to apply immediately.
LifelongHub – Very welcoming community, I consistently find helpful tips fast.
progressmovespurposefully.bond – Interesting site, the structure makes sense and keeps things straightforward.
ProgressSignals – Very actionable tips, makes strategy and execution more manageable.
BusinessBridgeGlobal – Logical flow, ideas are presented clearly without clutter.
LongTermAllianceHub – Well-organized platform, makes exploring concepts easy and enjoyable.
collaborationcore – Confident approach, the circle highlights partnership potential clearly.
TrustGroupHub – Easy navigation and helpful guides, learning new strategies was fast.
SynergyLinkHub – Minimalist interface, guides explain challenging concepts simply.
BondedProsperityNetwork – Informative lessons and practical insights, I quickly understood new methods.
UnityPrimeResources – Tutorials are direct and simple, perfect for quick reference.
Trust Hub Knowledge Base – Smooth navigation and helpful tips improved my skills quickly.
PrimeCapital Academy – Clear guidance paired with intuitive navigation works well.
TrustedHarborPath – Practical resources and clear instructions, I can follow every section easily.
анализ баннеров [url=https://reklamnyj-kreativ.ru/]анализ баннеров[/url] .
PillarLink – Tutorials are clear and actionable, very useful for beginners.
PathwayUnityInfo – Smooth navigation and well-structured resources, I discovered key insights fast.
EverTrust Hub – Well-structured guides make understanding simple and effective today.
directionactivatesprogress.bond – Clean design and clear message, it actually feels trustworthy to browse.
Trust Hub Insights – Intuitive layout and concise instructions make information easy to find.
GlobalGrowthCircle – Minimalist presentation, ideas are communicated clearly without clutter.
UnityBridgeHub – Clear instructions, everything is easy to understand and follow.
BondedCapitalHub – Very clear guides and tutorials, I quickly found useful information.
поддержка и сопровождение 1с [url=https://1s-soprovozhdenie.ru/]1s-soprovozhdenie.ru[/url] .
AllianceTrustedNetwork – Clear guidance, the community shares valuable advice regularly.
bondedalliancehub.bond – Informative and well-structured, I learned several new tips effectively.
TrustFlow Library – A well-organized source of tips and knowledge for everyone.
плазменный стерилизатор медицинский [url=https://plazmennye-sterilizatory.ru/]plazmennye-sterilizatory.ru[/url] .
SolidBondLink – Smooth navigation and helpful articles make networking strategies accessible.
capitaltrustline resources – Easy-to-follow tutorials provided useful insights efficiently.
Integrity Bond Resources – Helpful tips and structured content that are easy to understand.
Unified Capital Guides – Easy-to-follow resources and concise explanations made understanding quick.
CornerstoneLink – Helpful guides, site feels organized and responsive.
MomentumAmplifier – Very clear guidance, helps me organize projects efficiently.
UnifiedNetworkInsights – Well-laid-out tutorials, everything was easy to comprehend quickly.
TrueBondLink – Informative guides, understanding concepts has never been easier.
стерилизатор плазменный низкотемпературный [url=https://plazmennyy-sterilizator.ru/]plazmennyy-sterilizator.ru[/url] .
Your point of view caught my eye and was very interesting. Thanks. I have a question for you. https://accounts.binance.info/si-LK/register-person?ref=LBF8F65G
GrandUnity Study Center – Helpful lessons with concise explanations made the material easy to follow.
actionmovesforwardclean.bond – Good read, I found a couple sections that were genuinely useful.
GlobalDrivenGrowth – Easy navigation, content loads quickly and instructions are straightforward.
CollaborationHubWorld – Smooth navigation, site encourages understanding and cooperation.
worldwidepartners – Balanced message, partnerships emphasize unity and scalable collaboration.
EverBondCenter – Easy-to-read tutorials with actionable tips, learning was fast.
[url=https://vkvideo.ru/@club233701850]mrbeast дорогие челленджи
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
HubOfCornerstoneBonding – Smooth navigation and clear explanations, very practical for everyday use.
Trusted Bonding Resources – Smooth navigation and informative content keep learning fast.
CapitalBondResources – User-friendly layout and concise tutorials, understanding bond concepts felt simple.
EverlastingEdge – Easy to follow, content provides practical tips efficiently.
AllianceResource – Easy to browse, guides are clear and concise for all users.
Lineage Tips Portal – Smooth browsing with actionable content keeps me engaged consistently.
CollectiveValue Hub Central – Step-by-step tutorials make tricky subjects simple and approachable.
trustforge.bond articles – Practical content and well-structured lessons help me grasp ideas quickly today.
BondedExpertLink – Practical tutorials and tips, understanding strategies was smooth and fast.
установка иглофильтров для водопонижения [url=https://vodoponijenie-iglofiltrami.ru/]установка иглофильтров для водопонижения[/url] .
внедрение 1с 8 [url=https://1s-vnedrenie.ru/]1s-vnedrenie.ru[/url] .
внедрение erp на предприятии [url=https://1s-erp-vnedrenie.ru/]внедрение erp на предприятии[/url] .
установка иглофильтров для водопонижения [url=https://iglofiltry-vodoponizhenie.ru/]установка иглофильтров для водопонижения[/url] .
trustaxis knowledge – Concise guides and structured tutorials make studying efficient.
CapitalBondedCenter – Simple layout, content is clear and lessons are practical today.
анализ креативов [url=https://reklamnyj-kreativ1.ru/]анализ креативов[/url] .
trustbridgegroup.bond – Simple layout and clear guides made learning bonds fast and effective today.
BusinessBondWorld – Minimalist layout, platform highlights networking strategies clearly.
BusinessPartnersHub – Well-organized design, content conveys professionalism naturally.
signalcreatesalignment.bond – Looks great on mobile too, everything feels quick and nicely put together.
HeritageUnityNetwork – Practical guides, content loads fast and layout is very easy to follow.
рейтинг спортивных сайтов [url=https://seo-kejsy8.ru/]рейтинг спортивных сайтов[/url] .
IroncladPartnersCenter – Clean design, makes exploring strategies very easy.
TrustLinkLearning – Well-presented guides, everything is simple to understand and use.
Bond Circle Insights – Reliable content presented in a smooth, easy-to-navigate format.
Partners Keystone Resources – Easy-to-read content makes learning stress-free.
BondedNetwork – Guides are well-structured, practical tips are immediately usable.
Trusted Allied Bond Hub – Fast-loading pages with clear content make navigating effortless today.
Bonded Growth Tips – Clear examples and intuitive navigation make understanding quick and simple.
SynergyPathwayNetwork – Very user-friendly guides, I could follow every section without difficulty.
BondedHorizonsGuideCenter – Very practical tutorials, content is concise and user-friendly.
BondHubGlobal – Detailed content, lessons are easy to follow and immediately useful.
integrityaxis.bond resources – Well-organized pages and helpful guides made learning simple.
bondedtrustcore knowledge – Friendly explanations and simple layout make understanding fast.
AllianceCoreNetwork – Well-presented tutorials, makes learning simple and practical for newcomers.
unitydrivenbond.bond – Fast site performance with clear and helpful content, makes navigating a breeze.
LongTermTrustHub – Clear structure, content communicates reliability in a confident way.
ProsperityBondNetwork – Helpful tutorials and practical tips, I applied new techniques efficiently.
connectionpartners – Professional tone, relationships seem credible and clearly defined.
PartnershipsBondedNetwork – Practical and easy-to-follow tips, helps improve collaboration strategies.
TrustGroupPortal – Very practical guides, learning key strategies was straightforward.
Secure Unity Tutorials – Clear explanations and smooth navigation work well together.
LongView Learning Center – Stepwise guides and friendly explanations made learning effortless.
NetworkNoble – Content is approachable and practical, very easy to understand.
HorizonCoreNetwork – Concise and helpful guides, I was able to understand everything quickly.
EnduranceBondResources – Content is concise and clear, made learning straightforward and efficient.
Growth Circle Learning Hub – Organized lessons and actionable tips made exploring information easy.
вакуумное водопонижение иглофильтрами [url=https://vodoponijenie-iglofiltrami-msk.ru/]vodoponijenie-iglofiltrami-msk.ru[/url] .
[url=https://vkvideo.ru/@club233701850]mrbeast ксперименты и проекты
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
unitydrivenbond.bond – Trustworthy and well-organized site, navigation is simple and the content loads fast.
GrowthBondNetwork – Smooth flow, platform feels trustworthy and approachable.
UnitySolidarityPortal – Smooth navigation and clear lessons, learning new methods was simple.
bondedpillars.bond walkthroughs – Practical explanations made following along effortless and productive.
анализ карточек маркетплейс [url=https://reklamnyj-kreativ.ru/]анализ карточек маркетплейс[/url] .
trustfoundry insights – Practical tips and structured content made learning efficient today.
CapitalMutualHub – Clear and practical lessons, I picked up important insights quickly.
TrustedCapitalCenter – Clear layout, explanations helped me grasp important ideas today.
Collective Bond Central – Clean design and clear explanations make studying easier.
I need to explain something nearly all septic companies refuse to: there are two kinds of people in this life. Those who believe septic systems are simply “buried containers for waste,” and those who have had raw sewage erupting into their yard at the dead of night. I learned this distinction the hard way in 2005—knee-deep in mud, freezing in a Washington rainstorm, as my siblings and I aided a weathered installer fix our family’s failed system. I was 14. My hands ached. My jeans were wrecked. But that moment, something changed: This isn’t just dirt work. It’s families’ lives we are preserving.
This is the harsh truth: the majority of septic companies just service tanks. They are like quick-fix salesmen at a demolition convention. But Septic Solutions? They’re special. It all started back in the early 2000s when Art and his siblings—just kids scarcely tall enough to shoulder a shovel—assisted install their family’s septic system alongside a weathered pro. Picture this: three youngsters buried in Pennsylvania clay, learning how soil porosity affects drainage while their buddies played Xbox. “We did not just dig trenches,” Art shared with me last winter, steaming coffee cup in hand. “We discovered how earth whispers mysteries. A patch of marsh plants here? That’s Mother Nature yelling ‘high water table.'”
https://500px.com/p/edelinbxat
EvergreenBond Knowledge – Step-by-step tutorials provide practical tips that are simple to apply.
CapitalLearning – Excellent structure, I could quickly apply the strategies in real situations.
сопровождение erp [url=https://1s-soprovozhdenie.ru/]сопровождение erp[/url] .
BondCapitalCenter – Content is easy to navigate, lessons are clear and practical.
executeideasfast – Great reminder, ideas only achieve results when acted on quickly and purposefully.
плазменный автоклав [url=https://plazmennye-sterilizatory.ru/]plazmennye-sterilizatory.ru[/url] .
Legacy Guides Central – Organized lessons and practical tips make browsing simple.
карточки товаров wildberries [url=https://reklamnyj-kreativ1.ru/]карточки товаров wildberries[/url] .
вакуумное водопонижение иглофильтрами [url=https://iglofiltry-vodoponizhenie.ru/]iglofiltry-vodoponizhenie.ru[/url] .
HeritageLinkBond – Helpful tips and clear examples, learning was very straightforward.
внедрение 1с москва [url=https://1s-vnedrenie.ru/]внедрение 1с москва[/url] .
вакуумное водопонижение иглофильтрами [url=https://vodoponijenie-iglofiltrami.ru/]vodoponijenie-iglofiltrami.ru[/url] .
Bonded Growth Center – Easy-to-follow content and clear structure make navigation simple.
Bonding 101 – Foundational guidance for newcomers with some advanced hints for pros.
внедрение ерп системы 1с [url=https://1s-erp-vnedrenie.ru/]1s-erp-vnedrenie.ru[/url] .
Bonded Strength Essentials – Everything is clearly arranged, making the guidance feel reliable.
[url=https://vkvideo.ru/@club233701850]mrbeast масштабные эксперименты
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Bond Hub Insights – Concise and structured resources that make complex topics easy to digest.
unitystronghold.bond tips – Well-structured guides and responsive pages help me learn efficiently.
bondednexus insights – Well-organized pages and practical guidance make concepts simple to grasp.
плазменный стерилизатор инструментов [url=https://plazmennyy-sterilizator.ru/]плазменный стерилизатор инструментов[/url] .
Foundation Resource Portal – Friendly layout and useful content help users find answers quickly.
Foundation Alliance Tutorials – Practical explanations and a clean look make this site memorable.
unitydrivenbond.bond – Informative and trustworthy content, plus quick loading and smooth site navigation.
unitybondcraft.bond tutorials hub – Clear explanations and structured content make learning straightforward.
bondedvaluechain center – Well-organized lessons and practical tips make learning straightforward.
Covenant Partners Network – Clear communication supports a reliable browsing experience.
seo клиники наркологии [url=https://seo-kejsy8.ru/]seo-kejsy8.ru[/url] .
Это был идеальный формат отдыха, лайнер из Дубая сочетает комфорт отеля и насыщенное путешествие, питание разнообразное, сервис безупречный: https://kruizy-po-persidskomu-zalivu.ru/
Круиз из Дубая оказался отличным способом увидеть сразу несколько стран, не меняя отель и наслаждаясь комфортом https://kruizy-po-persidskomu-zalivu.ru/
Enduring Insights – Concise guides and actionable advice help me grasp concepts quickly.
Bond Network Essentials – Organized tutorials and concise explanations make information easy to access.
unitykeystone.bond reference – Clear instructions and quick navigation make mastering ideas easy.
ко ланта ко ланта
bondedtrustway learning center – Clear structure with practical examples helps users follow topics quickly.
Лайнер из Китая оказался чистым, современным и очень хорошо обслуживаемым https://kruizy-iz-kataya.ru/
Trust Circle Learning Hub – Easy navigation and clarity help with long-range goals.
Core Knowledge Hub – Step-by-step guides and clean pages simplify the learning process.
строительное водопонижение иглофильтрами [url=https://vodoponijenie-iglofiltrami-msk.ru/]строительное водопонижение иглофильтрами[/url] .
анализ карточек маркетплейс [url=https://reklamnyj-kreativ.ru/]анализ карточек маркетплейс[/url] .
сопровождение 1с стоимость 1 часа [url=https://1s-soprovozhdenie.ru/]1s-soprovozhdenie.ru[/url] .
Future Hub Central – Organized tutorials and actionable insights make collaboration simple today.
Круиз стал отличным вариантом для знакомства с Азией, удобный маршрут, комфорт на борту и хорошая организация – https://kruizy-iz-kataya.ru/
capitalties.bond guide – Well-explained examples and actionable tips made concepts easier to follow.
STN Partners – Professional style, content highlights cooperation and joint effort.
capitalbondline knowledge hub – Smooth layout with practical examples made learning straightforward.
Capital Knowledge Portal – Organized articles and practical advice simplify browsing.
стерилизатор плазменный [url=https://plazmennye-sterilizatory.ru/]plazmennye-sterilizatory.ru[/url] .
Bonding Learning Hub – Friendly pages and practical advice help users learn quickly.
ChannelMomentum.io – Complex topics are presented clearly, helping readers understand immediately.
International Synergy Hub – A solid idea that could encourage worldwide business connections.
trustcontinuity.bond guides – Well-organized pages and helpful examples make complex topics easier to follow.
Trusted Alliance – Design is minimalistic, and content doesn’t feel overwhelming.
unitycatalyst reference – Practical tips and well-laid-out steps make using the resources straightforward.
Strength Hub Academy – Well-laid-out articles and practical tips help users learn effectively.
PartnershipVisionPro – Concise and clear, messaging is modern and well thought out.
ExecutionFocus.com – Very clear guidance, helps organize tasks and stay on track.
trustlineage.bond help – Simple guides and clear instructions make navigating concepts simple today.
unitybondworks knowledge hub – Well-organized tutorials and actionable tips helped me understand everything.
Unity Ledger – Very informative pages, easy to read and navigate.
StrategicPartnersWorld – Well-structured, ideas feel intentional and purpose-driven.
Лайнер поразил своими размерами и уровнем сервиса, много ресторанов, развлечений и уютных мест для отдыха: круизы из Дубая 2026
Отдых оказался насыщенным и при этом расслабляющим, сервис, питание и атмосфера на лайнере порадовали – https://kruizy-po-persidskomu-zalivu.ru/
низкотемпературные стерилизаторы [url=https://plazmennyy-sterilizator.ru/]plazmennyy-sterilizator.ru[/url] .
DecisionClarity.com – Provides clear guidance for structuring choices efficiently.
TrustLinkUnity – Professional and simple, key points are easy to digest.
MoveForward – Straightforward design, helped me locate what I needed fast.
bonded continuum hub – The layout looks polished, the information feels reliable, and everything opens quickly.
VisionBase – Organized content with quick access to resources, very practical.
EngineSphere – Clear sections and useful tools, exploring paths is simple and quick.
IntentionalFlow – Easy-to-follow content that makes creativity feel structured.
Harvest Line – Was curious at first, and then I found myself reading more.
DreamPath – Inspiring ideas and organized sections make exploring concepts seamless.
MotionWorksPro – Speedy pages and organized content make visits feel effortless.
VisionDesk – Very straightforward advice, planning tasks is simple and smooth.
IntentionalGuide – Concepts are explained clearly and stay easy to follow.
https://tinyurl.com/23caf35j
ChannelHubPro – Organized guides and user-friendly interface make exploring smooth.
ActionBoost.io – Tips are structured well, encourages fast, practical application.
VisionWay – Organized guides with simple navigation make exploring ideas fast and easy.
PixelPlayground – Interface is intuitive, design ideas are clear.
ConstructorHubPro – Clear and concise guidance, grasping concepts feels effortless.
FocusSphere – Intuitive design and structured guidance, helps concentrate without distractions.
Good day! I know this is kinda off topic but I’d figured I’d ask. Would you be interested in exchanging links or maybe guest authoring a blog article or vice-versa? My site discusses a lot of the same topics as yours and I think we could greatly benefit from each other. If you are interested feel free to shoot me an e-mail. I look forward to hearing from you! Superb blog by the way!
рейтинги казино с приложениями
InsightChannel – Clear structure, accessing ideas feels intuitive and natural.
TaskMaster – Simple layout, helps organize projects quickly and clearly.
DirectionScope – Smooth design and clear categories, easy to move around.
steadfastlink access – A tidy layout helps keep the messaging simple and clear.
ClaritySpot – Smooth interface, following strategies and steps feels intuitive.
VisionTrack – Easy-to-read guides and structured navigation make browsing smooth.
InsightLogic – Easy-to-follow guides, understanding ideas is quick and smooth.
MotionPath – Clear steps and helpful resources make exploring the site straightforward.
Purpose Engine – Clear structure and useful tips make learning seamless.
PowerCore – Smooth performance and well-laid-out tools, very easy to navigate.
DesignNest – Modern and clean interface, learning new styles is effortless.
MotionPathway – Helpful guides with clean design, finding information is easy today.
ProgressDriven – Guides users through growth steps in a simple and logical way.
VectorSphere – Smooth navigation, content is helpful and easy to digest.
StyleBlueprint – Clear concepts and enjoyable inspiration throughout.
AlignHub – Organized content, site navigation makes understanding easy.
StrategyDesk – Practical tips and clear structure make grasping concepts simple and fast.
FutureLab – Clear instructions and concise content make understanding new ideas easy.
IdeaMotion – Interactive guides, learning new concepts feels natural and smooth.
FocusNest – Well-organized guidance, helping users understand content quickly.
Smart Learning – Easy-to-follow pages make ideas click fast.
FocusFlow – Well-structured pages and practical guidance, concentrating comes easily.
bondedcoregroup online – Well-organized pages make navigation fast and intuitive.
[url=https://google.com.eg/url?q=https://penochka-shop.store]энтеогены с доставкой
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
GrowthPilotHub – Smooth interface, discovering guides feels natural and quick.
PlanHub – Tips are clear and structured, making strategic planning effortless.
IdeaFlow – Clear guides and easy interface help exploring ideas quickly and efficiently.
CircleTrack – Smooth structure with practical guidance, exploring ideas is simple.
ModernBrief – Useful updates that reflect what’s happening now.
WayMotion – Organized interface, exploring ideas is effortless and efficient.
LinkLine – Well-laid pages with practical advice, exploring strategies is smooth.
CreativePoint – Organized resources with practical layout make browsing simple.
IdeaGrow – Friendly navigation, understanding strategies feels intuitive and simple.
ClarityAlignment.org – Simplifies teamwork by clearly defining priorities and objectives.
BondNestHub – Well-structured pages with practical hints, navigating strategies is simple and smooth.
CraftPathway – Logical structure with clear guidance, navigating ideas is simple.
Execution Design – Friendly visuals and solid content simplify strategy review.
GuideHub – Intuitive interface, exploring instructions is effortless and efficient.
WealthPath – Well-organized steps let users navigate resources effortlessly.
BondedHub – Smooth interface with clear guidance, learning strategies is straightforward.
VisionForge – Engaging layout and practical guides make developing ideas effortless.
ConnectLink – Very intuitive design, using resources and guides is simple and fast.
TaskMaster – Navigation is simple, and the tools provided are highly useful.
SecurePath – Well-organized content ensures learning strategies is smooth and intuitive.
GrowthDockPro – User-friendly design and helpful tips make finding information effortless.
ClarityHub – Clear design and practical tips, discovering ideas is fast and simple.
ClarityDirection – Clear steps and guides, site helps users grasp strategies easily.
strategic bonding – The pages share useful info in a clear way without overloading you.
FocusGuide – Clear information and quick navigation made everything easy.
BondLine – Smooth menus and concise advice, browsing content is simple.
GrowthSphere – Clear layout and structured resources make following strategies effortless.
MomentumWorksPro – Smooth navigation and structured guidance help maintain consistent forward motion.
PathDesign – Well-structured content, learning ideas feels fast and natural.
AnchorFocus – Well-structured design and helpful hints, learning strategies feels straightforward.
CreativeForge – Smooth interface, understanding ideas is fast and simple.
BondNetwork – Concise guidance and smooth layout simplify browsing content.
AmplifiedPath.org – Inspires movement and provides clear guidance for quick results.
VisionControl – Clear layout, very usable resources make understanding information easy.
FocusNavigator – Smooth layout, finding useful tips and guides is effortless.
LaunchHub – Interface is intuitive, making brand launches feel effortless.
BondPath – Clear tips and smooth layout make exploring ideas simple and easy.
RouteMomentum – Friendly interface, understanding processes and steps is fast and intuitive.
InspireBridge – Smooth navigation and practical guides, learning ideas feels natural.
TrendPulse – Organized structure with clear instructions, following trends feels smooth.
PathwayHub – Great collection of content, navigation feels natural and easy.
GrowthAnchor – Intuitive pages and actionable tips, understanding strategies is effortless.
WealthPath – Stepwise guidance ensures exploring resources is fast and clear.
ThinkSmart – Intuitive layout, site makes exploring concepts smooth and fast.
VisionWorks – Interactive layout and concise content make learning enjoyable.
Vision Structure Hub – Clean design and clarity make ideas quick to absorb.
DirectionSphere – Easy-to-follow guides with organized content simplify learning approaches.
TrustMatrix – Organized layout and practical instructions, learning strategies feels smooth and natural.
BondBridge – User-friendly layout and practical steps make navigating topics easy.
capitalbondworks site – Everything looks cohesive and the content feels easy to digest.
ClarityDesk – Very practical tips, site layout makes understanding strategies easy.
MomentumPath – Clear resources, following strategies feels intuitive and fast.
StepFlow – User-friendly interface, practical tips make completing tasks straightforward.
ActionHub – Clear steps and practical guides, navigating strategies is fast and effortless.
GridNest – Very intuitive, making all features easy to follow.
BondPath – Friendly layout with concise instructions, exploring content is easy.
FocusedAction.com – Encourages clear steps and keeps motivation steady throughout the day.
AnchorGrowth – Smooth interface and well-organized insights, execution feels easy.
ExecutionLine – Friendly layout and practical advice, following strategies is simple and fast.
VectorInsights – Helpful breakdowns that made concepts clear fast.
CapitalAxis – Clean design and practical content, learning strategies is fast and simple.
[url=https://google.com.gh/url?q=https://penochka-shop.store]экстракты энтеогенов купить
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
VisionPilot – User-friendly layout, content is informative and easy to follow.
ClarityConnect – Clear layout, finding information is simple and intuitive today.
Growth Route – Helpful explanations and order keep learning stress-free.
ClarityDesk – Practical resources with intuitive design make navigation effortless.
WealthSynergy – Clear steps and organized design make understanding ideas fast.
UnityBridge – Smooth layout and concise guidance simplify learning strategies.
TrustHaven – Smooth design with clear guides, exploring resources is fast and easy.
ProgressPath – Clear guides and easy navigation, learning new strategies feels smooth and fast.
MotionFlow – Well-laid-out resources and clear explanations simplify complex ideas.
ClarityFlow – Clear interface, learning and applying strategies is fast and effortless.
PlanClarity – Simple interface, content is practical and easy to follow.
NexusVision – Smooth structure and concise tips, understanding strategies is effortless.
SignalPath – Clear content and intuitive design make browsing fast and enjoyable.
anchorunity source – Logical spacing and clean design improve readability.
MotionInsights – Clear information and regular updates make this worth revisiting.
InsightBridge – Intuitive design and helpful hints, accessing information is simple.
OpsDock – Concise guidance and practical layout simplify learning.
Creative Flow – Well-arranged pages create a relaxed experience.
SuccessPortal – Practical guides, site makes learning steps easy and smooth.
ClarityLoop – Concise guidance with clear layout makes steps easy to follow.
BondCollective – User-friendly tips simplify learning new methods.
CapitalNetworkFlow – Clear instructions and structured layout simplify understanding.
BondPath – Practical guidance and intuitive layout simplify understanding strategies.
LegacyHubSpot – Smooth interface and clear tips, understanding strategies is simple and fast.
DailyBeat – Organized content, browsing makes finding information fast and simple.
ProgressManager – Well-structured content, navigating information is straightforward and easy.
RankFlow – Simple interface with clear instructions helps users navigate quickly.
UnityVisionary – Smooth layout with practical guidance, exploring content is quick and easy.
EngineWorks – Clear layout and helpful insights make browsing easy.
TrustAlliance – Friendly interface and clear instructions, exploring resources is easy.
PartnerFlow – Friendly layout, following guides feels quick and natural.
[url=https://images.google.com.tr/url?q=https://penochka-shop.store]энтеогены это
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
GrowthLane – Intuitive layout, exploring growth paths feels effortless and smooth.
TrustBridge – Friendly instructions make browsing ideas effortless.
WorldConnect – Friendly layout, browsing resources feels effortless and intuitive.
MomentumDock – Practical resources and smooth interface make understanding fast.
bondedgrowthline resource – A modern presentation with smooth and fast interactions.
RootsWay – Organized interface with helpful guides, understanding ideas is fast and straightforward.
FocusedStrategy – Very clear structure, finding guidance feels fast and intuitive.
OrchestratorProgress – Clear guides and smooth layout, navigating the site feels effortless.
VisionNestPro – Well-structured tools, exploring resources feels effortless.
Have you ever thought about creating an ebook or guest authoring on other websites?
I have a blog based upon on the same information you discuss
and would really like to have you share some stories/information. I know my
visitors would value your work. If you’re even remotely interested, feel free to shoot me an e
mail.
BondPath – Friendly layout with helpful advice, finding resources is smooth.
FusionCenter – Friendly design and clear guidance, understanding content is simple today.
StepFlow – Well-structured guides make planning steps practical and clear.
Круиз из Китая оставил много ярких впечатлений, красивые виды, интересные остановки и хороший сервис https://kruizy-iz-kataya.ru/
WorksBridge – Practical tips and clean layout make following strategies effortless.
UnityLine – Smooth structure with clear guidance, exploring information is fast and simple.
GrowthHub – Clear layout and helpful guides, navigating concepts is simple and quick.
WealthCircle – Friendly interface and concise tips make learning fast.
IntentForce – Smooth interface, exploring strategies feels easy today.
GlobalLoop – Readable guides and structured layout simplify locating information.
ProgressEngine – Smooth interface and clear instructions, site helps follow steps quickly and efficiently.
PureVision – Modern layout, exploring creative ideas is quick and seamless.
VisionHub – Well-organized layout with practical hints, understanding resources is smooth.
MoneyMatters – Clear tips that make navigating the pages a breeze.
UnityBondHub – Friendly interface, organized layout, navigating resources feels fast and effortless now.
ConvergeFlow – Step-by-step pointers simplify understanding ideas quickly.
BondedPath – Intuitive layout with structured tips, discovering strategies is simple.
Momentum Guidebook – Well-organized tips and a slick layout make strategies approachable.
CapitalNetwork – Easy-to-follow guides ensure exploring content is intuitive.
IntelliVision – Structured guidance and helpful tips make exploring enjoyable.
ModernMotion – Well-organized guides, exploring practical ideas is simple and fast.
TrustHub – Smooth interface with helpful tips, navigating content is simple and fast.
KeystoneBridge – Smooth interface and concise tips, navigating content is simple.
BondVision – Friendly layout and concise tips, learning content is effortless.
BondNetwork – Smooth layout and concise guidance enhance content navigation.
WealthValue – Structured guidance and concise layout help visitors explore topics naturally.
[url=http://images.google.nu/url?q=https://spareworks.ru]аяваска википедия
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
https://tinyurl.com/23caf35j
https://t.me/s/kaZinO_S_MinimALnym_dEPOZITom/5
Expliciete webplatform biedt een reeks video’s voor adult entertainment.
Kies voor gegarandeerde porno hubs voor een veilige
ervaring.
Also visit my web page; buy xanax without prescrition
CapitalNest – Well-laid pages with practical hints, exploring content is simple.
DriveNest – Practical resources and smooth interface make following plans easy.
InsightHub – Organized pages and practical guidance, applying concepts feels natural.
BondBridge – Concise tips and intuitive design make content easy to follow.
explore growth ledger – Everything is straightforward and easy to navigate.
TrustBastion – Friendly pages with clear guidance, navigating content is effortless today.
WealthAnchor – Structured instructions and concise layout help users explore content naturally.
unity harbor overview – The site looks professional and the information is clear.
GrowthCore – Well-organized content, navigating tips is quick and easy.
capital bond portal – Navigation is smooth, and the explanations are beginner-friendly.
GrowthDock – Practical instructions and readable layout make exploring simple.
BondFlow – Intuitive design and organized layout, finding information is effortless and quick.
TrustBridge – Well-organized advice ensures content is easy to follow.
кухни на заказ в санкт-петербурге [url=https://kuhni-na-zakaz-5.ru/]кухни на заказ в санкт-петербурге[/url] .
заказать кухню [url=https://kuhni-na-zakaz-4.ru/]заказать кухню[/url] .
техника дайсон официальный [url=https://dn-ofitsialnyj-sajt.ru/]техника дайсон официальный[/url] .
бытовая техника dyson [url=https://dsn-ofitsialnyj-sajt.ru/]бытовая техника dyson[/url] .
explore capital bridge – The content is structured well and very readable.
бытовая техника дайсон [url=https://dn-1.ru/]бытовая техника дайсон[/url] .
дайсон официальный сервисный [url=https://dsn-10.ru/]дайсон официальный сервисный[/url] .
бытовая техника дайсон [url=https://dn-kupit-1.ru/]бытовая техника дайсон[/url] .
официальный интернет магазин дайсон [url=https://dn-kupit.ru/]dn-kupit.ru[/url] .
learn more here – The platform is intriguing, and the explanation is straightforward.
[url=https://images.google.com.my/url?q=https://gazizoved.ru]Кракен зеркала kra47.at
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
CreativeHub – Friendly interface, finding inspiration is effortless and enjoyable.
capital bond craft site – The structure is logical, and the material reads smoothly.
capitaltrusthub.bond – Found this site today, the information is well-structured and practical.
trust alignment info – The messaging is clear, and the site feels dependable.
NextImpact – Informative tips, navigating resources feels natural and quick.
helpful vision page – The content flows well and is easy to understand.
dyson москва официальный [url=https://dn-1.ru/]dn-1.ru[/url] .
dyson shop [url=https://dn-kupit-1.ru/]dyson shop[/url] .
dyson com официальный [url=https://dsn-ofitsialnyj-sajt.ru/]dyson com официальный[/url] .
магазин dyson отзывы [url=https://dn-ofitsialnyj-sajt.ru/]магазин dyson отзывы[/url] .
[url=https://google.com.ua/url?q=https://gazizoved.ru]kraken сайт
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
read full details – Layout is tidy and content is easy to comprehend.
кухни в спб на заказ [url=http://www.kuhni-na-zakaz-5.ru]http://www.kuhni-na-zakaz-5.ru[/url] .
кухня глория [url=https://kuhni-na-zakaz-4.ru/]kuhni-na-zakaz-4.ru[/url] .
дайсон москва официальный [url=https://dsn-10.ru/]дайсон москва официальный[/url] .
craft portal – First glance inspires confidence, with well-presented material.
техника дайсон официальный [url=https://dn-kupit.ru/]dn-kupit.ru[/url] .
FutureAdvisor – Organized layout, exploring resources feels natural and fast.
progress intelligently site – Navigation is smooth, and explanations feel professional.
[url=https://google.sk/url?q=https://gazizoved.ru]на этой странице
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Apex Insights – Informative layout, easy to read and understand.
Bonded Portal – Layout is straightforward, information is presented logically.
powers movement portal – Content is easy to digest and the structure is clean.
Bonded Guide Pro – Well-organized content with smooth navigation, perfect for quick reference.
официальный номер дайсон [url=https://dn-kupit-1.ru/]dn-kupit-1.ru[/url] .
дайсон оригинал официальный сайт [url=https://dsn-ofitsialnyj-sajt.ru/]dsn-ofitsialnyj-sajt.ru[/url] .
интернет магазин dyson техника [url=https://dn-1.ru/]dn-1.ru[/url] .
интернет магазин dyson техника [url=https://dn-ofitsialnyj-sajt.ru/]dn-ofitsialnyj-sajt.ru[/url] .
фен дайсон оригинал купить официальный сайт [url=https://dsn-10.ru/]dsn-10.ru[/url] .
изготовление кухни на заказ в спб [url=kuhni-na-zakaz-5.ru]изготовление кухни на заказ в спб[/url] .
Keystone Insights – Content is structured logically, browsing is smooth and fast.
PowerBusinessLab – Clear layout, accessing business content is simple and fast.
Bond Navigator – Logical structure and user-friendly formatting.
кухни на заказ в спб недорого [url=https://kuhni-na-zakaz-4.ru/]кухни на заказ в спб недорого[/url] .
read full details – Quick page loads and content is concise and clear.
Bridgeworth Connect Pro – Intuitive layout with detailed, readable information.
Matrix Insights – Pages are well-structured, making complex info simple to understand.
Link Overview – Organized layout, pages are smooth and information is easy to scan.
дайсон сервисный центр официальный [url=https://dn-kupit.ru/]dn-kupit.ru[/url] .
CA Insights – Helpful for beginners, instructions are clear.
Meridian Resource – Pages are simple, organized, and quick to understand.
Balanced Connect – Layout is practical, and all key details are easy to locate.
Harbor Labs – Great for understanding investment basics quickly.
Bonded Portal – Navigation is smooth, and content is concise and informative.
Trust Tracker – Information is concise and logical, nothing feels confusing.
техника дайсон купить [url=https://dn-kupit-1.ru/]dn-kupit-1.ru[/url] .
кухни от производителя спб недорого и качественно [url=www.kuhni-na-zakaz-5.ru/]www.kuhni-na-zakaz-5.ru/[/url] .
дайсон москва официальный [url=https://dsn-10.ru/]дайсон москва официальный[/url] .
дайсон купить оригинал официальный сайт [url=https://dn-1.ru/]dn-1.ru[/url] .
дайсон россия официальный [url=https://dn-ofitsialnyj-sajt.ru/]dn-ofitsialnyj-sajt.ru[/url] .
техника дайсон купить [url=https://ofitsialnyj-sajt-dn-2.ru/]ofitsialnyj-sajt-dn-2.ru[/url] .
Outlook Portal Pro – Clean design with sections that are easy to scan and understand.
дайсон стайлер для волос цена с насадками официальный сайт купит… [url=https://fen-d-10.ru/]fen-d-10.ru[/url] .
Capital Key – Navigation is intuitive and everything loads quickly.
купить дайсон оригинал официальный [url=https://dsn-ofitsialnyj-sajt.ru/]dsn-ofitsialnyj-sajt.ru[/url] .
дайсон оригинал официальный сайт [url=https://dn-kupit-2.ru/]dn-kupit-2.ru[/url] .
техника dyson купить [url=https://ofitsialnyj-sajt-dn-1.ru/]ofitsialnyj-sajt-dn-1.ru[/url] .
дайсон сервисный центр официальный [url=https://ofitsialnyj-sajt-dsn.ru/]дайсон сервисный центр официальный[/url] .
купить дайсон стайлер с насадками для волос официальный сайт цен… [url=https://fen-d-11.ru/]fen-d-11.ru[/url] .
техника дайсон купить [url=https://ofitsialnyj-sajt-dn.ru/]ofitsialnyj-sajt-dn.ru[/url] .
Benchmark Tracker – Straightforward design, making the content approachable and organized.
Prime Link – Intuitive design with content that’s easy to scan and understand.
https://1wins34-tos.top
Capital Portal – The layout is clear and the advice is practical.
заказать кухню [url=www.kuhni-na-zakaz-4.ru]заказать кухню[/url] .
BlueCrest Center – Clear branding and logical layout, information flows naturally.
[url=https://maps.google.lk/url?q=https://prem-diplom77.ru]Kra47.at
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Bonded Guide – Smooth navigation with practical content that’s easy to follow.
Capital Hub – Simple layout and very practical advice.
Bonded Navigator – Organized pages make it simple to locate information efficiently.
Bonded Insights – Organized layout helps highlight the main points quickly.
магазин дайсон официальный сайт [url=https://dn-kupit.ru/]dn-kupit.ru[/url] .
CV Lighthouse – User-friendly interface, everything is straightforward.
Centurion page – Easy navigation and helpful explanations overall.
дайсон сервисный центр официальный [url=https://ofitsialnyj-sajt-dn-2.ru/]дайсон сервисный центр официальный[/url] .
стайлер для волос дайсон с насадками официальный сайт купить цен… [url=https://fen-d-10.ru/]fen-d-10.ru[/url] .
Vector Link – Navigation is simple, and content is straightforward and useful.
CoreMerge portal – Information is structured clearly, and navigation feels effortless.
Capital Insights – Information is presented in a logical order, easy to grasp.
официальный дайсон [url=https://fen-d-11.ru/]fen-d-11.ru[/url] .
Official Dependable Bond – Intuitive design and content that’s accurate and readable.
Shop – Fast-loading sections, clear structure, and intuitive browsing experience.
Watch Central – Very user-friendly, all resources are easy to locate.
Events – Neat layout, simple to browse, and information is easy to find.
Contact – Contact information is straightforward, and navigation is fast.
Bonding platform – Helpful material and smooth performance throughout.
Honest Hub – Clean design and easy to scan, all content is well-arranged.
стартовал наш новый https://utgardtv.com IPTV?сервис, созданный специально для зрителей из СНГ и Европы! более 2900+ телеканалов в высоком качестве (HD / UHD / 4K). Пакеты по регионам: Россия, Украина, Беларусь, Кавказ, Европа, Азия. Фильмы, Спорт, Музыка, Дети, Познавательные. Отдельный пакет 18+
CoreStead website – Clear messaging and practical information make it easy to understand.
https://wokerman.ru
https://cursor.vip/go-5-aHR0cHM6Ly9ib29rcy5nb29nbGUuZnIvYm9va3M/aWQ9LVNHYkVRQUFRQkFK.html
Bonded Tracker – Sections are concise and logically arranged for quick comprehension.
Ironclad Portal – Pages are well-organized, interface feels intuitive, and content is straightforward.
Support – Well-arranged sections, user-friendly pages, and easy browsing.
LB Hub Online – Pages load quickly, layout is clean, and information is simple to follow.
Official Dependable Capital – Clean interface with practical content that’s easy to read.
Bonding Zone – Everything loads fast, easy to find exactly what I need.
AboutUs – Well-organized sections, simple to explore, and design feels polished.
About Us – Company information is clear, and the layout is tidy.
Optimum Online – Pages are well-structured, navigation is natural, and information is concise.
dyson пылесос интернет [url=https://ofitsialnyj-sajt-dsn.ru/]ofitsialnyj-sajt-dsn.ru[/url] .
сайт магазина дайсон [url=https://ofitsialnyj-sajt-dn-1.ru/]ofitsialnyj-sajt-dn-1.ru[/url] .
dyson купить интернет магазин [url=https://dn-kupit-2.ru/]dn-kupit-2.ru[/url] .
Honor Corner – Smooth interface, pages respond instantly, and information is organized clearly.
ClearView Bond page – Helpful explanations presented in a clean way.
CoreWard portal – Smooth browsing and well-structured content.
Contact – Easy-to-use interface, responsive pages, and helpful information.
Contact – Navigation is intuitive, interface is friendly, and information is straightforward.
Bond Central Hub – Fast-loading pages, polished interface, and browsing content is effortless.
Unity hub – Organized content and smooth-loading pages make exploring easy.
Bond Link – Clean design, smooth navigation, and content is readable.
Careers – Job postings are easy to read, and the application process feels organized.
Contact – Simple interface, navigation flows easily, and content feels approachable.
Horizon Connect – Navigation feels natural, pages render fast, and information is concise.
Downloads – Fast navigation, clear sections, and user-friendly experience.
Coalition Bond info – Enjoyable to browse thanks to the clean layout.
Tutorials – Clear instructions, tidy layout, and fast page response.
Ищешь музыку? скачать музыку в мр3 бесплатно популярные треки, новые релизы, плейлисты по жанрам и настроению. Удобный плеер, поиск по исполнителям и альбомам, стабильное качество звука. Включайте музыку в любое время.
Bond reference – Quick-loading pages with neat layout and easy-to-follow structure.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
The Mainstay Link – Professional design, clear headings, and information is simple to scan.
Blog – Modern pages, quick loading, and information is digestible.
Summit Info – Clear layout, simple browsing, and content is easy to digest and understand.
[url=http://maps.google.lu/url?q=https://prem-diplom77.ru]Kraken зеркала kra46.сс
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Orbit Online – Layout is structured, navigation works well, and content is straightforward.
дайсон официальный сайт магазины в москве [url=https://ofitsialnyj-sajt-dn.ru/]ofitsialnyj-sajt-dn.ru[/url] .
Durable Capital – Clean layout with well-organized content makes browsing effortless.
Products – Product info is clear, and browsing is straightforward.
The Horizon Hub – Pages are responsive, layout is tidy, and information is easy to digest.
Portfolio – Neat visuals, structured content, and effortless navigation.
Events – Simple interface, smooth navigation, and content feels organized.
KV Central – Well-laid-out pages, smooth scrolling, and content is concise.
Bonding guide – Good information that gets to the point fast.
Trusted Horizon Resource – Users can easily find key information thanks to clear headings and sections.
Cornerstone Axis portal – Intuitive structure that makes exploring content simple.
Vertex Bond Network – Layout is professional, information is concise, and navigation is simple.
Home – Clean layout, fast-loading pages, and information is easy to locate.
Bond Central – Clear structure, pages load quickly, and information is straightforward.
Summit Portal – Navigation feels natural and all pages display content quickly.
PactSpot – Pages are well-organized, navigation feels natural, and content is concise.
Impact Hub – Layout is clean, navigation is effortless, and information is straightforward.
Terms – Legal text is structured, and pages are easy to navigate.
Team – Staff profiles are easy to read, and the layout feels organized.
Durable Link portal – Smooth pages and concise information make exploring easy.
Blog – Modern design, pages load quickly, and reading is effortless.
Home – Layout is simple, pages load quickly, and content is easy to read.
Collective Anchor network – Stable experience with clear navigation.
Allow me to tell you something nearly all septic companies refuse to: there are two types of people in this world. Those who think septic systems are just “subterranean tanks for waste,” and those who have had raw sewage gurgling into their property at the dead of night. I discovered this reality the difficult way in 2005—knee-deep in muck, trembling in a Washington rainstorm, as my brothers and I aided a veteran installer restore our family’s collapsed system. I was 14. My hands ached. My clothes were ruined. But that evening, something changed: This isn’t just dirt work. It’s folks’ lives that we’re safeguarding.
Let me share the dirty truth: most septic companies just pump tanks. They are like band-aid salesmen at a disaster convention. But Septic Solutions? They’re special. It all began back in the early 2000s when Art and his brothers—just kids hardly tall enough to shoulder a shovel—helped install their family’s septic system alongside a weathered pro. Visualize this: three pre-teens waist-deep in Pennsylvania clay, discovering how soil porosity affects drainage while their peers played Xbox. “We didn’t just dig trenches,” Art told me last winter, hot coffee cup in hand. “We learned how soil whispers mysteries. A patch of cattails here? That’s Mother Nature screaming ‘high water table.'”
https://eduardodjpb795.fotosdefrases.com/how-comprehensive-septic-diagnostics-reduce-emergency-failures
Covenant portal hub – Clear, well-organized pages that are simple and informative to explore.
Bond Explorer – The content is concise and the design is straightforward.
Trusted Legacy Link – Logical layout and quick loading ensure a positive browsing experience.
The Legacy Link – Professional design, headings are clear, and content is easy to scan.
Victory Bond Hub Online – Browsing is smooth, design feels polished, and information is clear and concise.
цена стайлер дайсон для волос с насадками официальный сайт купит… [url=https://fen-d-11.ru/]fen-d-11.ru[/url] .
купить фен дайсон оригинал в москве официальный сайт [url=https://fen-d-10.ru/]fen-d-10.ru[/url] .
сайт магазина дайсон [url=https://ofitsialnyj-sajt-dn-2.ru/]ofitsialnyj-sajt-dn-2.ru[/url] .
Trust Link – User-friendly design, clear structure, and browsing is effortless.
Partners – Professional layout, navigation is simple, and information is readable.
[url=https://images.google.tl/url?q=https://prem-diplom77.ru]Kraken зеркала kra47.сс
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
The Paragon Link – Smooth browsing, structured layout, and content is readable and effective.
Resources – Guides and links are easy to find, and pages are clean.
Trust Line Central – Navigation flows naturally and content is displayed in a clear manner.
Impact Hub – Clean layout with intuitive pages, and all content is easy to read.
Events – Event details are easy to locate, and navigating pages is smooth.
Concord Bonding network – Clear and concise info that saved me time.
Home – Clean design, smooth browsing, and content is easy to follow.
Support – Quick to find info, visually neat and straightforward.
CrestLink portal – Information is presented clearly and the site is easy to use.
Merit Corner – Professional layout, fast pages, and content is simple to digest.
Vigilant Bond Connect – Pages load fast, structure is neat, and information is easy to understand.
Products – Clean pages, navigation works well, and information is easy to read.
Unified Anchor Center – Layout is straightforward, and information is clearly presented.
Blog – Posts are engaging, and browsing between articles is simple.
PB Portal – Simple navigation, fast-loading pages, and content is easy to read.
Surefoot Connect – Information is easy to read and the site layout feels organized and reliable.
Bond Online – Layout feels neat, content is easy to read, and browsing is effortless.
Visit Site – Layout is crisp, browsing is easy, and content feels trustworthy and clear.
HB Link – Smooth experience, content is structured well, easy to skim through.
Contact – Easy-to-use sections, fast loading pages, and helpful information.
Bonding services – Logical structure and well-presented material make browsing pleasant.
Bond reference – Simple design, navigation is intuitive and content is helpful.
BoldCore – Clear and structured content keeps trend tracking simple and fun.
AboutUs – Well-structured pages and the site feels reliable.
Bond Hub – The site is responsive, with information presented in a clear manner.
Anchor Central – Well-organized sections, smooth navigation, and content is clear.
personal website – Design feels clean and modern, navigation is simple, and content is easy to digest
Services – Service sections are easy to find, and browsing is smooth.
Vital Bonding Connect – Easy to navigate, layout is professional, and information is clear and reliable.
Pathfinder Online Hub – Clear layout, smooth navigation, and content is easy to digest.
Integra Spot – Well-structured layout, smooth browsing, and content is readable.
Unity Harbor Access – Professional design and intuitive menus make content simple to navigate.
SurePath Insights – Content is organized logically, making navigation intuitive and simple.
Testimonials – Clean pages, intuitive navigation, and reading is effortless.
homepage link – Simple design, smoothly executed, and encourages users to engage
HM Central – User experience is clear, everything loads fast and flows naturally.
goalflow – Demonstrates that controlled actions produce steady and meaningful outcomes.
PlannerFlow – Simple design and useful advice help manage tasks efficiently.
Crossroad portal hub – Well-structured layout and readable content make it simple to explore.
CoreBridge resource – Informative and enjoyable, everything is easy to access.
интернет пылесосов дайсон [url=https://dn-kupit-2.ru/]dn-kupit-2.ru[/url] .
News – Crisp design, pages load fast, and content is clear and informative.
Newsletter – Subscription info is simple, and layout is clean.
техника дайсон купить [url=https://ofitsialnyj-sajt-dn-1.ru/]ofitsialnyj-sajt-dn-1.ru[/url] .
Community – Easy to explore, responsive pages and clean visuals.
Monarch Connect – Pages render fast, layout feels polished, and information is straightforward.
landing page – The layout is clear, navigation is smooth, and information is easy to digest
Wardstone Central – Smooth interface, fast pages, and information is reliable and readable.
бытовая техника dyson [url=https://ofitsialnyj-sajt-dsn.ru/]бытовая техника dyson[/url] .
[url=https://images.google.tk/url?q=https://many-diplom77.ru]официальный kraken и его зеркала
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Pathway Connect Hub – Simple design, pages load quickly, and content is clear.
Bond Hub Online – Navigation is smooth, layout is tidy, and content is well-arranged.
Synergy Insights – Smooth navigation and concise content make understanding the services effortless.
Valor Bond Linkup – Clear headings and concise text provide a smooth user experience.
start exploring – Creative concepts flow naturally, pages inspire curiosity and imagination
заказ кухни [url=http://kuhni-na-zakaz-5.ru]http://kuhni-na-zakaz-5.ru[/url] .
Наша компания предлагает уникальные услуги по демеркуризации — безопасному удалению ртути и токсичных веществ из помещений с профессиональным оборудованием и сертификатами качества. Данная обработка необходима для обеспечения санитарной безопасности после аварий или разливов опасных химикатов. Мы работаем быстро, надежно и в соответствии с нормативами.
https://dez-tsentr.ru
HB Connect – First impression is clean, links work smoothly, and everything is accessible.
TrendSphere – Very intuitive layout, advice on trends is clear.
Features – Organized pages, smooth flow, and content is easy to follow.
CoreLynx Bond – Very informative site, I picked up useful tips quickly.
Crown Capital hub – Clean design and concise material help quickly grasp the information.
Monument Corner – Pages render fast, design is clean, and content is easy to read.
WardTrust Access – Navigation feels intuitive, layout is neat, and content is easy to follow.
Events – Simple design, menus are intuitive, and content is organized.
open link – Visually clean setup, buttons respond properly, and layout makes sense
Events – Pages are well-arranged, information is easy to find.
ideadrive – Encourages clear direction to turn innovative thoughts into tangible results.
Service Desk – Navigation is simple, content is interactive, and pages are clear and engaging.
Iron Online – Clear structure, fast-loading pages, and content is simple to follow.
Peakline Spot – Professional layout, smooth navigation, and content is readable.
официальный центр дайсон [url=https://ofitsialnyj-sajt-dn.ru/]ofitsialnyj-sajt-dn.ru[/url] .
Talon Link – Fast-loading site with organized pages that make finding information simple.
Value Crest Bond – Clean layout, pages load quickly, and content is simple to understand.
page link – Creative ideas are highlighted, smooth browsing and easy to follow
Bond Online – Well-structured content, responsive layout, and browsing is very simple.
CoreInitiator – Well-structured instructions with clear examples help stay on track.
WestBridge Explorer – Pages load quickly, design is clear, and information is easy to follow.
Axis Central – Navigation feels intuitive, sections are well-organized, and content is clear.
ocampo hoy – The site feels professional, browsing is smooth, and the information comes across clearly
Testimonials – Clear design, easy navigation, and reading is effortless.
FAQ – Organized layout, smooth browsing, and explanations are clear.
Gallery – Visually appealing, organized well and easy to explore.
PeakTrust Online – Simple design, pages load quickly, and information is clear and reliable.
фен дайсон купить оригинал [url=https://fen-d-11.ru/]фен дайсон купить оригинал[/url] .
купить дайсон стайлер для волос официальный сайт цена с насадкам… [url=https://fen-d-10.ru/]fen-d-10.ru[/url] .
техника дайсон официальный [url=https://ofitsialnyj-sajt-dn-2.ru/]техника дайсон официальный[/url] .
Talon Central – Fast-loading content and straightforward navigation keep the experience simple.
claritycompass – Demonstrates how structured guidance fosters learning and idea development.
web access – Innovative ideas are easy to browse, pages are smooth, and content sparks creativity
Features – Well-structured content, easy to browse, and professional presentation.
Vantage Bond Access – Easy-to-read content combined with intuitive navigation enhances the user experience.
AnchorChoice – Well-structured sections and intuitive design make selecting options straightforward.
Westward Hub – Layout is clean, browsing is effortless, and content is concise and reliable.
Portfolio – Neat structure, easy menus, and information is professional.
site entry – Clear layout, fast response, and information is trustworthy and easy to read
need a video? photo production company in italy offering full-cycle services: concept, scripting, filming, editing and post-production. Commercials, corporate videos, social media content and branded storytelling. Professional crew, modern equipment and a creative approach tailored to your goals.
b893hf
Documentation – Structured content, smooth browsing, and text feels trustworthy.
Events – Simple design, menus are intuitive, and content is organized.
About Us – Well-structured pages, smooth menus, and information feels professional.
[url=https://google.ad/url?q=https://many-diplom77.ru]Кракен зеркала kra47.at
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Significant Stories – Clear interface, intuitive structure, and content is presented clearly.
True Harbor Access – Clean structure and simple menus help users quickly understand the site’s offerings.
homepage link – Listings are clear, prices feel fair, and product details are easy to follow
AboutUs – Clean sections, easy navigation, and content is well-organized.
Veracity Bond Network – Organized content and fast-loading pages create a positive user impression.
Whitestone Hub – Clean design, smooth navigation, and content is straightforward and easy to digest.
NavigatorAnchor – Clear organization and useful suggestions make finding information easy.
thoughtstream – Demonstrates how clear pathways turn ideas into actionable results quickly.
дайсон оригинал официальный сайт [url=https://dn-kupit-2.ru/]dn-kupit-2.ru[/url] .
page link – The design stays minimal, making the content easy to follow from the start
Blog – Modern layout, fast-loading pages, and text is simple to follow.
direct link – Interesting content, smooth pages, and ideas spark curiosity while exploring
True Path Bond – Clean layout helps users locate important details quickly.
Worthline Connect – Interface is clean, navigation works well, and information is simple to understand.
Verifiable Bond Hub – Clear design and organized content make it easy to find what you need.
Blog – Modern layout, pages flow smoothly, and reading is effortless.
VisionDesk – The resources are clear and the layout makes exploring ideas very easy.
digital portal – Structure is simple, navigation feels natural, and content is easy to follow
energizedfocus – Encourages directing attention to maximize impact and achieve results.
[url=http://www.google.je/url?q=https://many-diplom77.ru]Kra47.at
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
[url=https://prazdnikson.ru/tradiczionnye-ukrasheniya-dlya-vypiski-iz-roddoma-gelievye-shary-v-vide-aistov-i-mladenczev/]Шары на выписку из роддома[/url] представляют собой неотъемлемой частью радостного события, в тот день когда маму с новорожденным ребенком выписывают домой. Фигурные гелиевые шары в форме аистов и малышей создают особое настроение и становятся визуальным символом счастья. Аист во многих культурах связан с пополнением в семье, поэтому именно такие украшения часто выбирают для праздничной встречи. Шары с изображением младенцев усиливают эмоциональный эффект и радуют родственников. Папа малыша и близкие люди заранее продумывают оформление, используя композиции из гелиевых шаров в нежных тонах. Такие украшения подходят как для мальчика так и для девочки, а благодаря гелию они долго парят и сохраняют праздничный вид. Гелиевые шары на выписку отлично смотрятся на фотографиях, помогая сохранить воспоминания о важном семейном событии. Эти украшения говорит о внимании к женщине после родов и создает атмосферу праздника. Гелиевые фигуры аистов и малышей не теряют популярности, потому что они передают самые теплые чувства и уместны в любой обстановке.
https://prazdnikson.ru/tradiczionnye-ukrasheniya-dlya-vypiski-iz-roddoma-gelievye-shary-v-vide-aistov-i-mladenczev/
web hub – Fashionable pieces showcased, browsing the site was simple and enjoyable
RestoQ Clinic – User-friendly layout, smooth browsing, and information is presented clearly.
Veritas Capital Explore – Layout feels professional, pages load quickly, and information is clear for users.
ActionCircle – Practical guidance and clear steps make understanding fast and easy.
заказать кухню по индивидуальным размерам в спб [url=https://kuhni-na-zakaz-5.ru]заказать кухню по индивидуальным размерам в спб[/url] .
купить дайсон оригинал официальный [url=https://ofitsialnyj-sajt-dn-1.ru/]ofitsialnyj-sajt-dn-1.ru[/url] .
Events – Simple interface, intuitive navigation, and content feels approachable.
дайсон официальный сервисный [url=https://ofitsialnyj-sajt-dsn.ru/]дайсон официальный сервисный[/url] .
[url=https://shefcook.ru/produkty/radost-ot-dostavki-vozdushnogo-shara]круглосуточной доставке шаров[/url] сегодня уделяют особое внимание, ведь эмоции от красиво оформленного подарка становятся важной частью любого события. За последнее время доставка воздушных шаров стала востребованной услугой, предлагая удобный и эффектный способ отпраздновать особые события. Такой формат особенно ценят те, кто не имеет возможности лично подготовить сюрприз, не жертвуя при этом качеством и визуальным эффектом. Даже один шар может задать тон празднику, а при профессиональной доставке они выглядят аккуратно и презентабельно. Для многих клиентов важно, что оформление заказа занимает минимум времени, поэтому услуга становится неотъемлемой частью подготовки к романтическим встречам и семейным событиям. Эффект сюрприза играет ключевую роль, а правильно подобранные воздушные шары делают поздравление более личным. Неудивительно, что все больше людей рассматривают такую услугу как дополнение к основному презенту. Клиентский сервис становится ключевым фактором выбора, обеспечивая гибкие условия оформления. В результате доставка воздушных шаров воспринимается не просто как логистика, а как способ подарить радость без лишних усилий.
https://shefcook.ru/produkty/radost-ot-dostavki-vozdushnogo-shara
кайт хургада Кайт египет
visit website – Navigation works well, layout looks organized, and text is clear
progressorganizer – Shows how clarity and planning ensure steady and measurable advancement.
landing page – Layout feels lively, browsing is smooth, and content is easy to discover
[url=https://astrologycourse.ru]обратиться за онлайн консультацией[/url] можно как отправную точку в понимании законов вселенной, после чего онлайн курсы по астрологии для начинающих открывают новые возможности. Программа рассчитана на новичков и практикующих, позволяя понять принципы составления натальных карт. Каждый урок посвящен значениям планет, знаков и домов, что дает понимание внутренних процессов человека. Практические занятия закрепляют теорию, а наставник помогает разобраться в сложных моментах. Формат онлайн делает курсы доступными из любой точки, при этом записи занятий можно пересматривать. Обучение развивает аналитическое и интуитивное мышление, что подходит для самопознания и помощи другим. По завершении курса выдается сертификат, который отражает уровень подготовки. Формат курсов сочетает традиции астрологии и удобство, позволяя глубже понять влияние звезд.
https://astrologycourse.ru
digital platform – Smooth performance, professional design, and well-managed content sections
Let me tell you something most septic companies will not: there are two kinds of people in this life. Those who believe septic systems are simply “buried containers for waste,” and those that have had raw sewage bubbling into their property at 2 AM. I discovered this difference the difficult way in 2005—waist-deep in muck, freezing in a Washington deluge, as my brothers and I helped a grizzled installer restore our family’s collapsed system. I was 14. My hands were raw. My clothes were ruined. But that evening, something clicked: This ain’t just manual labor. It’s families’ lives we’re preserving.
Here’s the harsh truth: nearly all septic companies just pump tanks. They are like temporary salesmen at a demolition convention. But Septic Solutions? These guys are different. It all began back in the beginning of the 2000s when Art and his family—just kids barely tall enough to shoulder a shovel—aided install their family’s septic system alongside a weathered pro. Imagine this: three kids waist-deep in Pennsylvania clay, discovering how soil absorption affects drainage while their buddies played Xbox. “We did not just dig holes,” Art shared with me last winter, hot coffee cup in hand. “We discovered how soil whispers mysteries. A patch of marsh plants here? That’s Mother Nature screaming ‘high water table.'”
https://pixabay.com/users/53935182/
официальный сайт дайсон [url=https://ofitsialnyj-sajt-dn.ru/]ofitsialnyj-sajt-dn.ru[/url] .
visit site – Stylish items showcased, the layout feels modern and sleek
CAC8899 Network – Fast-loading pages, organized layout, and content is concise and user-friendly.
start here – Pages are easy to browse, layout is minimal, and text is easy to understand
visit site – Easy-to-understand idea, well-presented, and fosters interaction
Partners – Professional design, smooth navigation, and information is readable.
CoreMerge page – Well-organized site with concise and readable content.
Simple and inviting shop – The browsing experience feels smooth and relaxed.
Charming Emberwild treasures – The shop layout is neat, and every product looks carefully selected.
Deepwater online store – Products are easy to locate, and the overall experience is smooth.
[url=https://www.google.com/url?q=https://zzz2024.ru]по этому адресу
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Golden Maple Market Corner – Items are well-presented, and pages load quickly.
CoreStead portal hub – Informative and accessible, making learning quick and easy.
Charming Evening Meadow treasures – Layout is neat, and every product looks thoughtfully presented.
Well-organized shop – The layout keeps everything easy to navigate and understand.
Drift and Dawn shop – Products are well displayed, and the overall vibe is calming.
20Tekzader Access – Pages respond quickly, structure is simple, and content is easy to follow.
Neat Golden Rift Picks – Layout is simple, and items are easy to explore.
кухня на заказ спб от производителя недорого [url=https://www.kuhni-na-zakaz-5.ru]кухня на заказ спб от производителя недорого[/url] .
Нужна фотокнига? заказать фотокнигу с фотографиями в москве печать из ваших фотографий в высоком качестве. Разные форматы и обложки, плотная бумага, современный дизайн. Поможем с макетом, быстрая печать и доставка. Идеально для подарка и семейных архивов
Friendly Evening Orchard Finds – The site feels inviting, and product photos are clear and detailed.
CoreWard Bond – Clean design and quick loading, content feels reliable.
Хочешь фотокнигу? фотокнига купить москва индивидуальный дизайн, премиальная печать и аккуратная сборка. Большой выбор размеров и переплётов, помощь с версткой. Быстрое производство и доставка
Hollow Creek Selects – User-friendly layout, items are well arranged and pages load fast.
Casual marketplace feel – Everything runs smoothly with a simple layout.
Ivory Branch Marketplace – Pleasant layout with thoughtfully selected products.
Inviting Golden Shore Store – Shopping feels relaxed, and finding products is easy.
Drift Pine online boutique corner – Navigation is smooth, and each product feels thoughtfully selected.
фен дайсон купить оригинал [url=https://stajler-d-10.ru/]фен дайсон купить оригинал[/url] .
дайсон стайлер официальный сайт цена [url=https://stajler-d-11.ru/]stajler-d-11.ru[/url] .
купить стайлер дайсон новосибирск [url=https://fen-d-12.ru/]купить стайлер дайсон новосибирск[/url] .
цена дайсон стайлер для волос с насадками официальный сайт купит… [url=https://fen-ds-10.ru/]цена дайсон стайлер для волос с насадками официальный сайт купит…[/url] .
дайсон купить стайлер для волос с насадками цена официальный сай… [url=https://fen-ds-11.ru/]дайсон купить стайлер для волос с насадками цена официальный сай…[/url] .
Moonfall Boutique – Intuitive layout, pages load quickly, and items are appealing.
стайлер дайсон для волос с насадками официальный сайт купить цен… [url=https://fen-dn-kupit-10.ru/]fen-dn-kupit-10.ru[/url] .
Evening Tide Online Treasures – Browsing is simple, and product presentation feels polished.
ai sex chat
Bond overview – Well-structured pages and a polished, professional design.
מה? לאן נלך? היא לא נרגעה. “נחיהנראה,” ענתה דנילה בהתחמקות. חופשת השנה החדשה עדיין הייתה רחוקה מדי. . כמו דירות דיסקרטיות רבות, לנוצ ‘ קה אהבה לחלום למרבה הצער, רוב חלומותיה, כפי לקרוא ולמה ארטום צריך לעשות את זההיא לא התעניינה. אנחנו חייבים להוציא אותו מכאן! בדיוק איך? קייסה החלה להשמיע את מילות הכישוף של התגנבות, חצתה את אצבעותיה, אך לפתע הופיעו בשקט דירות iputasxxx.com
בדיוק מה שהיא רוצה — משהו אסור, משהו שהיא מעולם לא עשיתי עם מאהביה האחרים. דנילה קפאה, עיניו התרחבו, אבל אז הוא גיחך. אתה רציני? הוא שאל, אבל הזין שלו התעוות והוציא כמה הוא אוהב את על הראשון שכבתי על המיטה עם הגב למצלמה, עם התחת שלי מקושת, ועל השני ישבתי קצת הצידה, הרגליים שלי מכופפות מתחת. העובדה שהשד לא היה אמיתי לא היה מורגש. הפנים שלי בחושך למחצה כמעט ולא analpornlinks.com
Larkspur Picks – Smooth site performance and enjoyable shopping flow.
HollowRidge Market Hub – Layout feels clean, products are easy to browse and shopping is straightforward.
Curated craft selections – Items are arranged nicely, showing off careful thought and craftsmanship.
Golden Tide Treasures – Easy-to-use layout and items seem well-curated.
MF Online Hub – Simple navigation with clear product presentation and enjoyable browsing.
Driftstone online treasures – Each item is easy to explore, and descriptions are informative and genuine.
Friendly Everbloom Finds – The shop is pleasant, and products are displayed attractively.
ebony porn
CHB-AC Link – Interface is clean, navigation works well, and content is clear and trustworthy.
фен купить дайсон оригинал [url=https://fen-dn-kupit-11.ru/]fen-dn-kupit-11.ru[/url] .
Official Cornerstone Axis – Clean layout, easy to browse, and information is well-presented.
Everoak Select Picks – The site is tidy, and product descriptions are helpful.
Lighthouse Goods – Smooth experience with organized product listings.
Moonfall Goods – Enjoyable interface with products easy to explore and clearly described.
Gold Thread Emporium – Navigation is easy, checkout is simple, and items look appealing.
Honey Fern Market – User-friendly design, items look appealing and checkout is simple.
Elegant shop space – The layout feels welcoming, and items are displayed with care.
Driftwood Lane treasures online – Items are easy to find, and everything loads seamlessly.
[url=https://www.google.al/url?q=https://zzz2024.ru]Kra47.cc
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Covenant portal hub – Clear, well-organized pages that are simple and informative to explore.
Fog Harbor Select Picks – The site is neat, and items feel carefully chosen.
Moonfall Boutique – Intuitive layout, pages load quickly, and items are appealing.
LF Marketplace – Navigation is simple and products are easy to find.
Portfolio – Neat design, smooth menus, and content is professional and readable.
Gold Vein Selects – Pleasant site design and browsing feels organized.
porn online
Charming curated Ember Coast – Browsing flows easily, and items are thoughtfully showcased.
Ocean breeze boutique – The pages load quickly, and the content feels helpful and clear.
Edouard Chambost Hub – Well-structured pages, quick loading, and information is simple to follow.
прямые кухни на заказ от производителя [url=http://www.kuhni-na-zakaz-5.ru]http://www.kuhni-na-zakaz-5.ru[/url] .
Frostline Online Treasures – Pages load fast, and product presentation is attractive.
CrestLink platform – Well-structured layout with information that’s easy to read.
стайлер дайсон для волос купить официальный сайт с насадками цен… [url=https://fen-dn-kupit-10.ru/]fen-dn-kupit-10.ru[/url] .
фен купить дайсон в москве [url=https://stajler-d-11.ru/]stajler-d-11.ru[/url] .
MF Picks – Enjoyable shopping flow with clearly organized items.
купить дайсон стайлер с насадками официальный сайт для волос цен… [url=https://fen-ds-10.ru/]fen-ds-10.ru[/url] .
Продажа тяговых https://faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
LinenWild Goods – Browsing is enjoyable and products feel naturally selected.
фен дайсон купить оригинал [url=https://stajler-d-10.ru/]фен дайсон купить оригинал[/url] .
Harbor Finds – Marketplace feels tidy and items look thoughtfully curated.
InkedMeadow Selects – Browsing was enjoyable, items are well organized and pages load fast.
какой стайлер дайсон лучше купить [url=https://fen-ds-11.ru/]fen-ds-11.ru[/url] .
Emberfield online treasures – Browsing is intuitive, and product presentation is clear.
Shop Copper Grove – Products are well displayed, and the checkout process works smoothly.
Neat Gold Branch Outlet – Layout is tidy, and products are easy to explore.
стайлер дайсон цена для волос с насадками официальный сайт купит… [url=https://fen-d-12.ru/]fen-d-12.ru[/url] .
CrestPoint platform – Pages are well-organized and information is easy to follow.
MF Deals – Clean design, fast pages, and products are thoughtfully arranged.
LunarBay Hub Online – Shopping is intuitive and items feel carefully chosen.
дайсон фен оригинал купить [url=https://fen-dn-kupit-11.ru/]дайсон фен оригинал купить[/url] .
Harvest Lumen Finds – Smooth experience, layout is intuitive and shopping is pleasant.
[url=https://images.google.hr/url?q=https://zzz2024.ru]Kraken зеркала kra46.at
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
grain buyers choice – Overall a good experience with solid variety, fair costs and quick shipping.
Iron Hollow Shop Hub – Clean and organized, items appear carefully selected and pages load quickly.
a href=”https://moonpetalcollective.shop/” />Moon Petal Collective – A charming shop with interesting items and smooth browsing experience.
Friendly Golden Loam Boutique – Navigation is intuitive, and shopping feels simple.
Emberleaf curated corner – Navigation is smooth, and items are thoughtfully presented.
Well-organized product shop – Every product is presented clearly, and the site feels welcoming.
trendy fashion corner – Fast and easy navigation, deals are fashionable and appealing.
Al-Brett Online – Navigation is intuitive, site feels streamlined, and information is concise and trustworthy.
BloomCraft Selection – Well-presented products, navigation feels intuitive and shopping is pleasant.
Unique Value Zone – Items are interesting, checkout felt straightforward and simple.
Moonfall Online – Easy-to-navigate design with items clearly displayed.
Official Crossroad – Straightforward design with easy-to-understand information.
opal grain treasures – User-friendly design, product descriptions are clear and the process is simple.
LunarCoast Online Shop – Clean design and clear product descriptions make shopping simple.
Продажа тяговых https://ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России
Quiet Stone Shop – Great variety here, layout is simple and browsing is enjoyable.
HighCoast Shop – Pleasant experience, everything loads quickly and items look appealing.
minimalist loom store – Clean designs, relaxing to browse and checkout worked perfectly.
moon ridge boutique – Easy browsing, good-quality items, and ordering was seamless.
IronLeaf Online Deals – Products are easy to spot and the site is responsive.
Chic Ember Quarry finds – Products are easy to view, and shopping feels polished.
shop blue fern – Lovely shop, products feel well-selected and checkout was straightforward.
value hub online – Friendly layout, easy to find useful daily tips.
MF Market – Pleasant interface with fast-loading pages and helpful product descriptions.
Comfortable browsing shop – Products are easy to explore, and information is concise and helpful.
luxuryfindsonline.click – Elegant selection, items appear high-end and descriptions are clear.
Crown Capital info – Smooth layout and well-presented content make browsing easy.
Shop Opal Grain – Good value items, pages load quickly and browsing feels effortless.
LunarFern Select – Easy-to-use interface and products feel thoughtfully chosen.
HighRidge Marketplace – Fast-loading pages, products are organized and shopping is easy.
Quiet Stone Treasures – Enjoyed exploring, descriptions are clear and site works well overall.
creative discovery site – A refreshing place to pick up ideas and build skills.
Moon Veil treasures online – Descriptions are informative, photos look trustworthy, and the site is easy to explore.
Curated Emberstone picks – The store feels organized, and products are easy to view.
IronLeaf Picks – Quick loading pages and intuitive design.
bluehearth curated – Smooth browsing, products are well-presented and checkout feels easy.
MF Collection – Smooth pages, well-organized products, and simple navigation.
ideas portal online – Clear and concise content, smooth navigation, enjoyable experience.
Curated forest shop – Navigation is simple, and product descriptions are easy to read.
дайсон официальный сайт стайлер купить [url=https://stajler-d-11.ru/]stajler-d-11.ru[/url] .
amberfield online hub – Charming presentation, products feel special and well-organized.
Opal River Collective – Nice selection here, pages load quickly and items look authentic.
dyson фен оригинал [url=https://fen-dn-kupit-10.ru/]fen-dn-kupit-10.ru[/url] .
LunarField Specials – Pleasant shopping experience with fast page loads.
дайсон официальный сайт стайлер купить [url=https://fen-ds-10.ru/]fen-ds-10.ru[/url] .
стайлер дайсон купить официальный сайт [url=https://fen-dn-kupit-11.ru/]fen-dn-kupit-11.ru[/url] .
morning harvest market – Smooth browsing, quick site speed, and a selection that feels intentional.
Quiet Tide Collection Shop – Items seem well made, descriptions are helpful and navigating is effortless.
shoreline shopping – Responsive site, straightforward descriptions and honest-looking photos.
фен дайсон как отличить оригинал [url=https://stajler-d-10.ru/]stajler-d-10.ru[/url] .
Продажа тяговых https://faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
blue peak online – Nice variety, layout is clean and checkout process is simple.
Moonfall Boutique – Intuitive layout, pages load quickly, and items are appealing.
IP Marketplace – Pleasant site design and fast-loading product pages.
ко ланта ко ланта
forward hub online – Engaging layout, uplifting content, and browsing feels effortless.
дайсон официальный сайт стайлер для волос с насадками купить цен… [url=https://fen-ds-11.ru/]дайсон официальный сайт стайлер для волос с насадками купить цен…[/url] .
Opal Shore Gems Online – Easy browsing, items are clearly presented and the experience feels seamless.
craft hub online amber grove – Felt like a real craft shop, handmade style is clearly highlighted.
порно отец и дочь
LH Collection – Pages load quickly and items are presented clearly.
About Us – Well-organized pages, easy menus, and information is clear and helpful.
BlueStream Market – Enjoyed looking through the products, site is clean and easy to navigate.
quartz marketplace online – Calm design, well-organized content, and effortless site navigation.
minimal emporium site – The experience is well structured, with a layout that stays clear.
Rift & Root Picks – Enjoyed browsing, everything looks well curated and the site works smoothly.
IronWave Finds Shop – Quick navigation and items feel thoughtfully chosen.
moment matters hub – Positive and friendly layout, easy to navigate, and thoughtful experience.
монтаж плоской кровли цена https://ustrojstvo-ploskoj-krovli.ru
купить стайлер дайсон официальный сайт [url=https://fen-d-12.ru/]купить стайлер дайсон официальный сайт[/url] .
opalwild online – Easy to browse, items look high-quality and site runs smoothly.
amber hollow market – Clear and fast site, easy to explore all sections.
Продажа тяговых https://ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России
brassfield shop click – Products are interesting, browsing is easy and pages load fast.
[url=https://maps.google.bg/url?q=https://pro-happy-birthday.ru]по этому адресу
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Here’s the ugly truth: most HVAC failures happen because someone missed a step. Didn’t calculate the load accurately. Used cheap equipment. Misjudged the insulation needs. We’ve personally fixed hundreds of these failures. And each time, we record another lesson. Like in 2017, when we decided on adding smart thermostats to each system. Why? Because Sarah, our master tech, got frustrated of watching homeowners lose money on inefficient temperature settings. Now clients save $500+ yearly.
https://www.pinterest.com/productairheating/_profile/
maple moss curated shop – Clear details, carefully selected products, and a clean, appealing design.
[url=https://tarolog-v-kazani.ru/]сформулируйте свой вопрос для онлайн гадания[/url] и получите индивидуальное дистанционное гадание на картах ТАРО, где каждый символ помогает понять скрытые процессы жизни. Гадание на ТАРО позволяет увидеть то, что ранее оставалось незамеченным, помогая разобраться в отношениях, работе и личных решениях. Удаленный расклад ТАРО экономит время и сохраняет комфорт, при этом точность интерпретации сохраняется полностью. Все обстоятельства вопроса анализируются индивидуально, что позволяет получить не шаблонный ответ, а осмысленное толкование. Расклад карт ТАРО может подсказать направление развития событий, не навязывая решений, а помогая сделать осознанный выбор. Онлайн гадание на картах ТАРО подходит для вопросов о будущем, включая эмоциональные состояния, выбор и жизненные перемены. ТАРО отражают внутренние процессы человека, поэтому ответы воспринимаются как точные и своевременные. Удаленное гадание объединяет древние знания и удобство технологий, помогая лучше понять себя и происходящее вокруг.
https://tarolog-v-kazani.ru/
North Wild Trading – Lots of intriguing items, I lost track of time exploring the site.
Riftstone Deals – Enjoyed the variety, descriptions are clear and the site works without issues.
[url=https://podachaiska.ru/]поддержка специалистов в сложных ситуациях[/url] часто становится первым шагом для человека, который столкнулся с необходимостью обращения в судебные инстанции, однако без квалифицированной юридической помощи добиться результата бывает крайне сложно. Оформление исков и жалоб требует точного соблюдения норм закона, так как неточности в документах могут привести к отказу в принятии иска. Специалисты по судебным спорам оказывают помощь на всех этапах, начиная с правовой оценки дела, заканчивая сопровождением судебного процесса. При необходимости обеспечивается апелляционное обжалование, а также обращение в вышестоящие суды, что позволяет исправить судебные ошибки. Юридическая помощь в суде особенно важна в случаях, когда спор затрагивает личные или деловые отношения. Специалисты берут на себя подготовку доказательств, снижая психологическое давление для клиента. Выбор профессионального сопровождения позволяет избежать ненужных рисков, поскольку каждое действие строится в рамках процессуальных норм. Профессиональная защита в суде — это реальный инструмент защиты прав в любой сложной ситуации.
https://podachaiska.ru/
thinking corner online – Fast navigation, clear layout, and engaging content.
Chúng tôi tin rằng, với sự đầu tư bài bản và tâm huyết, 888slot sẽ mang lại một không gian cá cược đẳng cấp, nơi niềm tin được đặt đúng chỗ. TONY01-06S
slot365 apk được khai sinh vào đầu năm 2020, giữa thời điểm ngành giải trí trực tuyến đang có những bước chuyển mình mạnh mẽ. Với trụ sở đặt tại Manila, Philippines, nhà cái hoạt động dưới sự giám sát và cấp phép bởi PAGCOR – Tập đoàn quản lý và điều tiết trò chơi có uy tín hàng đầu châu Á. TONY01-06S
petal ember boutique online – Pleasant layout, items seem carefully selected and browsing is simple.
amber trail shop online – Products feel durable, descriptions are concise and helpful.
brasslaneboutique.shop – Charming boutique style, products are unique and nicely displayed online.
Salt Meadow Market – The variety and presentation make browsing enjoyable.
moss light boutique – Clean interface with a good mix of aesthetics and functionality.
[url=https://inter-lekar.ru/]помощь психиатра онлайн круглосуточно[/url] — это одно из направлений многофункционального медицинского портала, который объединяет специалистов в направлении восстановительной, восточной и традиционной медицины в Москве. Медицинский центр нацелен на системное восстановление к здоровью и самочувствию пациентов, используя проверенные клинические методы и восточные практики. На главной странице портала размещены подробные сведения о медицинских услугах, оценке состояния, лечении и реабилитации. Пациенты получают возможность быстро записаться на очный приём без лишних формальностей. Клиника оказывает помощь при разных запросах, охватывая психосоматические состояния, стрессовые расстройства и необходимость поддержки. Важный акцент сделан персонализации лечения, где учитываются особенности пациента. Медицинский портал подходит для тех, кто предпочитает сочетание традиций и науки в Москве. Понятная навигация портала делает поиск услуг простым, а информационные разделы объясняют подходы к лечению. Основной раздел отражает философию центра — ответственный подход к здоровью каждого пациента.
https://inter-lekar.ru/
trade goods corner – A fun selection that made me stay longer than planned.
Suncrest Collection – Thoughtful curation makes the products enjoyable to explore.
фен купить dyson оригинал [url=https://fen-dn-kupit-11.ru/]fen-dn-kupit-11.ru[/url] .
Sunwoven Curated – Items were easy to find, and the browsing experience was pleasant.
River Bloom Finds Online – Pleasant site, browsing is straightforward and items are nicely displayed.
Visit Wild Harbor Collective – Really liked exploring, products seem carefully curated and special.
стайлер дайсон для волос с насадками официальный сайт купить цен… [url=https://stajler-d-11.ru/]стайлер дайсон для волос с насадками официальный сайт купить цен…[/url] .
стайлер дайсон купить официальный сайт [url=https://fen-dn-kupit-10.ru/]fen-dn-kupit-10.ru[/url] .
fresh fashion corner – Easy to browse, fun shopping experience, items are appealing.
petal quarry finds – Great assortment of items, pages load quickly and checkout is simple.
Tide Select – Smooth navigation, the boutique feels curated and welcoming for users.
brass quartz boutique – Easy to explore, items are nicely displayed and purchase process feels smooth.
Ashen Fern Online Hub – Calm and inviting, navigating through the store is simple.
Salt Wind Inspired – The calm atmosphere really enhances the browsing experience.
northbay online shop – Neat layout, easy to explore, and seems very trustworthy.
Wild Harbor Collection Hub – Items are well-chosen, and exploring the site was smooth and enjoyable.
this charming boutique – Feels cozy and intentional, with carefully picked products.
Suncrest Lane Store – Smooth navigation combined with calm visuals creates a relaxed shopping experience.
Thistle & Stone Finds – Browsing is straightforward, and the rustic style feels very inviting.
River Quartz Emporium – Clean and organized, store is simple to explore and products look authentic.
Pine Echo Store – Fun to explore, layout is clean and everything loads efficiently.
dayaway deals hub – Layout is clear, purchasing process is simple and efficient.
Emporium Select – Simple layout, exploring items is effortless and pleasant.
brightridge online shop – Quick access to products, pages load fast and checkout is easy.
Wild Hollow Vendor – Simple, clean layout with pleasing colors makes shopping relaxing.
Ashen Willow Market – Simple and intuitive, finding items is fast and easy.
Visit Sea Breeze Atelier – Everything looks neat and the color choices are easy on the eyes.
petal selection north – Easy navigation, standout products, and clear, concise information.
thoughtful boutique picks – Charming environment with items that feel well curated.
Thunder Willow Hub – The images are appealing and the item descriptions are easy to follow.
Sunfield Official Shop – Descriptions were concise and helpful, making browsing effortless.
Rose Quartz Choice – Nice selection overall, site feels trustworthy and easy to use.
дайсон стайлер для волос с насадками цена официальный сайт купит… [url=https://stajler-d-10.ru/]дайсон стайлер для волос с насадками цена официальный сайт купит…[/url] .
дайсон стайлер для волос с насадками цена купить официальный сай… [url=https://fen-ds-10.ru/]fen-ds-10.ru[/url] .
Bronze Willow Picks – Items are curated nicely, site navigation is simple and enjoyable.
купить дайсон фен в москве у официального дилера [url=https://fen-ds-11.ru/]fen-ds-11.ru[/url] .
Windstone Selection – Very clear layout, shopping is intuitive and items feel carefully chosen.
Pine Harbor Gems – Clear product descriptions, site navigation is intuitive and shopping was fun.
LH Central – Well-laid-out pages, smooth scrolling, and information is concise.
creative gift finds – Fun and effortless browsing, discovered some unique gift ideas.
Wild Lantern Official – Clear and organized layout, shopping is effortless and enjoyable.
MoneyConnect – Step-by-step guidance makes exploring content fast and stress-free.
aurora valley portal – Charming presentation, browsing the store feels simple and enjoyable.
northfieldcraft.shop – Enjoyed browsing, looks like a reliable shop I’ll revisit.
Silk Road Marketplace – Interesting selections stood out right away, and details were well written.
[url=https://images.google.com.pl/url?q=https://pro-happy-birthday.ru]Kra46.cc
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Timber Echo Emporium – The site is easy to navigate, and the checkout process is straightforward.
Sunforge Emporium – The website is quick to load and browsing on mobile feels seamless.
rustandpetal.shop – Easy to navigate, products are clear and descriptions informative and helpful.
Wild Lantern Online Store – Browsing feels natural, layout is clear, and site is dependable.
Clarity Click – Well structured, information is easy to follow and highly practical.
pine veil market hub – Nice collection of items, layout is clear and shopping feels effortless.
дайсон стайлер для волос официальный сайт цена купить с насадкам… [url=https://fen-dn-kupit-11.ru/]fen-dn-kupit-11.ru[/url] .
bright beginnings portal – Warm interface, inviting content, and smooth browsing experience.
Harbor Central Hub – Quick-loading pages, polished interface, and browsing content is effortless.
Silver Reef Goods – A clean browsing experience that inspires confidence.
стайлер дайсон для волос цена с насадками официальный сайт купит… [url=https://fen-d-12.ru/]fen-d-12.ru[/url] .
FinanceShield – Helpful insights and smooth navigation simplify understanding.
Explore Wild Plum Goods – Items seem thoughtfully chosen, and browsing is simple and enjoyable.
Let me explain something most septic companies won’t: there are two categories of people in this world. Those who assume septic systems are simply “buried containers for waste,” and those who have had raw sewage gurgling into their yard at the dead of night. I learned this distinction the hard way in 2005—waist-deep in muck, trembling in a Washington deluge, as my brothers and I assisted a veteran installer restore our family’s collapsed system. I was 14. My hands ached. My pants were destroyed. But that moment, something changed: This is not just manual labor. It’s folks’ lives that we’re safeguarding.
Here’s the harsh truth: the majority of septic companies just pump tanks. They’re like temporary salesmen at a disaster convention. But Septic Solutions? They’re special. It all began back in the beginning of the 2000s when Art and his brothers—just kids hardly tall enough to lift a shovel—aided install their family’s septic system alongside a weathered pro. Picture this: three pre-teens waist-deep in Pennsylvania clay, understanding how soil absorption affects drainage while their friends played Xbox. “We didn’t just dig trenches,” Art shared with me last winter, warm coffee cup in hand. “We understood how ground whispers mysteries. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://hive.blog/hive-178708/@praditya/the-progress
Timber Echo Curated – The store is simple to explore, and placing orders is straightforward.
Sunharbor Online Store – Trustworthy layout and easy-to-use design help shoppers find what they need quickly.
Sable Fern Finds – Nice layout, exploring is simple and products feel thoughtfully chosen.
Quiet Orchard Picks – Smooth browsing experience, product images are clear and items look thoughtfully chosen.
Success Flow – Very approachable, site feels organized and reading is effortless.
I blog quite often and I really appreciate your information. This article has really peaked my interest. I am going to bookmark your blog and keep checking for new information about once per week. I opted in for your RSS feed too.
https://actioncams.ru/
Bond Central – Navigation feels intuitive, design is neat, and information is easy to read.
forward-thinking action platform – Engaging ideas are easy to follow and inspire action today.
Soft Lantern Finds – The calm presentation makes it easy to enjoy looking around.
Wild Shore Finds – Easy to navigate and visually attractive, gives a professional yet welcoming vibe.
This page truly has all the information and facts I needed concerning this subject and didn’t know who to ask.
официальный сайт leebet
Безопасный вход на маркет kraken войти через актуальные зеркала с двухфакторной аутентификацией
Saffron Trail Picks – Well organized, product range feels curated and shopping is seamless.
Action Knowledge – Smooth reading experience, pages are clear and practical.
MoneyLink – Concise instructions help users explore topics naturally.
Velour Valley Finds – Calm color palette and simple layout make exploring items stress-free.
Sunharbor Goods – The platform feels secure and intuitive, with items easy to locate.
strategic path hub – Focused content encourages steady progress and straightforward planning.
LS Hub Online – Pages load quickly, layout is neat, and information is easy to follow.
Wild Stone Vendor – Smooth browsing experience with a clear, minimal layout.
Let me share the harsh truth: nearly all HVAC failures take place because someone missed a step. Did not calculate the load properly. Used incorrect equipment. Miscalculated the insulation needs. We’ve fixed countless of these disasters. And each and every time, we remember another lesson. Like in 2017, when we began adding WiFi controls to all install. Why? Because Sarah, our master tech, got tired of watching homeowners lose money on poor temperature control. Now clients save 20-30% yearly.
https://www.behance.net/productairhea
Soft Lantern Online Store – Easy on the eyes, making it nice to browse through.
Good day! Would you mind if I share your blog with my facebook group? There’s a lot of people that I think would really enjoy your content. Please let me know. Cheers
leebet casino
Momentum Strategies – Helpful resource, content is concise and the site is easy to browse.
straightforward guidance site – Shows that ideas become powerful when executed thoughtfully.
Wild Aura Collection Hub – Simple layout and neat organization make browsing products fast and enjoyable.
Sunmist Hub – Calm visuals and clear organization make it easy to enjoy shopping.
Wild Thistle Showcase – Clear layout and polished design, exploring items is comfortable and enjoyable.
forward-thinking platform – Encourages maintaining momentum with structured guidance and priorities.
energy focus hub – Encourages readers to maintain energy levels to sustain forward progress.
Longterm Hub – Pages are well-organized, navigation is smooth, and content is concise and clear.
useful daily guidance page – Encourages regular progress and practical approaches to goals.
Soft Wildflower Picks – Product selection is lovely, and the checkout process is straightforward.
Top picks for you: https://elysianbyfuhaar.in/winshark-casino-120-no-deposit-bonus-and-more/
[url=http://google.md/url?q=https://pro-happy-birthday.ru]kraken ссылка
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
organized results page – Encourages practical methods to maintain steady momentum through focused action.
Willow Forge Online – Clean layout and attractive display make shopping here easy and pleasant.
Clarity Portal – Clean layout, easy to find details and the content is practical.
Wild Branch Vendor – Creative and inspiring design makes exploring ideas easy and enjoyable.
Sunrift Goods – The store has a well-thought-out selection, and prices seem reasonable.
well-structured progress page – Motivates steady advancement with clarity and purpose.
pathway to action – Inspires readers to move forward with intention and consistency.
Bond Link – User-friendly navigation, clear headings, and browsing is effortless.
Starfall Picks – Each item seems chosen with care, creating a distinctive shopping experience.
straightforward guidance site – Emphasizes that actionable steps are improved with clear focus.
Forward Energy Tips – Easy to explore, layout is tidy and content is practical.
Explore Wild Fern Collective – Pleasant layout and thoughtful touches make browsing enjoyable.
reader-friendly movement hub – Clear concepts guide focused action and practical progress.
focused action guide – Demonstrates that focused steps lead to real and measurable growth outcomes.
Sunspire Finds – The boutique style is elegant, and the product choices are thoughtful.
Вызвать терапевта на дом в Севастополе https://vrachnadom-sev.ru
visit this planning hub – Clear design helps concepts stick and makes planning simpler.
Официальный маркетплейс доступен на kraken darknet с системой escrow для безопасности всех сделок
reader-friendly progress hub – Clear layout and guidance make moving forward easier.
Noise to Momentum – Very easy to navigate, content is practical and well structured.
straightforward brainstorming site – Makes idea generation and action planning simple and enjoyable.
Wild Grain Online Store – Creative visuals and interactive layout make exploring products enjoyable.
forward path hub – Shows how centralizing ideas contributes to consistent progress.
Explore Sunweave Boutique – Enjoyed checking out products, the store looks tidy and professional.
idea refinement page – Encourages careful thought before implementing new concepts.
purpose-driven platform – Helps prioritize and maintain momentum toward meaningful outcomes.
smart signal use – Shows how interpreting signals helps keep growth aligned.
explore this platform – Directional cues in the layout make it easy to stay on track.
daily progress path – Easy to read and motivating for regular use.
organized action resource – Shows that focus on core principles supports continued progress.
[url=https://images.google.am/url?q=https://avatar-the-last-airbender.ru]Кракен зеркало
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
strategic clarity hub – Encourages taking a moment to understand clearly before proceeding.
growth insight tips – Provides practical guidance for pairing focus with progress effectively.
mask initiative hub – Organized and approachable, makes safety information accessible to all.
recommended action link – Motivates thoughtful steps to build momentum effectively.
PureValue Online – Fun and engaging site, encourages users to learn while browsing easily.
Whollywood Haunted Bash – Exciting and atmospheric, site layout makes checking schedules simple.
activate potential – Easy-to-read content with clear takeaways.
Let Them Play Minnesota – Well-presented and approachable, site guides visitors to participate easily.
dynamic action hub – Encourages moving forward with ideas and minimal hesitation.
clarity and focus – Reminds readers that direction improves when focus is intentional.
Berserker World – Thrilling site design, layout keeps content easy to follow.
Vote Regina – Informative layout, ideas are easy to understand and navigate.
Pepplish Network – Engaging layout, exploring articles and info is simple and fun.
purpose-driven platform – Demonstrates that clear focus translates into measurable achievements.
actionpowersgrowth.click – Short content but powerful idea, aligns well with growth mindset
Here’s the ugly truth: most HVAC failures happen because someone missed a step. Failed to calculate the load properly. Used cheap equipment. Misjudged the insulation needs. We’ve fixed dozens of these failures. And each and every time, we file away another insight. Like in 2017, when we began adding smart thermostats to each system. Why? Because Sarah, our master tech, got sick of watching homeowners lose money on inefficient temperature settings. Now clients save hundreds yearly.
https://groups.google.com/g/electric-motor-it-support/c/v-PiRO2Yugo
Vote for Judi – Informative content, layout is clean and simple to follow.
Imagine Hub – Layout is clean, and content keeps the reader interested throughout.
explore this platform – Helps focus thoughts before moving into action.
action tips site – Encourages prioritizing doing over planning to maintain steady progress.
Exodus Alliance Resources – Informative and intuitive, site layout makes learning easy.
Death Ray Vision – Bold and creative, site layout makes exploring content easy and fun.
forward concept guide – Simple layout and approachable presentation make reading easy.
Explore Kuwait-Iraq Walls – Engaging and structured, content is easy to navigate and understand.
Sparxcle Hub – Bright and organized, site makes finding information effortless.
moving ideas ahead – Reads smoothly and leaves you feeling motivated.
smart work guide – Emphasizes clarity and focus over brute effort.
[url=http://maps.google.co.th/url?q=https://avatar-the-last-airbender.ru]перейти по ссылке
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Cranberry Hub – Comfortable and friendly, site layout makes ordering simple.
Kruise Spot – Organized layout with fun visuals, event details are easy to grasp.
forward-thinking guidance platform – Practical content reinforces that clarity helps maintain focus and forward motion.
momentum planning guide – Shows that intelligent pacing helps achieve consistent forward results.
Ros for Progress – Clean and simple site, campaign details are straightforward to access.
Quint Tatro Projects Hub – Layout is smooth, works and projects are easy to follow.
etiquette essentials – Clear advice, layout supports easy understanding of social norms.
intuitive results page – Shows that concentration and intent lead to stronger, repeatable outcomes.
Fearless Food Advice – Helpful content, advice is actionable and simple to understand.
action clarity guide – Content is approachable and encourages purposeful action.
Simons Cider Corner – Easy-to-navigate, product pages are visually appealing and simple to access.
intuitive direction page – Encourages deliberate choices and maintaining focus throughout.
World of Gin – Elegant presentation, product details are clear and engaging.
practical action page – Shows how decisive moves often bring unforeseen chances.
MDC Jealous Perspectives – Engaging and approachable, content is straightforward and easy to follow.
Kim 4 Change – Easy to read, site presents information clearly and encourages engagement.
[url=http://google.com.nf/url?q=https://avatar-the-last-airbender.ru]Кракен зеркало
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Horror Bash Online – Engaging theme, exploring pages feels smooth and simple.
Repurpose and Reuse – Clear instructions and layout, content feels accessible and useful.
Malton Racing Show – User-friendly site, event details are simple and straightforward.
Продажа тяговых ab-resurs.ru аккумуляторных батарей для вилочных погрузчиков и штабелеров. Надёжные решения для стабильной работы складской техники: большой выбор АКБ, профессиональный подбор по параметрам, консультации специалистов, гарантия и оперативная поставка для складов и производств по всей России
progress through action – Everything feels logically connected and easy to follow.
Shop Maggie Online – Clear sections and readable product details, shopping is enjoyable.
Guitar Collectibles – Great selection, navigation is smooth and items are easy to view.
TAHWLA Support – User-friendly layout, all resources are simple to navigate.
Donate to the Ride – Friendly layout, navigation makes finding ways to help effortless.
alixrice showcase – Approachable site design, content is clear and keeps interest high.
Explore Asterix Films – Playful and informative, visitors can easily find movie details.
Global Alternative Trade Financing Global Alternative Trade Financing: Tech-driven solutions for faster and more accessible funding.
Janet’s Policies – Informative and well-laid-out, site makes learning about issues effortless.
thoughtful growth hub – Encourages consistent forward motion with clarity and simplicity.
Knockout Zone – Energetic and fun presentation, with content that’s easy to follow.
дайсон стайлер для волос официальный сайт цена купить с насадкам… [url=https://fen-dn-kupit-12.ru/]fen-dn-kupit-12.ru[/url] .
TAHWLA Community – Easy-to-follow pages, resources are accessible and well-organized.
дайсон стайлер для волос с насадками официальный сайт купить цен… [url=https://fen-dn-kupit-13.ru/]дайсон стайлер для волос с насадками официальный сайт купить цен…[/url] .
оригинал dyson фен купить [url=https://stajler-dsn.ru/]stajler-dsn.ru[/url] .
dynamic ideas hub – Inspires energy and helps maintain consistent progress.
Islington Design Map – Modern and easy to use, highlights local design spots and event info clearly.
стайлер дайсон для волос с насадками цена официальный сайт купит… [url=https://stajler-dsn-1.ru/]stajler-dsn-1.ru[/url] .
дайсон стайлер для волос официальный сайт с насадками купить цен… [url=https://dn-fen-kupit.ru/]дайсон стайлер для волос официальный сайт с насадками купить цен…[/url] .
colossal heart click – Calm design, articles flow naturally and encourage reflection.
пылесос dyson вертикальный купить [url=https://pylesos-dn-1.ru/]pylesos-dn-1.ru[/url] .
Parenting Updates – Friendly design, content is straightforward and easy to follow.
купить фен дайсон оригинал в москве официальный сайт [url=https://dn-fen-kupit-1.ru/]купить фен дайсон оригинал в москве официальный сайт[/url] .
дайсон пылесос беспроводной моющий купить [url=https://pylesos-dn.ru/]pylesos-dn.ru[/url] .
Saratoga Express – Fun atmosphere, site makes finding ride details effortless.
ThirtyMale Online – Easy-to-use interface, resources are accessible and inspiring.
B Legacy Resource – Well-organized and approachable, farm details are easy to understand.
Продажа тяговых faamru.com аккумуляторных батарей для вилочных погрузчиков, ричтраков, электротележек и штабелеров. Решения для интенсивной складской работы: стабильная мощность, долгий ресурс, надёжная работа в сменном режиме, помощь с подбором АКБ по параметрам техники и оперативная поставка под задачу
Campaign for Mark Mackenzie – Smooth interface, information is concise and accessible for visitors.
hellgate100 coverage – Easy navigation and concise content, makes browsing the event enjoyable.
Larkfest Scenes – Nostalgic energy, pages are well-structured and easy to use.
< Kionna West Online Portfolio – Professional and clear, navigating through the site feels effortless.
Newlywed Journey Hub – Informative content, event schedules and details are easy to read.
move ideas forward – I found this engaging, the ideas come across as useful and motivating.
FH Professionals – Content flows smoothly, pages feel intuitive and easy to navigate.
FilAmericans Justice Alliance – Well-laid-out and motivating, site encourages engagement effectively.
tadros updates hub – Easy-to-follow layout, showing focus areas and values in a clear manner.
formative beans – Easy-to-navigate layout, content is interesting and digestible.
Halloween Fest Whollywood – Spooky and lively, site layout makes exploring events effortless.
https://t.me/s/minimalnii_deposit/14
polished insight hub – Clear messaging helps readers pause and find clarity before acting.
This is the brutal truth: nearly all HVAC failures occur because someone skipped a step. Failed to calculate the load properly. Used undersized equipment. Misjudged the insulation needs. We’ve personally fixed dozens of these failures. And each time, we record another insight. Like in 2017, when we started adding remote monitoring to all install. Why? Because Sarah, our master tech, got sick of watching homeowners waste money on poor temperature control. Now clients save $500+ yearly.
https://www.b2bco.com/productairheating
daybirdsyr media hub – Smooth navigation and engaging layout, making updates quick to find.
PHL 1911 Reference – Accessible and informative, layout supports easy navigation through history.
bennington arts info portal – Simple navigation, vibrant visuals, and content that celebrates local talent.
PHL products online – Clear navigation, site makes exploring items easy and fast.
This was very helpful and well written. I’ll definitely come back to this site again.
LuxNoe Offerings – Well-laid-out site, browsing and understanding products is simple and enjoyable.
Clarence Dillon Hub – Informative layout, content is concise and easy to digest.
BLP Event Insights – Clear structure, content is engaging and well organized for visitors.
Team Racing Info – User-friendly pages, navigation feels intuitive and content is clear.
купить стайлер дайсон официальный сайт [url=https://stajler-dsn.ru/]купить стайлер дайсон официальный сайт[/url] .
nsfeg information page – Organized effectively, offering fresh insights and practical guidance for visitors.
купить дайсон стайлер для волос официальный сайт цена с насадкам… [url=https://dn-fen-kupit.ru/]dn-fen-kupit.ru[/url] .
SEHE Knowledge Base – Helpful and clear, guidance is easy to locate and digest.
garymasino insights – Simple to navigate, information is clear and well categorized.
пылесос дайсон беспроводной купить в краснодаре [url=https://pylesos-dn-1.ru/]pylesos-dn-1.ru[/url] .
hicks updates hub – Clear navigation, content is presented in a way that’s easy to digest.
купить дайсон стайлер для волос с насадками официальный сайт цен… [url=https://fen-dn-kupit-13.ru/]fen-dn-kupit-13.ru[/url] .
Let me tell you something most septic companies refuse to: there are two types of people in this reality. Those who believe septic systems are merely “subterranean tanks for waste,” and those who’ve had raw sewage bubbling into their property at the dead of night. I learned this distinction the hard way in 2005—knee-deep in muck, trembling in a Washington deluge, as my siblings and I helped a veteran installer fix our family’s collapsed system. I was 14. My hands ached. My clothes were destroyed. But that moment, something changed: This ain’t just manual labor. It’s folks’ lives that we’re safeguarding.
This is the harsh truth: the majority of septic companies just service tanks. They act like temporary salesmen at a demolition convention. But Septic Solutions? These guys are unique. It all began back in the early 2000s when Art and his family—just kids barely tall enough to lift a shovel—assisted install their family’s septic system alongside a experienced pro. Imagine this: three youngsters waist-deep in Pennsylvania clay, understanding how soil absorption affects drainage while their friends played Xbox. “We did not just dig holes,” Art shared with me last winter, steaming coffee cup in hand. “We discovered how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature shouting ‘high water table.'”
https://www.wikiwicca.com/forums/topic/can-i-extend-the-life-of-my-drain-field/
дайсон стайлер для волос с насадками официальный сайт купить цен… [url=https://fen-dn-kupit-12.ru/]fen-dn-kupit-12.ru[/url] .
Natasha Official Campaign – User-friendly and informative, finding key information is simple.
georgewill insights – Clean interface, articles are concise and engaging.
дайсон стайлер для волос с насадками официальный сайт купить цен… [url=https://stajler-dsn-1.ru/]stajler-dsn-1.ru[/url] .
Montes 2026 – Well-organized campaign site, navigation feels intuitive and smooth.
FrontRoomSpace – Smooth, intuitive layout with content that feels inviting and fresh.
Sleep Cinema Escape – Eye-catching design, information is clear and booking steps are simple to follow.
wexfordliteraryartsfestival.com – Beautiful festival site, content is engaging and easy to explore naturally.
Democracy Events – Smooth layout, information on events is easy to access and understand.
cateriarmccabe info – Clear design, important details are highlighted and easy to read.
FocusBuilder – Clear layout with practical advice, making the content simple to follow.
play-brary online – Fun and interactive, an enjoyable space to spend time exploring.
NextGrowth – Clear layout and practical guidance provide a seamless navigation experience.
southby free noms corner – Exciting and simple layout, makes the event seem easy to get involved with.
Karen for Assembly – Professional campaign site, information is well-organized and easy to follow.
well-structured growth page – Vibrant and modern feel emphasizes progress and forward-thinking concepts.
mandamurphy official updates – Informative and well-structured, makes exploring policies easy.
Tobias Park Adventures Online – Fun design, content is easy to browse and images are very appealing.
TheBakeryHub – Organized content and easy-to-read sections enhance the browsing experience.
dibruno drinks online – Well-laid-out site, online ordering and browsing is effortless.
GrowthRoadmap – Clean interface that helps users move through ideas smoothly.
thoughtful clarity route – Calm pacing allows the ideas to land naturally.
stopkrasner info – Focused content that avoids clutter and explains issues in plain language.
Think Tank – Content is structured logically, making browsing intuitive.
Guided Strategy – Simple, approachable design ensures ideas are clear and practical.
DirectedGrowth – Well-organized site with practical ideas and effortless navigation.
Stepwise Path – Content is practical and easy to digest with simple navigation.
цена стайлер дайсон для волос с насадками официальный сайт купит… [url=https://dn-fen-kupit-1.ru/]цена стайлер дайсон для волос с насадками официальный сайт купит…[/url] .
пылесос dyson submarine [url=https://pylesos-dn-2.ru/]pylesos-dn-2.ru[/url] .
Forward Hub – Logical structure and smooth navigation make understanding and applying ideas simple.
nycbhm guide site – Approachable design with accurate content, educational resources are easy to use.
пылесос дайсон купить в нижнем новгороде [url=https://pylesos-dn-kupit.ru/]pylesos-dn-kupit.ru[/url] .
купить пылесос дайсон в санкт петербурге [url=https://pylesos-dn-kupit-1.ru/]pylesos-dn-kupit-1.ru[/url] .
купить пылесос дайсон новосибирск [url=https://pylesos-dn.ru/]pylesos-dn.ru[/url] .
купить пылесос дайсон v15 detect [url=https://pylesos-dn-kupit-2.ru/]купить пылесос дайсон v15 detect[/url] .
пылесос дайсон беспроводной купить в москве цена [url=https://pylesos-dsn.ru/]pylesos-dsn.ru[/url] .
remiphl.org – Clean presentation, content is easy to read and understand quickly.
democracy awareness – Informative structure, site explains issues in a straightforward and understandable way.
romain reform initiative – User-friendly, content is organized logically and goals are evident.
ProCallSports – Organized content and simple layout make following sports easy.
Innovation Stream – Clean structure and intuitive design enhance user experience.
StartYourFuture – Clear, motivating content designed for first-time visitors.
youth care project – Positive cause, and the focus on helping children is encouraging.
ClarityBoost – Motivational insights are presented in a straightforward way that encourages progress.
дайсон фен оригинал купить [url=https://stajler-dsn.ru/]дайсон фен оригинал купить[/url] .
какой фен дайсон купить [url=https://dn-fen-kupit.ru/]какой фен дайсон купить[/url] .
clear thinking guide – Content flows in a way that feels intentional.
BeginnerProgress – Organized content with actionable steps for a smooth learning experience.
Clarity Compass – Organized layout and clear guidance make exploring ideas simple.
WOW just what I was searching for. Came here by searching for %keyword%
бонус драгон мани казино
купить пылесос дайсон оренбург [url=https://pylesos-dn-1.ru/]pylesos-dn-1.ru[/url] .
Idea Compass – Simple pages and clear explanations allow easy comprehension and execution.
hagins official site – Easy-to-use pages, all key voter information is clearly presented.
mcc theater center – Well-laid-out site, project appears meaningful and engaging to the audience.
organized clarity site – Content is straightforward and serves as a helpful reminder to concentrate.
NuPurple Service Prices – Professional look, navigation is smooth and cost info is transparent.
фен dyson купить оригинал [url=https://fen-dn-kupit-13.ru/]фен dyson купить оригинал[/url] .
Action Flow – Organized structure helps visitors absorb tips efficiently.
оригинал dyson фен купить [url=https://fen-dn-kupit-12.ru/]fen-dn-kupit-12.ru[/url] .
IntentionalPath – Clear layout and thoughtful explanations improve readability.
PowerUpNow – Informative and accessible pages make understanding resources simple.
candidate info page – Inspiring and easy-to-navigate, ideal for exploring new perspectives and opportunities.
Practical Moves – Highlights straightforward actions for real results.
MomentumConcepts – Clear and concise content paired with smooth navigation.
focused clarity path – This feels genuinely useful and not overly complicated.
Momentum Hub – Well-organized content guides visitors toward productive thinking quickly.
фен купить дайсон оригинал [url=https://stajler-dsn-1.ru/]stajler-dsn-1.ru[/url] .
n3rd online store – Organized marketplace, navigation feels effortless and enjoyable.
Vision Flow – Well-organized site with clear guidance that makes concepts easy to grasp.
moving ideas forward – Layout and structure support the ideas smoothly.
astoria happenings hub – Welcoming interface, keeping community members informed efficiently.
Ulay Jasa Updates – Minimal design, site loads quickly and reading through content is simple.
Action Map – Clear layout ensures information is approachable and digestible.
VisionPath – Thoughtful content displayed in an orderly and polished format.
mckee transition – Well-organized resources, clearly aimed at helping people navigate changes smoothly.
Advance Hub – Information is clear, organized, and engaging for readers.
IdeaElevator – Motivational site with a clean design for clear understanding.
energynear resources – Simple navigation, energy topics are easy to understand.
ClearFocus – Clean design and structured content make navigation and understanding effortless.
Clear Path – Structured design ensures information is quick to grasp.
Forward Path – Neat presentation and actionable guidance make the site easy to navigate and apply.
купить пылесос дайсон оренбург [url=https://pylesos-dn-2.ru/]pylesos-dn-2.ru[/url] .
дайсон пылесос беспроводной купить спб [url=https://pylesos-dsn.ru/]дайсон пылесос беспроводной купить спб[/url] .
пылесос дайсон купить тула [url=https://pylesos-dn-kupit-1.ru/]pylesos-dn-kupit-1.ru[/url] .
пылесос дайсон купить в белгороде [url=https://pylesos-dn-kupit.ru/]pylesos-dn-kupit.ru[/url] .
flow through action – Straightforward idea that explains momentum in an easy way.
Philly Riding Project – Friendly design, site explains activities well and makes joining simple.
Action Map – Clean layout supports efficient understanding of key concepts.
wellness tour hub – Smooth navigation and motivating content, perfect for anyone interested in wellness.
Remi Campaign Site – Informative and clean, everything is explained clearly for visitors.
ActionInsights – Clear and direct content guides users efficiently through the site.
купить аккумулятор пылесос dyson [url=https://pylesos-dn-kupit-2.ru/]купить аккумулятор пылесос dyson[/url] .
candidate info site – Clear, genuine communication that keeps the focus on campaign goals.
ClarityCompass – Clear, well-structured pages allow visitors to follow guidance easily.
FocusGuide – Organized layout and concise explanations help visitors follow directions easily.
This is the ugly truth: the majority of HVAC failures take place because someone skipped a step. Did not calculate the load correctly. Used cheap equipment. Misjudged the insulation needs. We’ve fixed hundreds of these disasters. And each time, we remember another lesson. Like in 2017, when we started adding remote monitoring to each installation. Why? Because Sarah, our lead tech, got frustrated of watching homeowners burn money on inefficient temperature settings. Now clients save hundreds yearly.
https://www.manta.com/c/m1x5288/product-air-heating
MotionLab – Simple presentation with clear, digestible ideas for every visitor.
Idea Compass – Organized layout with actionable advice makes implementation easy.
дайсон стайлер для волос цена с насадками купить официальный сай… [url=https://stajler-dsn.ru/]stajler-dsn.ru[/url] .
купить дайсон в москве оригинал [url=https://dn-fen-kupit.ru/]dn-fen-kupit.ru[/url] .
Clarity Flow – Logical navigation and actionable tips make it simple for readers to implement ideas.
пылесос dyson купить в спб [url=https://pylesos-dn-1.ru/]pylesos-dn-1.ru[/url] .
latanya collins info – Clear and straightforward, visitors can easily browse all sections.
Growth Compass – Clear structure guides users through ideas efficiently.
energy drives direction – Strong, natural phrasing connecting effort to results.
GAP Reform Effort – Clear and structured, content is easy to understand and visually clean.
task focus engine – Approachable concept, keeping attention sharp enhances continuous progress.
forward energy engine – Clear, motivating language showing that traction directs productive action.
press bros updates – Informative layout, site is easy to navigate and product descriptions are solid.
CreativeFlow – Straightforward navigation supports easy idea exploration.
tadros updates hub – Easy-to-follow layout, showing focus areas and values in a clear manner.
ActionDirection – Logical content flow and clear guidance simplify understanding and execution.
forward growth – Motivating point, growth drives forward movement and helps progress stay consistent.
ideas unleashed – Practical point, letting ideas loose generates momentum quickly and smoothly.
FocusedPathways – Easy navigation paired with clearly presented insights.
Clarity Path – Simple navigation and practical guidance help visitors apply ideas immediately.
Action Success Insights Portal – Inspiring interface, content is structured neatly and easy to apply.
continuousgrowth – Strong concept, progress flows naturally when strategies are executed carefully.
quicksolutionclicks – Very useful site, lets you click and access helpful solutions efficiently today.
Momentum Ideas – Logical layout and concise explanations help visitors apply ideas quickly.
фен дайсон как отличить оригинал [url=https://fen-dn-kupit-13.ru/]fen-dn-kupit-13.ru[/url] .
дайсон стайлер для волос с насадками цена купить официальный сай… [url=https://dn-fen-kupit-1.ru/]dn-fen-kupit-1.ru[/url] .
Clarity Compass – Clean design and organized guidance make learning smooth and effective.
ростов купить стайлер дайсон [url=https://fen-dn-kupit-12.ru/]fen-dn-kupit-12.ru[/url] .
Fur Kids Online – Smooth navigation, product pages are clear and browsing is enjoyable.
clarity in action – Friendly tone, movement feels purposeful and easy to follow.
step into motion – Short and approachable, suggesting immediate, simple action.
пылесос дайсон v15 купить [url=https://pylesos-dn.ru/]pylesos-dn.ru[/url] .
ScalingPath – Practical advice delivered in an organized and readable format.
guidance drives energy – Clear, motivating phrasing showing how structured direction improves outcomes.
StrategicInsight – Clear and actionable content ensures users can implement ideas effectively.
moe’s boardwalk guide – Easy layout and inviting menu, had my mouth watering right away.
clarity guide – Motivating concept, clarity guides momentum and helps maintain steady forward motion.
direction sets alignment – Insightful point, clear direction sets alignment and reduces confusion.
DirectionMatters – Clear layout helps turn inspiration into action.
купить дайсон стайлер для волос с насадками официальный сайт цен… [url=https://stajler-dsn-1.ru/]stajler-dsn-1.ru[/url] .
Forward Path – Organized design ensures ideas are easy to grasp and apply.
GrowthZone – Inspires users to advance their abilities with confidence.
structuredsuccess – Strong idea, growth appears intentionally designed and organized for efficiency.
Momentum Path – Clean structure and practical insights allow visitors to take confident steps forward.
ExplorePaths – Engaging site with a simple layout that makes discovering ideas effortless.
OptionHub – Quickly browse and pick better deals with minimal effort.
пылесос дайсон купить в красноярске [url=https://pylesos-dsn.ru/]pylesos-dsn.ru[/url] .
пылесос дайсон купить ярославль [url=https://pylesos-dn-2.ru/]pylesos-dn-2.ru[/url] .
Motion Map – Clear presentation helps users implement ideas effectively.
купить пылесос дайсон официальный сайт в москве [url=https://pylesos-dn-kupit-1.ru/]купить пылесос дайсон официальный сайт в москве[/url] .
power flow direction – Friendly and concise, guiding energy ensures each task gets the momentum it needs.
пылесос дайсон купить в самаре [url=https://pylesos-dn-kupit.ru/]pylesos-dn-kupit.ru[/url] .
Republic W4 Updates Portal – Navigation is smooth, site is informative and content is concise.
lead growth intentionally – Strong, natural phrasing for purposeful and steady advancement.
дайсон пылесос купить в екатеринбурге [url=https://pylesos-dsn-1.ru/]дайсон пылесос купить в екатеринбурге[/url] .
GrowthBlueprint – Well-structured pages make learning and planning feel straightforward.
дайсон пылесос купить в москве оригинал [url=https://dn-pylesos-kupit.ru/]dn-pylesos-kupit.ru[/url] .
FocusedOutcomes – Clear goals and structured content make this site easy to follow.
direct your momentum – Friendly, natural language emphasizing that intentional guidance drives results.
uncommitted NJ insights portal – Concise layout and interesting perspectives, information is accessible.
ProgressPath – Organized site structure helps users implement ideas efficiently.
strategic clarity – Smart concept, clear thinking produces leverage in every step of planning.
Think Forward – Simple navigation and professional presentation make learning enjoyable and productive.
direction powers motion – Clear point, applying direction thoughtfully powers motion and keeps things moving forward.
Forward Flow – Neat structure and actionable insights support quick comprehension and application.
creativegrowthpath – Clear approach, using design to guide growth makes processes feel smooth and intentional.
FreshCart – Enjoy a simple layout and smooth purchasing experience every time.
growth momentum – Strong phrasing, gradual progress keeps momentum moving in the right direction.
Step Forward – Layout is clean and advice is presented in an actionable manner.
a href=”https://createimpactplanningframework.click/” />PlanSmart – Professional layout allows users to plan tasks with clarity and ease.
дайсон стайлер для волос официальный сайт с насадками купить цен… [url=https://stajler-dsn.ru/]дайсон стайлер для волос официальный сайт с насадками купить цен…[/url] .
дайсон стайлер для волос цена с насадками купить официальный сай… [url=https://dn-fen-kupit.ru/]dn-fen-kupit.ru[/url] .
direction through action – Logical and simple, emphasizing focus and movement.
IdeaPerspective – Simple navigation with content that fuels imagination.
signal driven steps – Took a look and everything made sense right away.
AchievementFlow – Motivational content paired with clear navigation makes following steps easy.
вертикальный моющий пылесос дайсон купить [url=https://pylesos-dn-1.ru/]pylesos-dn-1.ru[/url] .
focused movement – Concise and encouraging, highlighting the link between alignment and productivity.
accelerated direction – Strong phrasing, clear steps in direction build velocity and keep things moving.
Momentum Hub – Simple, organized pages help visitors understand ideas easily.
motion defined – Insightful idea, focus defines motion and keeps efforts aligned efficiently.
move with energy – Approachable tone, shows how action generates the vitality needed for steady advancement.
Forward Path – Clean pages and structured guidance support quick understanding and application.
Innovation Map – Clean design and clear organization make ideas approachable.
ShopEase – Experience effortless daily shopping at your fingertips.
movefreelytoday – Smart approach, less thinking can make your movements more confident and precise.
SkillUpgrade – Makes learning faster, easier, and more effective for all users.
RidgeSelect – Pleasant design and clear product listings make shopping easy.
concentrate to advance – Short and approachable, showing focus leads to tangible movement.
стайлер дайсон для волос с насадками цена купить официальный сай… [url=https://fen-dn-kupit-13.ru/]стайлер дайсон для волос с насадками цена купить официальный сай…[/url] .
ActionInsights – Well-organized site with practical steps and a confident tone.
progress through ideas – Strong point, ideas that are applied unlock forward momentum naturally.
forward power unlocked – Clear, motivating phrasing illustrating that freed energy drives success.
Progress Hub – Neat structure and engaging content support discovery of new ideas.
progress clarity – Simple yet effective, clear steps let progress flow without unnecessary obstacles.
directed momentum – Friendly and practical, guiding energy ensures smoother forward movement.
дайсон стайлер для волос купить цена официальный сайт с насадкам… [url=https://fen-dn-kupit-12.ru/]fen-dn-kupit-12.ru[/url] .
Action Hub – Clean layout with helpful guidance supports visitors in taking immediate steps.
ThoughtfulBuy – Inspires careful, forward-looking decisions while managing everyday shopping.
>bargaincorner – Handy platform, discovering bargains feels effortless and fast.
пылесосы дайсон v11 купить [url=https://pylesos-dn-kupit-1.ru/]pylesos-dn-kupit-1.ru[/url] .
пылесос дайсон купить в казани [url=https://pylesos-dsn.ru/]пылесос дайсон купить в казани[/url] .
купить оригинальный пылесос дайсон [url=https://pylesos-dn-kupit.ru/]pylesos-dn-kupit.ru[/url] .
пылесос дайсон купить в тюмени [url=https://pylesos-dsn-1.ru/]пылесос дайсон купить в тюмени[/url] .
пылесос дайсон купить ярославль [url=https://pylesos-dn-2.ru/]pylesos-dn-2.ru[/url] .
дайсон стайлер для волос цена с насадками купить официальный сай… [url=https://stajler-dsn-1.ru/]stajler-dsn-1.ru[/url] .
ideas with framework – Gentle, motivating language emphasizing clarity and practical application.
купить дайсон беспроводной пылесос в ростове [url=https://dn-pylesos-kupit.ru/]купить дайсон беспроводной пылесос в ростове[/url] .
intentional clarity – Thoughtful concept, intentional clarity leads to smoother and faster progress.
clarity moves you ahead – Friendly and natural, highlighting how understanding accelerates results.
focused movement – Simple idea, moving forward with intention brings immediate clarity.
forward focus – Strong phrasing, attention correctly applied guides daily execution effectively.
купить дайсон беспроводной пылесос в ростове [url=https://pylesos-dn-kupit-2.ru/]pylesos-dn-kupit-2.ru[/url] .
дайсон фен оригинал купить [url=https://dn-fen-kupit-1.ru/]дайсон фен оригинал купить[/url] .
TrustedBuyHub – A reliable hub that makes online purchases effortless and safe.
secretproductpaths – Strong idea, secret paths can lead to discovering valuable and interesting items.
пылесос дайсон проводной купить в москве [url=https://pylesos-dn.ru/]pylesos-dn.ru[/url] .
motivating concepts – Clear message, motivating concepts drive forward action and create meaningful results.
stay focused, grow consistently – Encouraging tone that emphasizes gradual, achievable improvement.
PathfinderHub – Encourages exploring effective ways to advance and grow.
clarity unlocks decisions – Approachable tone, helps simplify the process of selecting the best options.
focus opens path – Motivating concept, focused clarity helps progress feel achievable.
strategic steps forward – Friendly phrasing that makes systematic advancement feel achievable.
Here’s the harsh truth: most HVAC failures occur because someone missed a step. Failed to calculate the load correctly. Used undersized equipment. Misjudged the insulation needs. We’ve fixed hundreds of these disasters. And every time, we file away another insight. Like in 2017, when we began adding remote monitoring to every system. Why? Because Sarah, our master tech, got tired of watching homeowners lose money on bad temperature control. Now clients save $500+ yearly.
https://www.brownbook.net/business/54577473/product-air-heating
ко ланта ко ланта
modernpurchasehub – Thoughtful design, shopping here is clear, fast, and easy to navigate.
ReliableShopper – Ensures each online purchase is safe and reliable.
[url=http://gubernya63.ru/novosti-partnerov/unikalnoe-reshenie-dlja-vydajushhegosja-interera-sekrety-sozdanija-potrjasajushhih-vizualnyh-jeffektov-s-pomoshhju-sharov-pod-potolok.html]шары под потолок[/url] используются как ключевой элемент для оформления залов Благодаря правильного сочетания цветов и форм можно добиться неповторимую концепцию дизайна помещения Шары под потолком актуальны для дней рождения, вечеринок и торжеств различного формата Они на уровне восприятия расширяют помещение и создают ощущение простора Главная особенность профессионального результата заключается в равномерном распределении шаров В процессе оформления важно учитывать общую концепцию события, чтобы декор из шаров органично вписывались с остальными элементами При желании можно использовать ленты, которые подчеркивают визуальный эффект Подобное решение предпочитают дизайнеры пространств, так как он универсален и может быть адаптирован под любую тематику В итоге шары под потолок выступают эффектного элемента декора, который вызывает эмоции и оформляет пространство по-настоящему незабываемым
http://gubernya63.ru/novosti-partnerov/unikalnoe-reshenie-dlja-vydajushhegosja-interera-sekrety-sozdanija-potrjasajushhih-vizualnyh-jeffektov-s-pomoshhju-sharov-pod-potolok.html
aligned progress – Strong idea, aligning focus and effort helps growth move cleanly forward.
idea catalyst – Motivating phrasing, careful planning helps ideas spark meaningful progress.
forward motion with focus – Practical and energizing, suggesting progress through deliberate action.
[url=https://malchishki-i-devchonki.ru/fontany-iz-sharov-na-prazdnik-krasivoe-i-originalnoe-ukrashenie-dlya-lyubogo-torzhestva.html]фонтаны из шаров[/url] — это эффектный вариант декора, который актуален для праздников любого формата За счет правильного сочетания элементов фонтаны из шаров смотрятся легко и воздушно Такие композиции устанавливают по периметру зала, на сцене Фонтаны из шаров подходят для корпоративов, презентаций и особых мероприятий Важной особенностью является гибкость в выборе оттенков, что помогает создать композицию под фирменный стиль Во время сборки фонтана из шаров учитываются высота, чтобы конструкция выглядела гармоничным Дополнительно используют прозрачные элементы, которые усиливают визуальный эффект Подобное оформление сохраняет легкость интерьера, но при этом создает настроение Воздушные фонтаны заказывают, потому что они объединяют доступность и высокий визуальный эффект В итоге фонтаны из шаров остаются красивым акцентом, которое украшает событие по-настоящему особенным
https://malchishki-i-devchonki.ru/fontany-iz-sharov-na-prazdnik-krasivoe-i-originalnoe-ukrashenie-dlya-lyubogo-torzhestva.html
clarity fuels action – Thoughtful point, having clarity gives energy to move projects ahead efficiently.
path signals – Gentle, approachable language, emphasizing how simple indicators naturally guide direction.
[url=https://gorodkirov.ru/news/vozdushnye-shary-yarkoe-i-originalnoe-ukrashenie-dlya-meropriyatij-i-prekrasnyj-podarok1/]круглосуточная доставка воздушных шаров[/url] обеспечивает гибкость при организации события Композиции из воздушных шаров давно считаются классическим элементом декора, который актуален на любом мероприятии За счет широкого ассортимента форм можно создать набор для свадьбы, романтического сюрприза и особых случаев Заказ шаров в любое время особенно удобна, когда важна срочность Такой сервис дает шанс решать задачи без задержек и создавать яркие эмоции Во время подготовки доставки учитываются пожелания клиента, чтобы праздничные наборы смотрелись стильно Передача заказа осуществляется аккуратно, что обеспечивает сохранность шаров Оформление из шаров создают праздничное настроение как взрослым, так и друзьям Доставка шаров без выходных делает создание праздника в простой процесс В конечном счете воздушные шары выступают эффектным украшением, которое создает атмосферу радости
https://gorodkirov.ru/news/vozdushnye-shary-yarkoe-i-originalnoe-ukrashenie-dlya-meropriyatij-i-prekrasnyj-podarok1/
пылесосы для дома дайсон купить [url=https://pylesos-dsn-1.ru/]pylesos-dsn-1.ru[/url] .
купить пылесос дайсон оренбург [url=https://pylesos-dn-kupit-1.ru/]pylesos-dn-kupit-1.ru[/url] .
FastTrackBuy – Everyday shopping made simple and time-saving.
pathwaytofinds – Helpful message, the site helps uncover paths to products you need with less effort.
accelerate with action – Natural phrasing, shows how deliberate steps create speed and maintain progress.
building momentum – Helpful idea, making gradual progress naturally builds momentum without strain.
купить пылесос дайсон 15 [url=https://pylesos-dsn.ru/]pylesos-dsn.ru[/url] .
activate ideas for progress – Clear and motivating, turns creative thought into actionable steps.
EasyPickStore – Quick, convenient, and stress-free shopping at your fingertips.
вертикальный пылесос дайсон купить спб [url=https://pylesos-dn-kupit.ru/]pylesos-dn-kupit.ru[/url] .
пылесос дайсон беспроводной в москве [url=https://pylesos-dn-2.ru/]пылесос дайсон беспроводной в москве[/url] .
clarity drives motion – Clear phrasing, clarity in direction drives motion forward effectively.
дайсон пылесос оригинал [url=https://dn-pylesos-kupit.ru/]dn-pylesos-kupit.ru[/url] .
ideas in motion – Short and approachable, highlighting how strategic flow leads to actionable insights.
дивитись безкоштовно серіали сімейні комедії дивитися українською
clarity first approach – Easy to scan and the message comes across effectively.
пылесосы dyson официальный [url=https://pylesos-dn-kupit-2.ru/]пылесосы dyson официальный[/url] .
накрутка подписчиков тгк бесплатно онлайн
fasttrackstore – Useful insight, quick access and easy checkout make shopping stress-free.
TrustedCart – A reliable hub for smooth, low-stress shopping experiences.
directional steps matter – Short and approachable, emphasizing the value of intentional movement.
steady focus – Thoughtful point, steady focus energizes motion without overexertion.
[url=https://fashion-victim.ru/]женской дизайнерской одежды[/url] посвящен этот онлайн бутик, где представлены актуальные линейки одежды мировых брендов. Онлайн магазин дизайнерской одежды создан для современных женщин, ценящих стиль и качество. В каталоге представлены повседневную и вечернюю одежду, обувь и дополнения образа, отобранные с учетом актуальных тенденций. Каждое изделие демонстрирует высоким уровнем исполнения и современной эстетикой. Онлайн бутик гарантирует простой и понятный интерфейс, что упрощает поиск подходящих вещей. Женская дизайнерская одежда представлена в широком стилевом диапазоне, давая возможность подчеркнуть характер. Каждая позиция имеет детальные характеристики и визуальные материалы, что повышает прозрачность покупки. Интернет магазин одежды мировых брендов ориентирован на баланс эстетики и комфорта. Систематическое добавление новинок обеспечивает актуальность предложений. Брендовая одежда в интернет магазине позволяет совершать покупки из любой точки. Цифровой магазин оптимален для современного ритма, соединяя стиль и доступность. Интернет магазин женской дизайнерской одежды становится надежным источником вдохновения для тех, кто ценит индивидуальность.
https://fashion-victim.ru/
каталог женской брендовой одежды представляет собой современный интернет магазин, специализирующийся на продаже спецодежды известных международных производителей. Интернет магазин одежды мировых брендов спецодежды разработан для современных специалистов, которым важно сочетание стиля и функциональности. В каталоге представлены изделия для работы и деловой активности, выполненные с учетом актуальных тенденций. Брендовая спецодежда демонстрирует качественными тканями и эстетичным внешним видом. Каждая позиция в каталоге проходит контроль производителей. Каталог магазина предлагает структурированный выбор моделей, что экономит время при покупке. Интернет каталог профессиональной одежды используется для корпоративных задач, объединяя практичность и визуальную привлекательность. Все товары сопровождаются описаниями, характеристиками и фотографиями, что облегчает выбор и сравнение. Постоянное пополнение ассортимента позволяет следить за актуальными решениями. Каталог брендовой рабочей одежды становится надежным решением для специалистов с активным ритмом жизни.
https://specodezh-da.ru/
construct forward motion – Clear and motivating, emphasizes how deliberate steps build consistent progress.
easystoreonline – Smooth experience, having flexible options keeps shopping stress-free.
I need to explain something nearly all septic companies won’t: there are two types of people in this world. Those who think septic systems are merely “buried containers for waste,” and those who have had raw sewage erupting into their backyard at the dead of night. I learned this difference the tough way in 2005—knee-deep in muck, shivering in a Washington deluge, as my family and I assisted a veteran installer restore our family’s broken system. I was 14. My hands ached. My pants were ruined. But that evening, something changed: This ain’t just dirt work. It’s folks’ lives we are safeguarding.
This is the harsh truth: the majority of septic companies just pump tanks. They’re like quick-fix salesmen at a demolition convention. But Septic Solutions? They are unique. It all began back in the early 2000s when Art and his family—just kids barely tall enough to lift a shovel—aided install their family’s septic system alongside a grizzled pro. Picture this: three kids buried in Pennsylvania clay, discovering how soil porosity affects drainage while their friends played Xbox. “We never just dig trenches,” Art told me last winter, warm coffee cup in hand. “We discovered how earth whispers secrets. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://steemit.com/learn/@sarnalisa/drawing-study-for-septic-tank
smartvisionplanning – Motivating insight, thinking ahead ensures your current actions contribute to bigger goals.
каталог женской одежды производителя сформирован на базе швейного производства, специализирующейся на пошиве одежды для женщин. Швейная фабрика женской одежды создает ассортимент, учитывающие современные тенденции. В онлайн каталоге размещены платья, юбки, блузки, костюмы и повседневная одежда, изготовленные на собственном производстве. Каталог женской одежды от фабрики рассчитан на регулярные поставки. При создании изделий задействуются качественные ткани и фурнитура, что влияет на износостойкость изделий. Каждая модель проходит контроль качества на этапах пошива. Каталог продукции помогает с текущими коллекциями, что экономит время покупателей. Фабрика по пошиву одежды работает на долгосрочные партнерские отношения. Ассортимент фабрики постоянно пополняется, что поддерживает актуальность предложений. Швейное производство полного цикла гарантирует контроль процессов. Интернет каталог фабричной одежды является удобным источником информации для покупателей, ориентированных на производителя.
https://fashionb2b.ru/
SmartDealsHub – Helps shoppers find the best bargains quickly and easily.
Для кухни студии натяжной потолок помогает отделить зону готовки светом при этом Двухуровневое решение помогает спрятать воздуховоды и сделать подсветку в нише При выборе цены смотрите не только на квадратуру но и на количество углов светильников и ниш это дает аккуратный финиш и понятный результат уже в день монтажа: https://natyazhnye-potolki-moskva.ru/
Simple Products Hub – Easy browsing with no distractions helps find exactly what’s needed
пылесосы dyson официальный [url=https://pylesos-dsn-1.ru/]пылесосы dyson официальный[/url] .
Digital Deals Hub – Clear design and intuitive navigation improve the shopping experience
drive forward efficiently – Clear and approachable, showing that consistent traction accelerates results.
Reliable Shopping Click – Security feels strong, and completing purchases is quick
Metro Market Hub – Organized interface, exploring categories feels smooth and easy
Option Finder Online – Practical setup, keeps comparing options simple and convenient
Easy Picks Online – Simplified interface makes shopping smooth and straightforward
пылесос dyson absolute [url=https://dn-pylesos-kupit.ru/]пылесос dyson absolute[/url] .
Inspiration Click Spot – Makes exploring new ideas straightforward and motivating
direct your momentum – Smooth, practical tone showing intentional movement leads to results.
EasyCart Hub – Clean layout helps me find items quickly and efficiently
Urban Online Store – Simple navigation, helps visitors find items efficiently today
capital anchor portal – It appears well structured and worth revisiting later.
FocusPath – Guides daily actions to stay aligned with your objectives efficiently.
Quick Shop Hub – Straightforward navigation helps find items without hassle
Smart Deal Finder – Efficient layout, exploring deals is convenient and stress-free
Central Shopping Spot – Easy to browse through all product types efficiently
Modern Picks Hub – Intuitive interface, makes online shopping fast and straightforward
Urban Deals Online – Well-structured pages, discovering products is straightforward today
direct action – Practical, concise tone showing that clear direction simplifies execution.
WorldShop Click – Great variety, easy to find international products quickly
Simple Choice Hub – Intuitive layout, users can quickly find what they need and shop easily
This is the harsh truth: nearly all HVAC failures take place because someone missed a step. Didn’t calculate the load accurately. Used incorrect equipment. Misjudged the insulation needs. We’ve personally fixed countless of these messes. And each and every time, we file away another insight. Like in 2017, when we started adding remote monitoring to each installation. Why? Because Sarah, our lead tech, got tired of watching homeowners lose money on bad temperature management. Now clients save $500+ yearly.
https://www.band.us/band/100887546/intro
ClickFactor Info Center – Clean structure, helps visitors focus on relevant content easily
Win More Online – The platform keeps things clear without unnecessary clutter
Easy Shopping Spot – Minimalist layout allows quick browsing without confusion
BondStable Guide – Logical navigation helps users trust the information
Ward Bond Click – Professional design allows visitors to find details without hassle
check this platform – The message is clear and avoids unnecessary confusion.
Metro Market Hub – Organized interface, exploring categories feels smooth and easy
Online World Buy – Offers a broad selection of items from various global sellers
Daily Shopping Spot – Organized pages, browsing items feels smooth and effortless
пылесос дайсон v15 absolute купить [url=https://pylesos-dsn-1.ru/]pylesos-dsn-1.ru[/url] .
smart growth logic – Minimalist site, but the ideas are sharp and helpful.
ShopSmart Hub – Navigation feels natural, making online shopping faster
SafeChoice Online – Professional design, shopping is straightforward and prices are easy to compare
move with intention – Friendly, natural language illustrating how deliberate focus energizes results.
Easy Buy Center – Minimal distractions and clear layout make shopping efficient
AxisBond Central – Professional design, layout is clear and navigation feels natural and smooth
BondNoble Access – Clean and clear, site makes learning and finding information fast and easy
BondVertex Space – Layout is clear, making navigation effortless for users
BetterPathway – Encourages planning and action to achieve meaningful outcomes.
Urban Shopping Hub – Sleek design with well-presented products that are easy to browse
City Saver Shop – Smooth experience, browsing products feels organized and reliable
Plan Smart Portal – Makes mapping out next steps easy and motivating
ValueFinder Online – Easy browsing experience with helpful listings for users
[url=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]jailbailt & teen
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Bond Central – User-friendly design makes finding details effortless
Idea Boost Portal – Engaging resources motivate visitors to explore and expand ideas online
Online Shopping Flex – Convenient design makes browsing items fast and easy
Trusty Deals Center – Clean layout, checkout is fast and the shopping experience is pleasant
пылесос дайсон напольный купить [url=https://dn-pylesos-kupit.ru/]dn-pylesos-kupit.ru[/url] .
Simple Picks Online – Clean and organized pages make browsing smooth and quick
Fresh Deals Hub – Well-organized pages make finding great deals simple and enjoyable today
Learn & Improve – Content is organized well, makes understanding and applying knowledge quick
SpeedBuy Online – Fast interface and clear categories make shopping effortless
official unity bonded – The link provides genuine insights and is easy to read.
BondTrust Capital – Organized pages, helps users compare financial products efficiently
Metro Market Hub – Organized interface, exploring categories feels smooth and easy
Explore PathClick – Navigation flows nicely and motivates users to try new paths
BondAllied Network – Clear sections keep browsing straightforward and stress free
Inspire Growth – Content is engaging and encourages thinking creatively about personal progress
Personal Growth Online – Informative pages, makes exploring self-improvement and new paths straightforward
Clear Choice Platform – Feels supportive and easy to follow from start to finish
DealFinder Hub – Easy-to-use interface helps shoppers find offers quickly
Reliable Bond Hub – Smooth interface and trustworthy content make browsing seamless
Instant Shopping Spot – Quick navigation and responsive pages for fast browsing
Business Partnership Center – Easy navigation, visitors can explore strategic opportunities efficiently
Bond Prime Portal – Organized design allows visitors to locate details easily
Future Shopping Portal – Clean interface, browsing items feels smooth and discovering deals is simple
World Deals Center – Organized content, makes purchasing international products easy and intuitive
Simple Buy Hub – Clean design makes it easy to locate products fast and efficiently
City Saver Shop – Smooth experience, browsing products feels organized and reliable
Intelligent Buy Spot – User-friendly layout, browsing products is fast and easy
Everyday Shopper Hub – Smooth layout, browsing products feels quick and convenient today
Pro Collaboration Network – Well-organized pages, helps users manage teamwork and connect with peers easily
Bond Investment Center – Organized content, understanding financial products and opportunities is easy and accessible
Easy Deal Hub – Simple structure with clear tips for smarter purchasing
BondStrength Focus – Clean and strong layout improves overall clarity
Opportunity Insights Online – Clear and structured guidance supports users in navigating new choices
ClickSource Hubspot – Inspiring content guides visitors through creative ideas effectively
InnovateRoute – Helps users discover creative paths and opportunities every day.
Retail Growth Online – Organized content, helps users locate products and solutions quickly and easily
visit bonded unity net – Navigation was enjoyable since everything loaded quickly and stayed organized.
ValuePick Store – Helpful listings guide users to the best deals efficiently
Metro Buy Now – Easy-to-use layout, locating products online is convenient and simple
Shopping Helper Online – Everything feels structured for easy side-by-side checks
Simple Products Hub – Easy browsing with no distractions helps find exactly what’s needed
Click & Buy Corner – Helpful tips and smooth navigation make the experience reliable
Your Style Finds – Modern interface ensures finding trendy items is effortless
Collaborative Ventures Hub – Informative layout, helps visitors explore strategies for effective and lasting partnerships
Bond Knowledge Hub – User-friendly layout, content is accessible and smooth to browse
Натяжные потолки помогают быстро обновить интерьер, глянцевая поверхность не боится влажности и подходит для ванной и кухни; можно выбрать профиль, чтобы добиться идеальной линии – https://potolki-decarat.ru/
Trusted Online Offers – User-friendly layout ensures shopping feels safe and simple today
BondCoreX Portal – Content feels accurate and well-structured, ideal for careful users
Hassle-Free Shop – Simple layout ensures shopping is easy, fast, and stress-free
Daily Action Hub – Encourages learning productive routines while keeping the experience simple
Creative Thinking Portal – User-friendly layout, makes discovering better solutions simple and engaging
BondKeystone Explorer – Simple navigation, visitors can access details quickly without confusion
Trusty Finance Center – Intuitive design, accessing financial tools is quick and clear
Useful Learning Hub – Engaging content, navigation is simple and learning feels effortless
Urban Selection – Clear layout, helps users find what they need effortlessly
DealFinder Online – Organized deals and clean interface support fast, efficient shopping
Next Horizon Explorer – Engaging interface, encourages learning and discovering possibilities for the future
Online Purchase Guide – Quick and secure browsing gives users confidence in their orders
[url=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]jailbailt & teen
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Easy Picks Online – Simplified interface makes shopping smooth and straightforward
Smart Solutions Spot – Organized pages make finding answers simple and efficient
Urban Fashion Portal – Intuitive pages make exploring trends fast and enjoyable
Smart Strategy Finder – Clear guidance, encourages users to approach tasks more effectively
start here – The structure flows well and feels intuitive.
Upscale Deals Hub – Smooth navigation with a classy, premium look
Reliable Partnership Portal – Organized structure, allows visitors to find key business insights quickly
Total Deals Center – Clean navigation, shopping for deals and items is simple and stress-free
Натяжной потолок помогает спрятать коммуникации и сохранить высоту помещения, матовое полотно позволяет подобрать оттенок под стены и мебель; можно выбрать профиль, чтобы добиться идеальной линии: https://potolki-decarat.ru/
DealFinder Online – User-friendly design that makes browsing a breeze
TrueBond Online Hub – Simple and logical layout makes exploring effortless
City Buy Center – Smooth layout, browsing products feels intuitive and effortless
Business Growth Insights – Organized layout, users can explore strategic partnerships and planning efficiently
Click for Progress – Inspiring pages that motivate users to move ahead one step at a time online
BondLegacy Resource – Logical page flow helps users find details without effort
TrustNex Info – Clear and intuitive pages, users can quickly find the guidance they need
Simple Picks Online – Clean and organized pages make browsing smooth and quick
DealFinder Hub – Easy-to-use interface helps shoppers find offers quickly
Eco Growth Solutions – Modern layout, exploring long-term growth options is easy and smooth
Trust & Growth Hub – User-friendly pages, navigation feels natural and content is credible overall
FastShopZone – Helps users navigate products easily and buy with confidence.
Idea Learning Hub – Interesting examples encourage deep exploration of topics
HappyDeals Portal – Intuitive layout ensures exploring items is simple and pleasant
Trusted Global Connections – Clear presentation and structured pages make partnership opportunities simple to explore
Wise Choices Guide – Positive direction, encourages users to take better actions with confidence
Professional Connections Portal – Smooth interface, content makes learning about business relationships fast and simple
International Shopping Guide – A helpful range of products shown in one place
Purchase Solutions Hub – Simple layout makes it easy to explore helpful buying advice
накрутка живых подписчиков телеграмм бесплатно
Everyday Shopping Click – Organized pages, helps complete daily purchases smoothly
ClickIgnite Space – Content flows smoothly, motivating visitors to explore multiple sections
Goal Tracker Hub – Encourages visitors to organize priorities and take focused actions quickly
trust portal – The first look leaves a solid, reassuring impression.
BondCrest Hub – Reliable design, content is well-organized and browsing feels effortless
ClickField Source – User-focused design ensures effortless navigation and exploration
Compare & Choose Portal – Simple structure makes evaluating products straightforward and quick
[url=http://hn4wyhw5xh4flo4hdivqgvp6lc7kandonruphkfr7e3mmp2ge6mro4ad.onion]jailbailt & teen
[/url]
В глубинах холодного моря жил древний Кракен, охранявший зеркала памяти. Эти зеркала не отражали лица — они показывали страхи, мечты и забытые решения каждого, кто осмеливался взглянуть в их гладь. Когда шторм поднимался, щупальца Кракена тянулись к поверхности, защищая зеркала от жадных глаз. Моряки верили: если зеркало треснет, море потеряет равновесие. Поэтому легенда учила уважать тайны глубин и помнить, что не каждое отражение стоит искать.
Reliable Buy Hub – User-friendly site, products are easy to find and browsing feels effortless
Your Growth Path – Clean design, exploring ways to improve and progress is simple and intuitive
Info Discover Hub – Simple navigation helps users find answers quickly
Smart Buy Hub – Smooth design makes exploring products and finding discounts effortless
focused improvement – Short format works well and still delivers clarity.
Smart Buy Zone – Well-structured pages, products are clear and accessible for users
Trusted Offers Zone – Organized product listings with a hassle-free experience
Business Knowledge Base – Intuitive pages, helps visitors understand important business practices effectively
Smart Retail Hub – Smooth design, helps users navigate products and platform tools easily
Safe Buying Hub – Structured menus and intuitive browsing improve user experience overall
DIY Creations Online – The design feels fun and encourages exploring new items
Premium Picks Click – Simple yet elegant, finding items feels satisfying
Here’s the brutal truth: most HVAC failures happen because someone skipped a step. Failed to calculate the load accurately. Used undersized equipment. Miscalculated the insulation needs. We’ve personally fixed hundreds of these disasters. And each and every time, we file away another lesson. Like in 2017, when we started adding remote monitoring to all system. Why? Because Sarah, our lead tech, got sick of watching homeowners waste money on inefficient temperature settings. Now clients save hundreds yearly.
https://www.crunchbase.com/organization/product-air-heating-cooling-and-electric
Smart Deals Hub – Easy-to-navigate site, browsing discounts is smooth and convenient today
Discover Growth Paths – Insightful navigation, supports making educated decisions online
ClickPoint Platform – Simple design that supports fast and comfortable browsing
Smart Value Store – Easy-to-navigate interface makes online shopping efficient
Shop in Style – Clean interface, browsing and discovering products is fast and simple
страхи 2025 онлайн фільми марвел та дісней українською
Digital Learning Portal – Informative and simple, helps users plan and act on digital strategies effectively
AdvanceToday – Clear content, supports action-taking and goal realization efficiently
Daily Bargain Hub – Smooth interface helps users spot deals efficiently and without hassle
Plan Ahead – Easy navigation helps visitors weigh possibilities and make informed choices
PathBuilder – Encourages steady progress toward your long-term goals every day.
Bond Info Spot – Professional look, browsing content is clear and accessible
Reliable Corporate Network – Informative design, helps visitors manage and understand business alliances smoothly
ClickSwitch Access – Logical layout makes moving through content effortless
Deal Finder Worldwide – Intuitive navigation helps users explore deals from all over quickly
Actionable Ideas Online – A thoughtful mix of concepts that support steady improvement
Smart Shopping Depot – User-friendly layout, browsing options is convenient and smooth
Bond Navigator Online – Clean layout guides users through long-term bond opportunities effectively
Collaboration Insight Network – Clear structure, exploring partnerships and alliances feels easy and reliable
ValueCart Hub – Clear listings and intuitive layout enhance the shopping experience
пылесос дайсон купить интернет [url=https://dn-pylesos-kupit-1.ru/]пылесос дайсон купить интернет[/url] .
ClickSource Link – User-friendly site encourages interactive exploration of ideas
купить выпрямитель волос дайсон в москве [url=https://vypryamitel-dn.ru/]vypryamitel-dn.ru[/url] .
Донат в игры Донат в Rise of Kingdoms – это важная часть стратегии для тех, кто стремится к лидерству в этой популярной мобильной игре. Донат позволяет игрокам ускорять строительство, обучение войск и исследования, а также приобретать VIP-статус, дающий различные бонусы. Однако, важно помнить, что Rise of Kingdoms – это в первую очередь стратегическая игра, и умелое планирование, тактика и дипломатия играют не менее важную роль, чем донат. Донат в Rise of Kingdoms может значительно ускорить прогресс, но не является гарантией победы, если игрок не умеет эффективно управлять своим королевством.
дайсон пылесос купить в екатеринбурге [url=https://dn-pylesos.ru/]дайсон пылесос купить в екатеринбурге[/url] .
выпрямитель дайсон airstrait ht01 [url=https://vypryamitel-dn-1.ru/]vypryamitel-dn-1.ru[/url] .
выпрямитель dyson airstrait ht01 купить [url=https://vypryamitel-dn-2.ru/]vypryamitel-dn-2.ru[/url] .
Future Bargain Hub – Clean navigation, finding products and deals online is simple and fast
StyleWave Online – Clean interface makes finding the latest fashion effortless and fun
Idea Clicker – Informative pages spark curiosity and support creative thinking
купить активных живых подписчиков в телеграм
AlignClick Central – Intuitive pages, users can grasp ideas and insights quickly online
как накрутить голоса в голосовании вк
Skill Advancement Center – Encouraging layout, guides users toward practical knowledge and growth
выпрямитель волос dyson airstrait ht01 купить [url=https://vypryamitel-dn-3.ru/]выпрямитель волос dyson airstrait ht01 купить[/url] .
BondPrimex Focus – Easy-to-read layout supports quick understanding
Growth & Collaboration Center – Clear interface, users can navigate teamwork strategies and partnership ideas effortlessly
Info Clarity Center – Clear presentation helps visitors process information and make informed decisions quickly
DIY Shopping Zone – Bright, fun design makes exploring creative products effortless
DealSmart Store – Well-structured pages make navigating offers smooth and intuitive
BestPrice Hub – Well-structured pages make comparing prices and exploring deals simple
Smart Business Portal – Helpful pages make navigating business strategies fast and easy
FreshLook Portal – Easy navigation and modern layout enhance the shopping experience
Worldwide Strategy Portal – Modern interface, information on business collaborations is clear and accessible
Reliable Bargain Spot – Shopping feels safe with clearly organized listings
Think Smart Platform – Intuitive pages, encourages planning and anticipating outcomes effectively
SparkleClick World – Easy navigation, site makes discovering information smooth and engaging
Skill Building Network – Organized design, enables users to discover strategies for career advancement effectively
Донат в России Донат в Rise of Kingdoms – это важная часть стратегии для тех, кто стремится к лидерству в этой популярной мобильной игре. Донат позволяет игрокам ускорять строительство, обучение войск и исследования, а также приобретать VIP-статус, дающий различные бонусы. Однако, важно помнить, что Rise of Kingdoms – это в первую очередь стратегическая игра, и умелое планирование, тактика и дипломатия играют не менее важную роль, чем донат. Донат в Rise of Kingdoms может значительно ускорить прогресс, но не является гарантией победы, если игрок не умеет эффективно управлять своим королевством.
Professional Trust Portal – Intuitive pages, users can explore professional information smoothly
ValueFinder Online – Easy browsing experience with helpful listings for users
QuickCart Online – Well-structured design ensures fast access to products and deals
Fashion Vibe Store – Well-organized pages and sleek design make keeping up with fashion effortless
Smarter Planning Network – Intuitive design, helps visitors understand choices and plan effectively
Opportunities Explorer – Practical guidance allows visitors to uncover growth options effortlessly
Onlayn oyunlar üçün pinco casino azerbaijan maraqlı imkanlar yaradır. Buradan birbaşa keçid etmək mümkündür: [url=https://pinco-cazino.website.yandexcloud.net/]pinco casino giris[/url]. Telefon üçün pinco apk download mənim üçün daha əlverişli oldu. Pinco azerbaycan bonus kampaniyaları rəqabətlidir.
Pinco casino giris edən kimi oyunlar dərhal açılır. Pinco casino telegram az xəbərləri izləmək üçün uyğundur. Oyun interfeysi pinco az saytında sadədir. Pinco sports mərcləri real vaxtda yenilənir. Pinco azərbaycan oyunçuları üçün əlverişlidir. Mobil istifadə üçün pinco casino uyğunlaşdırılıb.
Knowledge Navigator – Smooth interface, exploring ideas is simple and engaging for all visitors
Think Forward Hub – Engaging site helps visitors explore fresh ideas and stay inspired
Corporate Strategy Hub – Easy-to-navigate pages, users can quickly understand business growth methods and alliances
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article. https://www.binance.info/sl/register?ref=I3OM7SCZ
forward momentum tips – Nicely paced content that connects without being too heavy.
дайсон выпрямитель купить казань [url=https://vypryamitel-dn.ru/]vypryamitel-dn.ru[/url] .
пылесос дайсон беспроводной в москве [url=https://dn-pylesos-kupit-1.ru/]пылесос дайсон беспроводной в москве[/url] .
Trusted Deals Hub – Smooth navigation, makes exploring products fast and safe
купить выпрямитель дайсон оригинал [url=https://vypryamitel-dn-3.ru/]купить выпрямитель дайсон оригинал[/url] .
выпрямитель дайсон купить в москве оригинал [url=https://vypryamitel-dn-2.ru/]vypryamitel-dn-2.ru[/url] .
Casino və sport mərclərini birlikdə axtaranlar üçün pinco yaxşı variantdır. Ətraflı məlumat üçün bu ünvan uyğundur: [url=https://pinco-cazino.website.yandexcloud.net/]pinco-cazino.website.yandexcloud.net[/url]. Telefon üçün pinco apk download mənim üçün daha əlverişli oldu. Depozit bonusları pinco az platformasında tez-tez yenilənir.
Pinko kazino hesabı ilə mərclərə başlamaq asandır. Pinco telegram icması kifayət qədər aktivdir. Pinco casino seçimləri yeni başlayanlar üçün də uyğundur. Mobil idman mərcləri üçün pinco az rahatdır. Pinco istifadə edənlər üçün təcrübə ümumən qənaətbəxşdir. Pinco kazino interfeysi sadə dizayna malikdir.
выпрямитель дайсон ht01 купить [url=https://vypryamitel-dn-1.ru/]vypryamitel-dn-1.ru[/url] .
TrustPoint – Friendly layout with clear instructions, navigating content is simple and fast.
Professional Alliance Network – Easy navigation, visitors can understand and manage business connections quickly
купить дайсон беспроводной пылесос в ростове [url=https://dn-pylesos.ru/]купить дайсон беспроводной пылесос в ростове[/url] .
Progress Path Portal – Inspiring layout, encourages visitors to move forward and make actionable plans
Pinco ilə onlayn casino və idman mərcləri bir yerdə çox rahat işləyir. Mobil tətbiq və oyunlar üçün rəsmi mənbə: [url=https://pinco-cazino.website.yandexcloud.net/]pinco casino[/url]. Pinco yüklə funksiyası ilə oyunlara giriş daha sürətlidir. Pinco bonus təklifləri yeni istifadəçilər üçün maraqlıdır.
Pinko giris prosesi sadə və sürətlidir. Pinco az telegram üzərindən əlaqə saxlamaq mümkündür. Pinco oyna bölməsi ilə oyunlara tez keçid var. Canlı futbol mərcləri pinco sports üzərindən mümkündür. İstifadəçi rəylərinə baxanda pinco отзывы maraqlıdır. Yeni başlayanlar üçün pinco casino aydın izahlar təqdim edir.
дивитись серіали 2025 онлайн база фільмів ua-bay безкоштовно
Мир онлайн-слотов растёт: новые провайдеры, повышенные RTP и постоянные турниры поддерживают интерес игроков.
Vavada удерживает позиции в топе, но не забывайте проверять лицензию и лимиты перед депозитом.
Выбирайте автоматы с бонусными раундами, бесплатными вращениями и прогрессивными джекпотами — так повышается шанс крупного выигрыша.
Зеркала решают проблему блокировок и позволяют оперативно выводить средства без лишних задержек.
Актуальные возможности доступны здесь: https://temp-tools.kz//vendor/pgs/index.php?nel_kten_vavada_aynasu__azghet_.html.
Играйте ответственно и контролируйте банкролл, чтобы азарт оставался в пределах удовольствия.
страхи онлайн якість що подивитися в хорошій якості сьогодні
Let me share with you something nearly all septic companies won’t: there are two categories of people in this reality. Those who think septic systems are simply “subterranean tanks for waste,” and those that have had raw sewage gurgling into their property at midnight. I learned this distinction the tough way in 2005—waist-deep in sludge, shivering in a Washington rainstorm, as my brothers and I helped a weathered installer restore our family’s collapsed system. I was fourteen. My hands blistered. My pants were destroyed. But that moment, something changed: This is not just dirt work. It’s people’s lives we are protecting.
Let me share the harsh truth: most septic companies just maintain tanks. They’re like quick-fix salesmen at a disaster convention. But Septic Solutions? These guys are unique. It all began back in the beginning of the 2000s when Art and his siblings—just kids scarcely tall enough to shoulder a shovel—assisted install their family’s septic system alongside a experienced pro. Imagine this: three kids knee-deep in Pennsylvania clay, discovering how soil permeability affects drainage while their peers played Xbox. “We didn’t just dig trenches,” Art shared with me last winter, steaming coffee cup in hand. “We learned how earth whispers truths. A patch of wetland vegetation here? That’s Mother Nature screaming ‘high water table.'”
https://steemit.com/learn/@sarnalisa/drawing-study-for-septic-tank
Relationship Building Hub – User-friendly layout, exploring insights and professional networks is convenient and quick
Натяжные потолки скрывают проводку, трещины и неровности без грязных работ, двухуровневая конструкция позволяет встроить треки, споты и подсветку, и при этом монтаж проходит спокойно; команда заранее защищает мебель и быстро убирает рабочую зону, теневые натяжные потолки москва
business connections online – Navigation is smooth and information feels reliable.
This is the harsh truth: most HVAC failures take place because someone ignored a step. Did not calculate the load correctly. Used cheap equipment. Got wrong the insulation needs. We’ve personally fixed countless of these failures. And each and every time, we record another learning. Like in 2017, when we decided on adding WiFi controls to all install. Why? Because Sarah, our master tech, got frustrated of watching homeowners burn money on poor temperature management. Now clients save hundreds yearly.
https://www.crunchbase.com/organization/product-air-heating-cooling-and-electric
insight hub online – Ideas are easy to grasp and implement effectively.
выпрямитель dyson airstrait ht01 оригинал [url=https://vypryamitel-dn-3.ru/]выпрямитель dyson airstrait ht01 оригинал[/url] .
фен выпрямитель дайсон где купить [url=https://vypryamitel-dn.ru/]vypryamitel-dn.ru[/url] .
пылесос дайсон v15s купить [url=https://dn-pylesos-kupit-1.ru/]dn-pylesos-kupit-1.ru[/url] .
new perspective portal – Sparks curiosity, browsing encourages reflection and fresh insights.
дивитися найкращі фільми 2025 військові драми та бойовики онлайн
Global Deals Portal – Easy navigation, exploring products and international promotions is simple for users
купить фен выпрямитель дайсон оригинал [url=https://vypryamitel-dn-2.ru/]vypryamitel-dn-2.ru[/url] .
дайсон фен выпрямитель для волос купить оригинал [url=https://vypryamitel-dn-1.ru/]vypryamitel-dn-1.ru[/url] .
click for industry tips – Useful insights, makes understanding business challenges straightforward.
Если потолки низкие важно выбрать правильный профиль и тип полотна при этом Сатиновая фактура выглядит мягко и добавляет глубины без зеркального эффекта Для кухни полезна подсветка рабочей зоны и общий мягкий свет без резких теней это дает аккуратный финиш и понятный результат уже в день монтажа, https://natyazhnye-potolki-moskva.ru/
https://alstrive.ru/blog/iphone-17-air-balans-stilja-i-proizvoditelnosti/
business thinking resources – Very useful, applying business insights feels straightforward.
strategic partnership guide – Clear guidance, site presents alliances in an organized and reliable way.
пылесос дайсон купить во владимире [url=https://dn-pylesos.ru/]dn-pylesos.ru[/url] .
actionable insights hub – Offers practical advice that’s easy to understand and implement.
options to consider – Browsing felt productive and mentally engaging.
explore potential options – Informative and motivating, layout makes exploring ideas simple and positive.
progressive steps hub – Helpful tips, planning forward feels straightforward and encouraging.
business trends guide – Insightful updates, helps keep up with current developments efficiently.
дайсон официальный сайт выпрямители [url=https://vypryamitel-dn-3.ru/]дайсон официальный сайт выпрямители[/url] .
купить пылесос дайсон официальный сайт в москве [url=https://dn-pylesos-kupit-1.ru/]купить пылесос дайсон официальный сайт в москве[/url] .
dyson airstrait купить выпрямитель [url=https://vypryamitel-dn.ru/]vypryamitel-dn.ru[/url] .
flow into progress – Gentle, motivating tone emphasizing that released energy enhances forward motion.
discover success routes – Information is clear, site makes identifying paths effortless.
alliances insight platform – Useful tips, simplifies how alliances operate in different markets.
SafeCommercePoint – Comfortable platform that prioritizes secure dealings.
FlexibleRetailHub – Clear layout and quick access to products make buying effortless.
Digital Knowledge Hub – Simple navigation, learning new digital skills is smooth and stress-free
купить кейс для выпрямителя дайсон [url=https://vypryamitel-dn-2.ru/]vypryamitel-dn-2.ru[/url] .
FuturePlanningHub – Insightful platform, long-term options are easy to find and analyze.
выпрямитель dyson airstrait ht01 купить минск [url=https://vypryamitel-dn-1.ru/]vypryamitel-dn-1.ru[/url] .
FrameworkInsightHub – Informative and practical, enterprise framework concepts are clear and easy to apply.
business connections hub – Platform emphasizes relationship building clearly and professionally throughout.
GrowthEngine – Simple steps that make achieving goals much more attainable.
safeshoppinghub – Smooth and secure experience, making online shopping stress-free.
digitalretailhub – Smooth and intuitive, online shopping feels quick and hassle-free.
click for lasting partnerships – Helpful advice, I now see partnership strategies more clearly.
Daily Picks Online – Easy to navigate, users can explore deals and items efficiently
flowing goal strategies – Very actionable advice, helps maintain focus and reach outcomes successfully.
Когда важна чистота, натяжной потолок ставят за один день и почти без строительной пыли, выбирайте полотно с фотопечатью, оно позволяет поставить трековые системы и точечные светильники, перед замером отметьте места люстры, спотов и шкафа до потолка, в итоге получите чистый финиш и понятный результат – https://natyazhnye-potolki-moskva.ru/
learn and enhance – Helpful design, fosters consistent skill-building naturally.
купить пылесос дайсон v15s detect absolute [url=https://dn-pylesos.ru/]dn-pylesos.ru[/url] .
ProtectedShopOnline – Shopping here feels secure and well organized.
networknavigator – Informative and actionable, makes professional networking approachable and reliable.
market trust network – Great examples, makes alliances easier to understand in practice.
clarity guides growth – Simple and practical phrasing, emphasizing logical progression.
corporatecollaborationhub – Clear and actionable, enterprise growth partnerships are structured for easy execution.
improve every day – Encourages steady progress and makes learning approachable.
ReliableCorporateInfo – Content is credible, and navigation feels smooth and intuitive.
выпрямитель дайсон купить в москве оригинал [url=https://vypryamitel-dn-3.ru/]выпрямитель дайсон купить в москве оригинал[/url] .
Effortless Market – Well-organized pages allow visitors to browse and buy with ease
team alignment click – Structured and informative, platform makes corporate ideas clear.
QuickPick Deals – Listings are clearly displayed, making it simple to find bargains
Если нужно спрятать проводку и коммуникации, натяжной потолок делает это без коробов, выбирайте плотная ПВХ пленка, оно помогает красиво спрятать вентиляцию и датчики, обсудите тип профиля и как сделают обход труб и углы, все коммуникации будут спрятаны, а доступ к ним останется через люк – https://natyazhnye-potolki-moskva.ru/
SmartClickBuy – Well-structured design makes shopping fast and convenient.
SmartIdeasExplorer – Engaging platform, new innovations are explained in a simple way.
пылесос дайсон v15 купить [url=https://dn-pylesos-kupit-1.ru/]пылесос дайсон v15 купить[/url] .
onlineshopnavigator – Offers a safe, smooth, and reliable way to shop online.
выпрямитель дайсон оригинал [url=https://vypryamitel-dn.ru/]vypryamitel-dn.ru[/url] .
trusted professional links – Informative content, networking strategies are easy to understand.
growthstrategycenter – Very useful, growth planning tips are easy to follow and implement.
PartnerSuccessGuide – Explains key partnership strategies clearly and in an actionable way.
Играть в Авиатор бесплатно [url=https://www.aviator-plus.ru]https://www.aviator-plus.ru[/url] .
trusted networking hub – Reliable platform, navigation helps users explore commercial links with ease.
дайсон фен выпрямитель для волос [url=https://dsn-vypryamitel.ru/]dsn-vypryamitel.ru[/url] .
QuickDeals Online – Clean design and clear categories make discovering deals effortless
Alliance Planning Center – Clean interface, guides users through business collaboration ideas effortlessly
выпрямитель dyson ht01 купить [url=https://dsn-vypryamitel-1.ru/]dsn-vypryamitel-1.ru[/url] .
выпрямитель dyson airstrait pink [url=https://vypryamitel-dn-4.ru/]выпрямитель dyson airstrait pink[/url] .
dyson выпрямитель купить оригинал [url=https://dsn-vypryamitel-2.ru/]dsn-vypryamitel-2.ru[/url] .
выпрямитель дайсон москва [url=https://dsn-vypryamitel-3.ru/]выпрямитель дайсон москва[/url] .
дайсон выпрямитель купить воронеж мтс [url=https://dsn-vypryamitel-4.ru/]dsn-vypryamitel-4.ru[/url] .
выпрямитель дайсон цена [url=https://vypryamitel-dn-kupit.ru/]vypryamitel-dn-kupit.ru[/url] .
выпрямитель дайсон [url=https://vypryamitel-dn-kupit-1.ru/]выпрямитель дайсон[/url] .
biznavigator – Informative and concise, readers can use the market strategies effectively.
clarity resources – Clear and practical guidance, makes ideas feel manageable.
дайсон фен выпрямитель для волос [url=https://vypryamitel-dn-2.ru/]дайсон фен выпрямитель для волос[/url] .
market trust network – Great examples, makes alliances easier to understand in practice.
dyson выпрямитель [url=https://vypryamitel-dn-1.ru/]dyson выпрямитель[/url] .
strategic steps forward – Friendly phrasing that makes systematic advancement feel achievable.
FutureScope – Engaging ideas that make it fun to consider what’s coming next.
InformedPathways – Step-by-step tips, helps navigate choices effectively and confidently.
smarter decisions hub – Guides you through choices clearly and makes decision-making easier.
Донат в России Донат в игры – это приобретение внутриигровых предметов, валюты или других преимуществ за реальные деньги. Эта практика широко распространена в современной игровой индустрии, особенно в free-to-play играх, где донат является основным источником дохода для разработчиков. Донат может существенно улучшить игровой опыт, позволяя игрокам быстрее прогрессировать, получать доступ к уникальному контенту или приобретать косметические предметы для кастомизации персонажей. Однако, важно помнить о рациональности и избегать чрезмерных трат, чтобы игровой процесс оставался приятным и не превращался в зависимость. Многие игры предлагают различные способы доната, от небольших покупок, дающих незначительные бонусы, до крупных пакетов, предоставляющих существенные преимущества.
SmartBuy Central – Informative content and organized deals make shopping convenient
Next Level Planning – Inspires visitors to plan ahead and make progress toward objectives easily
partnershippathway – Guidance for forming and sustaining enterprise collaborations effectively.
BizTrustNetwork – Feels credible and helpful for expanding business contacts.
дайсон пылесос оригинал [url=https://dn-pylesos.ru/]dn-pylesos.ru[/url] .
DigitalShopPro – Seamless experience, navigating the platform is intuitive and user-friendly.
partner growth click – Focused on collaboration, insights are easy to explore.
corporate networking guide – Great resource, connecting with enterprises is easy and professional.
LongTermBusinessHub – Practical and structured, business vision planning feels simple and actionable.
urban deals center – Clean layout and carefully chosen items make browsing enjoyable.
ValueCart Hub – Clear listings and intuitive layout enhance the shopping experience
skillsinsightsdaily – Very clear guidance, content for developing future-ready skills is easy to follow.
Smart Deal Shopping – Organized layout helps users quickly locate deals and shop efficiently
shoppingportal – Practical and user-friendly, navigating and buying online is simple.
DailySmartDeals – The layout is simple, and deals are easy to find and buy.
strategic alliance hub – Very useful, guidance is practical and relates to real scenarios.
productivity insights – Very practical guidance, keeps attention steady and work moving smoothly.
educate and develop click – Clear explanations, platform supports learning in a relaxed way.
купить оригинальный дайсон дайсон выпрямитель [url=https://dsn-vypryamitel-1.ru/]dsn-vypryamitel-1.ru[/url] .
RoadmapForGrowth – Provides clear guidance that simplifies planning and execution.
фен выпрямитель дайсон airstrait [url=https://dsn-vypryamitel-2.ru/]фен выпрямитель дайсон airstrait[/url] .
где купить выпрямитель дайсон [url=https://dsn-vypryamitel.ru/]dsn-vypryamitel.ru[/url] .
SmartBuy Central – Informative content and organized deals make shopping convenient
Авиатор демо [url=aviator-plus.ru]aviator-plus.ru[/url] .
signal flow – Clear, motivating phrasing illustrating that organized signals create smooth progress.
выпрямитель для волос дайсон [url=https://vypryamitel-dn-kupit.ru/]vypryamitel-dn-kupit.ru[/url] .
International Savings Hub – Clean design, makes online shopping and comparison simple and fast
купить кейс для выпрямителя дайсон [url=https://dsn-vypryamitel-4.ru/]купить кейс для выпрямителя дайсон[/url] .
выпрямитель дайсон цена [url=https://dsn-vypryamitel-3.ru/]выпрямитель дайсон цена[/url] .
BuyWithInsight – Product details are clear and genuinely helpful.
Натяжной потолок помогает спрятать коммуникации и сохранить высоту помещения, матовое полотно сохраняет аккуратный вид даже при активной жизни дома; перед установкой согласуются светильники, высоты и точки вывода проводов, https://potolki-decarat.ru/
дайсон официальный сайт выпрямители [url=https://vypryamitel-dn-kupit-1.ru/]vypryamitel-dn-kupit-1.ru[/url] .
dyson airstrait купить выпрямитель [url=https://vypryamitel-dn-kupit-2.ru/]dyson airstrait купить выпрямитель[/url] .
strategycentral – Clear, practical advice for implementing effective strategies.
фен выпрямитель для волос дайсон купить [url=https://vypryamitel-dn-4.ru/]фен выпрямитель для волос дайсон купить[/url] .
В коридоре и гардеробной натяжной потолок помогает спрятать провода и неровности плюс Матовый вариант дает спокойный вид и скрывает блики от окон В узком коридоре помогут линейные светильники и светлое матовое полотно так вы заранее избегаете переделок и лишних расходов на финиш https://natyazhnye-potolki-moskva.ru/
оформить гражданство румынии Информация о том, чтобы купить гражданство Румынии, часто является дезинформацией. Официально, в Румынии не существует легальных программ покупки гражданства за инвестиции. Все способы получения гражданства требуют соответствия определенным критериям и прохождения установленной процедуры.
strategic alliance guide – Content feels approachable, makes learning about long-term partnerships simple.
alliances knowledge hub – Clear advice, understanding strategic relationships is simple.
Value Picks Hub – Organized interface allows users to browse and compare easily
NextGenShopping – Modern layout improves navigation and overall usability.
smartbargainstore – User-friendly interface, buying online deals is fast and straightforward.
Clarity Portal – Well-structured pages help users absorb information and choose wisely
retailpro – Intuitive design, shopping online feels effortless and fast.
SecureBuyOnline – Clear and straightforward, buying items online is quick and safe.
доставка цветов Flower delivery – это не просто услуга, это возможность создать праздник в любой день, подарить радость и улыбку тем, кто вам дорог. Современные службы доставки цветов гарантируют свежесть и своевременность доставки, чтобы ваш подарок произвел наилучшее впечатление.
strategic market alliances – Easy to apply examples, shows how alliances work in real-world business situations.
progress click center – Layout supports motivation, helping users plan actions smoothly.
Нужны цветы заказать цветы на пхукете мы предлагаем свежие и невероятно красивые букеты, которые порадуют любого получателя. Наша служба обеспечивает оперативную доставку по всему острову, а в ассортименте вы найдёте цветы и композиции на самый взыскательный вкус. При этом мы гордимся тем, что сохраняем лучшие цены на острове — красота теперь доступна без переплат!
Нужен детейлинг детейлинг мойка лимассол специализированный детейлинг центр на Кипре в Лимассоле, где заботятся о безупречном состоянии автомобилей, предлагая клиентам полный комплекс услуг по уходу за транспортными средствами. Мастера студии с вниманием относятся к каждой детали: они не только выполняют оклейку кузова защитными материалами, но и проводят тщательную обработку салона, возвращая автомобилю первозданный вид.
TrustedCheckoutPlace – Secure checkout combined with a professional look.
enterprise bond guide – The pages communicate reliability and professionalism.
SmartPick Store – Easy navigation and helpful content make finding deals simple
PureCreativeSpace – Inspiring platform that’s easy to navigate and supports innovative thinking.
progress navigator – Clear strategies, turning objectives into actionable steps feels easier.
Trusted Connections Online – Clean layout, navigation is easy and content is simple to digest
directed concept flow – Practical, concise wording illustrating that strategic guidance improves idea movement.
relationshiphub – Explore strategies to strengthen professional ties effortlessly.
discover business moves – Helpful tips presented cleanly, making ideas easy to implement.
выпрямитель дайсон airstrait купить [url=https://dsn-vypryamitel-1.ru/]dsn-vypryamitel-1.ru[/url] .
ModernMethodsGuide – Easy-to-read content that quickly teaches useful strategies.
выпрямитель дайсон airstrait купить [url=https://dsn-vypryamitel-2.ru/]dsn-vypryamitel-2.ru[/url] .
выпрямитель дайсон цена [url=https://dsn-vypryamitel.ru/]dsn-vypryamitel.ru[/url] .
SmartBuy Central – Informative content and organized deals make shopping convenient
Mobil telefondan pinco oyna seçimi mənim üçün ən böyük üstünlükdür. Mobil istifadəçilər üçün də açıqdır: [url=https://pinco-cazino.website.yandexcloud.net/]www.pinco-cazino.website.yandexcloud.net[/url]. Mobil tətbiq axtaranlar pinco casino app download variantına baxa bilər. Bonuslarla oynamaq üçün azərbaycan pinco casino uyğun gəlir.
Pinco giris səhifəsi mobil və desktopda stabil açılır. Pinco telegram kanalı aktivdir və yenilənir. Pinco kazino oyunlarının yüklənməsi sürətlidir. Canlı futbol mərcləri pinco sports üzərindən mümkündür. İstifadəçi rəylərinə baxanda pinco отзывы maraqlıdır. Pinco kazino interfeysi sadə dizayna malikdir.
meaningful learning guide – Lessons are insightful, presented in a way that’s easy to follow.
фен выпрямитель дайсон оригинал [url=https://vypryamitel-dn-kupit.ru/]vypryamitel-dn-kupit.ru[/url] .
buyingcenter – Clear and efficient, platform makes purchasing online simple and convenient.
collaborationhub – Informative and practical, perfect for learning about building alliances.
Idea Insights Online – Encourages creative thinking and provides a simple way to discover concepts
dyson фен выпрямитель купить [url=https://dsn-vypryamitel-3.ru/]dyson фен выпрямитель купить[/url] .
выпрямитель дайсон hs07 купить [url=https://dsn-vypryamitel-4.ru/]dsn-vypryamitel-4.ru[/url] .
выпрямитель dyson corrale купить [url=https://vypryamitel-dn-kupit-2.ru/]выпрямитель dyson corrale купить[/url] .
выпрямитель dyson airstrait ht01 [url=https://vypryamitel-dn-kupit-1.ru/]vypryamitel-dn-kupit-1.ru[/url] .
sustainable success partners – Helpful information, partnerships are outlined in a clear, easy-to-follow format.
PracticalApproachTips – Clear guidance with step-by-step advice for better outcomes.
Делаешь документы? конструктор ворд документа позволяет существенно ускорить работу: с его помощью вы сможете готовить необходимые документы в десять раз быстрее и при этом гарантированно избегать ошибок. Инструмент предельно прост в освоении — специальное обучение не требуется. Все ваши данные надёжно защищены, а настройка индивидуальных шаблонов выполняется оперативно и без сложностей.
Натяжные потолки помогают быстро обновить интерьер, глянцевая поверхность не боится влажности и подходит для ванной и кухни; можно выбрать профиль, чтобы добиться идеальной линии, https://potolki-decarat.ru/
strategic market alliances – Easy to apply examples, shows how alliances work in real-world business situations.
explore steady progress – Offers easy-to-understand guidance on long-term success and growth planning.
Do you want bonuses? https://www.reddit.com/r/referralcodes/comments/1pjpsi1/csgofast_promocode_for_2026/ deposit bonuses, free cases, terms and conditions. A quick activation guide, FAQ, and the latest updates.
growth partnership hub – Promising platform, seems ideal for fostering long-term business relationships.
Smart Deals Portal – Organized pages and informative content make browsing fast
This is the brutal truth: nearly all HVAC failures happen because someone skipped a step. Failed to calculate the load accurately. Used undersized equipment. Miscalculated the insulation needs. We have fixed countless of these messes. And each and every time, we file away another insight. Like in 2017, when we began adding remote monitoring to all system. Why? Because Sarah, our master tech, got frustrated of watching homeowners waste money on bad temperature settings. Now clients save $500+ yearly.
https://www.manta.com/c/m1x5288/product-air-heating
KnowledgeBoostPro – Clear structure, understanding new topics feels effortless.
MegaCartExpress – Smooth browsing, intuitive and modern design.
learnfromexpertinsights – Excellent site, expert insights are practical and easy to apply today.
Продвижение сайтов https://team-black-top.ru под ключ: аудит, стратегия, семантика, техоптимизация, контент и ссылки. Улучшаем позиции в Google/Яндекс, увеличиваем трафик и заявки. Прозрачная отчетность, понятные KPI и работа на результат — от старта до стабильного роста.
выпрямитель для волос дайсон купить [url=https://vypryamitel-dn-4.ru/]выпрямитель для волос дайсон купить[/url] .
WorldwideBusinessHub – Offers clear insights into global markets, making it easy to follow trends.
innovative thinking site – Offers viewpoints that make considering new approaches natural and stress-free.
OutcomeSignal – Offers focused advice that directly contributes to positive results.
problemstrategy – Clear insights for handling challenges in a practical, actionable way.
https://t.me/s/KAZINO_S_MINIMALNYM_DEPOZITOM
ValueCart Hub – Clear listings and intuitive layout enhance the shopping experience
strategicbizalliances – Professional presentation, emphasizing reliable corporate connections.
shop smarter here – Gives a customer-first impression with a layout that feels easy and intuitive.
nextgenshop – Very helpful, readers can grasp innovative retail concepts with ease.
click for digital tutorials – Step-by-step learning, guides are very clear and useful.
CustomerHubOnline – Well-structured site that keeps the shopper in mind.
SavvyShopperHub – Emphasizes smart spending and great value options.
growth path strategies – Clear explanations, platform helps users plan steps effectively.
enterprise partnership hub – Supports building trusted business collaborations across sectors.
Rebricek najlepsich kasin https://betrating.sk/casino-hry/automaty-online/jack-and-the-beanstalk/ na Slovensku: bezpecni prevadzkovatelia, lukrativne bonusy, hracie automaty a zive kasina, pohodlne platby a zakaznicka podpora. Cestne recenzie a aktualizovane zoznamy pre pohodlne online hranie.
где купить оригинал фен выпрямителя дайсон [url=https://dsn-vypryamitel-2.ru/]dsn-vypryamitel-2.ru[/url] .
onlinepurchasezone – Very convenient, navigating and shopping online is quick and easy.
выпрямитель dyson ht01 [url=https://dsn-vypryamitel-1.ru/]dsn-vypryamitel-1.ru[/url] .
alliances knowledge base – Structured insights, helps make sense of market partnership dynamics.
выпрямитель для волос dyson airstrait купить [url=https://dsn-vypryamitel.ru/]dsn-vypryamitel.ru[/url] .
Najlepsie online kasina betrating na Slovensku – porovnajte licencie, bonusy, RTP, vyplaty a mobilne verzie. Pomozeme vam vybrat spolahlive kasino pre hru o skutocne peniaze a demo. Pravidelne aktualizujeme nase hodnotenia a propagacne akcie.
smart scaling platform – Guides users on improving learning techniques and expanding knowledge effectively.
SimpleStrategicSolutions – Turns complicated strategic options into clear, actionable advice.
dyson выпрямитель для волос [url=https://vypryamitel-dn-kupit.ru/]vypryamitel-dn-kupit.ru[/url] .
GrowthAllianceNetwork – Helps clarify partnership approaches with simple guidance.
I need to explain something the majority of septic companies won’t: there are two categories of people in this life. Those who think septic systems are simply “subterranean tanks for waste,” and those who’ve had raw sewage bubbling into their yard at 2 AM. I learned this distinction the hard way in 2005—knee-deep in muck, shivering in a Washington downpour, as my brothers and I aided a weathered installer fix our family’s collapsed system. I was a teenager. My hands ached. My pants were wrecked. But that night, something crystallized: This is not just digging. It’s people’s lives we’re protecting.
Let me share the dirty truth: nearly all septic companies just pump tanks. They act like temporary salesmen at a disaster convention. But Septic Solutions? They are unique. It all began back in the early 2000s when Art and his brothers—just kids hardly tall enough to carry a shovel—aided install their family’s septic system alongside a experienced pro. Imagine this: three youngsters buried in Pennsylvania clay, understanding how soil permeability affects drainage while their friends played Xbox. “We didn’t just dig holes,” Art shared with me last winter, warm coffee cup in hand. “We learned how ground whispers truths. A patch of cattails here? That’s Mother Nature screaming ‘high water table.'”
https://steemit.com/learn/@sarnalisa/drawing-study-for-septic-tank
explore steady progress – Offers easy-to-understand guidance on long-term success and growth planning.
pathways to growth – Organized content, information helps users make informed decisions easily.
выпрямитель для волос дайсон [url=https://vypryamitel-dn-kupit-2.ru/]выпрямитель для волос дайсон[/url] .
securebondnavigator – Simplifies commercial bonding with clear and actionable insights.
выпрямитель dyson hs07 [url=https://dsn-vypryamitel-3.ru/]выпрямитель dyson hs07[/url] .
dyson выпрямитель для волос купить в симферополе [url=https://vypryamitel-dn-kupit-1.ru/]vypryamitel-dn-kupit-1.ru[/url] .
BetterChoicesPro – Practical insights, making it simpler to evaluate options effectively.
EnterpriseConnectHub – Emphasizes efficient planning for long-term business partnerships.
sustainable enterprise hub – Focused on partnerships that generate long-lasting value.
growth navigator – Very useful strategies, helps steer efforts toward meaningful achievements.
выпрямитель дайсон airstrait ht01 купить в волгограде [url=https://dsn-vypryamitel-4.ru/]dsn-vypryamitel-4.ru[/url] .
leadershipinsights – Informative and practical, top strategies are explained in a simple format.
SEO-продвижение сайта https://seo-topteam.ru в Москве с запуском от 1 дня. Экспресс-анализ, приоритетные правки, оптимизация под ключевые запросы и регион. Работаем на рост позиций, трафика и лидов. Подходит для бизнеса и услуг.
PracticalSkillsOnline – Resource is user-friendly and delivers meaningful learning experiences.
commerce strategy center – Appeals to businesses looking to align with future digital marketplaces.
business trust hub – Very helpful guidance, forming relationships feels natural.
solution explorer click – Options are displayed well, making it easy to weigh choices.
businesssavvyportal – Helpful content, tips for better business moves are easy to understand quickly.
SmoothBuyOnline – Everything works smoothly with minimal effort required.
alliances knowledge base – Structured insights, helps make sense of market partnership dynamics.
выпрямитель дайсон ht01 купить [url=https://vypryamitel-dn-4.ru/]выпрямитель дайсон ht01 купить[/url] .
online commerce framework – Solid foundation for supporting extensive global retail activities.
explore flexible finds – Browsing feels easy thanks to the diverse options.
SimpleDigitalStore – Clear layout, browsing items feels effortless.
new doors click – Platform encourages curiosity, navigating opportunities feels seamless.
corporate synergy hub – Focused on business cooperation, presented in a professional and organized way.
Тяговые аккумуляторные https://ab-resurs.ru батареи для складской техники: погрузчики, ричтраки, электротележки, штабелеры. Новые АКБ с гарантией, помощь в подборе, совместимость с популярными моделями, доставка и сервисное сопровождение.
businessstrategyguide – Provides strategic insights, seems useful for structuring future initiatives.
выпрямитель dyson corrale купить [url=https://dsn-vypryamitel-2.ru/]выпрямитель dyson corrale купить[/url] .
GrowthAllianceGuide – Helpful insights that can be applied quickly to real situations.
выпрямитель дайсон амрстат купить самара [url=https://dsn-vypryamitel-1.ru/]dsn-vypryamitel-1.ru[/url] .
alliancesinsightcenter – Structured methods for developing and maintaining trustworthy enterprise alliances.
value shopping center – Straightforward interface with smooth checkout and trustworthy listings.
курск где купить выпрямитель для волос дайсон [url=https://dsn-vypryamitel.ru/]dsn-vypryamitel.ru[/url] .
checkouthub – Easy and efficient, the process of buying online is straightforward.
ReliableMarketOnline – Practical and straightforward, online shopping is organized and secure.
купить выпрямитель dyson оптом [url=https://vypryamitel-dn-kupit.ru/]vypryamitel-dn-kupit.ru[/url] .
securecommercialalliances – Feels safe and reliable, guidance on alliances is clear and actionable.
Продажа тяговых АКБ https://faamru.com для складской техники любого типа: вилочные погрузчики, ричтраки, электрические тележки и штабелеры. Качественные аккумуляторные батареи, долгий срок службы, гарантия и профессиональный подбор.
FutureReadyNetwork – Focused on preparing users with practical strategies for upcoming challenges.
click for alliance insights – Practical and easy to use, global partnerships are well explained.
guides for clarity – Excellent explanations, makes learning concepts simpler.
CollaborativeStability – Insights are clear and focused on reliable long-term outcomes.
dealtrustconnect – Projects professionalism, ideal for secure marketplace activities.
выпрямитель для волос дайсон москва [url=https://vypryamitel-dn-kupit-2.ru/]выпрямитель для волос дайсон москва[/url] .
innovation spotlight portal – Great for exploring fresh ideas and fostering innovative thinking.
trusted alliance resources – Informative content, helps relate alliances to practical business cases.
выпрямитель для волос дайсон москва [url=https://dsn-vypryamitel-3.ru/]выпрямитель для волос дайсон москва[/url] .
фен выпрямитель дайсон купить в тц багратионовская [url=https://vypryamitel-dn-kupit-1.ru/]vypryamitel-dn-kupit-1.ru[/url] .
corporateunityguide – Very professional, guidance on enterprise frameworks is detailed and actionable.
WorldwideShoppingHub – Clear layout, international products are easy to compare and buy.
https://wokerman.ru/
выпрямитель дайсон airstrait ht01 [url=https://dsn-vypryamitel-4.ru/]выпрямитель дайсон airstrait ht01[/url] .
everydaydealspot – Convenient platform for spotting deals quickly and reliably.
Trusted BondSteady Info – Strong layout, site feels credible and content is easy to grasp for users
Work Skills Insight – Practical advice that boosted my professional confidence today.
marketrelationshipsolutionshub – Very actionable, platform explains market relationship management clearly.
reliable shop portal – Layout is clear, making it simple to locate products and browse comfortably.
Smart Market Lab – Provides actionable tips and simplifies online buying choices.
innovative futures hub – Promotes creative planning and anticipating future changes.
everyday items portal – User-friendly layout ensures browsing and buying is quick.
SmartShopClick – Helpful interface, shopping online is quick and easy to understand.
SmartBusinessDiscover – Highlights opportunities with practical, professional relevance for growth.
This is the harsh truth: nearly all HVAC failures take place because someone missed a step. Did not calculate the load correctly. Used incorrect equipment. Miscalculated the insulation needs. We have fixed dozens of these messes. And each and every time, we file away another lesson. Like in 2017, when we started adding WiFi controls to all installation. Why? Because Sarah, our senior tech, got tired of watching homeowners waste money on bad temperature settings. Now clients save 20-30% yearly.
https://us.enrollbusiness.com/BusinessProfile/7668666/Product%20Air%20Heating,%20Cooling,%20and%20Electric
StrategicEdgeHub – Easy-to-understand guidance, strategies are actionable in real scenarios.
explore sustainable growth – Helpful resources, I feel motivated to pursue steady progress.
IdeaNavigatorClick – Guided me step by step to explore new ideas efficiently.
BudgetDealsCenter – Designed to appeal to shoppers seeking value and affordability online.
дайсон выпрямитель купить краснодар [url=https://vypryamitel-dn-4.ru/]дайсон выпрямитель купить краснодар[/url] .
BondUnity Hub – Clean layout, navigation is simple and finding information feels effortless
clarity engine – Very clear guidance, helps transform ideas into consistent momentum.
shopassureportal – Projected professionalism, encourages users to shop without worry.
strategic market alliances – Easy to apply examples, shows how alliances work in real-world business situations.
SmartExpansionGuide – Practical framework, helps make intelligent decisions when planning growth.
everydaydealportal – Simple and practical, locating discounts online is easy and efficient.
CommercialBondTipsHub – Helpful explanations that break down intricate topics efficiently.
ethical alliances hub – Focused on responsible business practices and environmentally conscious partnerships.
Reliable BondValue – Easy navigation, site structure allows users to find important content fast
Digital Growth Center – Very insightful, ideas are actionable and clearly communicated.
retailurbanstore – Browsing feels seamless, and shopping is simple and enjoyable.
successinsights – Useful guidance, growth concepts are presented in a clear, step-by-step manner.
выпрямитель дайсон [url=https://vypryamitel-dn-kupit-2.ru/]выпрямитель дайсон[/url] .
Growth Planning System – The explanations helped me stay focused and organized.
LearnAndPlanClick – Step-by-step guidance that made strategic thinking simpler.
LearningForBusinessClick – Helpful resource, lessons are structured clearly and easy to apply.
AlliancesWithIntegrity – Highlights professional reliability, perfect for building long-term partnerships.
stepwise digital guide – Straightforward instructions, platform helps navigate digital planning smoothly.
ClickPathway Learning – Sleek design, helps visitors explore options and take meaningful steps forward
Тяговые аккумуляторные https://ab-resurs.ru батареи для складской техники: погрузчики, ричтраки, электротележки, штабелеры. Новые АКБ с гарантией, помощь в подборе, совместимость с популярными моделями, доставка и сервисное сопровождение.
click for alternative thoughts – Presents insights that are easy to digest and spark creative thinking.
safe deals online – Ensures transactions are secure, helping customers shop with trust.
globalenterprisealliances – Informative platform, global alliance strategies are explained clearly and practically.
strategic alliance hub – Very useful, guidance is practical and relates to real scenarios.
modern e-commerce hub – Streamlined layout encourages quick and enjoyable online purchases.
Продажа тяговых АКБ https://faamru.com для складской техники любого типа: вилочные погрузчики, ричтраки, электрические тележки и штабелеры. Качественные аккумуляторные батареи, долгий срок службы, гарантия и профессиональный подбор.
ReliableDealFinder – Convenient and clear, finding online bargains is simple and trustworthy.
OpportunityNavigatorClick – Step-by-step advice that makes strategizing ahead simple and practical.
businessalliancebonds – Clear structure, suggests reliability for professional corporate partnerships.
systematic growth – Very clear guidance, content supports deliberate and focused growth.
SmartEverydaySolutions – Solutions feel relevant, clear, and easy to implement today.
strategiclink – Clear guidance, users can easily follow the steps to strengthen business collaborations.
AffordableBuyNetwork – Highlights cost-effective choices for digital shoppers.
Growth Pathways Lab – Very practical guidance, content is clear and easy to follow.
Curious Explorer – Engaging layout, site design encourages continuous exploration
trustedbondinsights – Very actionable, guidance on commercial bonds is professional and straightforward for users.
frameworknavigator – Helps you apply structured growth methods in everyday business decisions.
TrustedBizSolutions – Clear, actionable content that simplifies complex decisions.
Connect for Business – A practical space where connecting with others feels intuitive.
informed action portal – Focused on guiding careful steps without overwhelming users.
ScaleIntelligentlyClick – Helpful content, clarifies complex growth concepts effectively.
VisionNextPortal – Supports long-term planning in a structured and accessible way.
khxIdXKecSUyRJIBZLwAYRFZ
SmartDealsHub – Very user-friendly, finding great deals is quick and effortless.
learning ideas click – Clear guidance offered, understanding new concepts is enjoyable.
Trusted ClickMoment – Clean interface, exploring content feels intuitive and effortless for visitors
trusted market network – Practical content, makes alliances easy to apply in actual markets.
enterprise trust network – Emphasis on trust makes it appealing for companies evaluating long-term collaborations.
online deals hub – Reliable pricing and a smooth interface make shopping convenient.
Smart Market Paths – Well-structured guidance makes understanding trends simple.
SmartBizClarity – Offers advice that clarifies business concepts efficiently.
ClickGrowthStrategies – Useful guidance that made complex growth concepts understandable.
BuyPremiumOnline – Easy to navigate, shopping experience is smooth and intuitive.
growthpathplanner – Excellent step-by-step approach to enhancing online growth efforts.
goal navigator – Very helpful, demonstrates how to focus energy in productive directions.
business vision portal – Inspires clarity and careful planning for future development.
insightpath – Practical and straightforward, readers can apply the strategies immediately.
see what’s inside – Creative idea, it promotes curiosity and easy discovery.
ProfessionalBondNetwork – Focuses on safe and structured collaboration for enterprises.
Progressive Commerce – Clear explanations that make innovation feel accessible.
ReliableBuyClick – Practical information and clear layout make browsing enjoyable.
NextGenRetail – Innovative shopping options that respond to customer preferences quickly.
ModernShoppingInsights – Clean interface and smooth browsing, learning about trends is fast and simple.
click for planning strategies – Informative articles, strategy concepts are clear and simple.
trusted business alliances – Practical examples, makes market alliances easy to follow.
кіно онлайн 2025 дивитися фільми 1080p без реєстрації
кіно онлайн новинки 2025 дивитися кіно на смартфоні безкоштовно
ClickForSmartPurchases – Helpful insights that make choosing products easier.
better solutions hub – Encourages exploring innovative techniques over outdated ones.
GlobalOnlineBuyingHub – Found this resource valuable, explanations are concise and easy enough.
Azərbaycanda pinco casino istifadə edənlər üçün seçimlər kifayət qədər genişdir. Əlavə məlumat almaq üçün bu ünvan kifayətdir: [url=https://pinco-cazino.website.yandexcloud.net/]http://pinco-cazino.website.yandexcloud.net[/url]. Pinco kazino yukle etdikdən sonra performans stabildir. Bonuslarla oynamaq üçün azərbaycan pinco casino uyğun gəlir.
Pinco giriş zamanı əlavə təsdiq tələb olunmur. Pinco telegram icması kifayət qədər aktivdir. Oyun interfeysi pinco az saytında sadədir. Pinco sports idman sevənlər üçün yaxşı seçimdir. Şəxsi təcrübəmdə pinco stabil işləyir. Pinco az oyun və mərcləri birləşdirir.
shopassureportal – Projected professionalism, encourages users to shop without worry.
StrategicBizLinks – Seamless networking experience, content seems well-structured and professional.
greenstrategyhub – Informative and structured, platform provides actionable sustainability advice for partnerships.
This is the harsh truth: most HVAC failures take place because someone missed a step. Did not calculate the load correctly. Used cheap equipment. Miscalculated the insulation needs. We’ve personally fixed dozens of these messes. And each time, we remember another insight. Like in 2017, when we began adding remote monitoring to all install. Why? Because Sarah, our senior tech, got frustrated of watching homeowners burn money on inefficient temperature settings. Now clients save 20-30% yearly.
https://vocal.media/authors/product-air-heating-cooling-and-electric
professional connections portal – Clear layout and reliable content support smooth enterprise networking.
shopdailyonline – Simple and intuitive, online shopping feels smooth and hassle-free.
bondingtacticsguide – Practical, well-explained guidance on strategic bond management.
ActionIdeasPortal – Very practical guidance that helped me take immediate steps.
StrategicBondPro – Structured and accurate, the content makes strategic bonds easy to follow.
growth planning hub – Insightful content, following these steps brings clarity and purpose to actions.
Фармацевтический холодильник POZIS Рудный Медицинские холодильники POZIS в Караганде. Оснащение больниц и поликлиник. Полное соответствие требованиям СЭС. Гарантийное обслуживание на месте.
Купить POZIS в Атырау
MarketIdeasPro – Insightful and practical, content makes market ideas easy to follow.
digital commerce hub – Modern feel enhances the browsing experience for shoppers.
Business Alliance Insights – Helps identify key factors for long-term collaboration success.
ClickBusinessFramework – Easy-to-follow guidance, advice feels professional and reliable.
business strategy insights – Encourages applying fresh strategic thinking to current challenges.
ActionableStrategyClick – Stepwise guidance that made planning less confusing.
trusted business alliances – Practical examples, makes market alliances easy to follow.
alliances success ideas – Clear guidance, alliance strategies are presented in a practical way.
StrategicBusinessAlliances – Solid website with practical tips I can apply immediately today.
BudgetDealsCenter – Designed to appeal to shoppers seeking value and affordability online.
купить фен выпрямитель дайсон [url=https://vypryamitel-dn-kupit-3.ru/]купить фен выпрямитель дайсон[/url] .
купить фен выпрямитель дайсон оригинал [url=https://vypryamitel-dsn-kupit.ru/]vypryamitel-dsn-kupit.ru[/url] .
дайсон выпрямитель с феном [url=https://vypryamitel-dn-kupit-4.ru/]дайсон выпрямитель с феном[/url] .
New Horizons Portal – Easy-to-use interface supports exploring fresh ideas efficiently
выпрямитель dyson corrale [url=https://vypryamitel-dsn-kupit-1.ru/]выпрямитель dyson corrale[/url] .
Термометр для холодильника POZIS Надежные холодильники для хранения лекарственных средств в аптеках. Соответствие требованиям Приказа Минздрава РК. Поддержание стабильной температуры +2…+15°C. Наличие замков на дверях и термокарт. Оборудование проходит для получения лицензии.
Холодильник для хранения вакцин POZIS
фен выпрямитель для волос дайсон купить [url=https://vypryamitel-dsn-kupit-2.ru/]vypryamitel-dsn-kupit-2.ru[/url] .
выпрямитель дайсон airstrait ht01 [url=https://vypryamitel-dsn-kupit-3.ru/]выпрямитель дайсон airstrait ht01[/url] .
shopnavigator – Practical and intuitive, finding and buying items online is easy.
OnlineBazaar – Navigation is easy, platform feels modern and organized.
trustedbuymarket – Emphasizes reliability, perfect for users seeking a secure shopping platform.
BizSkillClick – Made understanding business strategies straightforward and actionable.
QbfzjzsmDWZWGtyaeLxeI
globalretailnetwork – Very useful, insights on worldwide retail markets are clear and straightforward.
strategic alliances portal – Offers practical ideas for fostering collaborative growth models.
global shopping network – Well-structured layout and simple checkout make purchasing hassle-free.
visit this resource – A smooth and engaging way to keep improving skills.
ClickRetailInsightsHub – Useful and structured content for following retail developments.
MomentumBoost – Practical advice that drives consistent, productive results.
Strategic Futures Online – Clear pages guide users through potential partnerships and planning effectively
Диагностика Leran. Ремонт электронных модулей, замена подшипников и сальников.Ремонт стиральных машин Graude Алматы Восстановление мощности вращения. Если машинка искрит или не крутит барабан — пора менять угольные щетки. Мы ставим качественные “сэндвич” щетки. Цена услуги от 5000 тг.
Замена насоса стиральной машины цена
ProCollabNetwork – Emphasizes teamwork, making it ideal for building professional partnerships online.
BetterDecisionsClick – Easy-to-use platform, makes decision-making faster and more reliable.
Worldwide Retail Insights – Excellent resource for understanding global retail trends and innovations.
PremiumOnlineBuyingHub – Well organized content that supports smarter decisions and planning efforts.
alliances guide hub – Very useful, real market examples enhance understanding of partnerships.
TrustedConnectionsPro – Insightful platform, supports creating dependable professional partnerships.
business trust network – Content feels genuine, partnership building is easy.
quick link – Simple interface, smooth browsing, information is concise and readable
CorporateNetworkingClick – Reliable platform offering well-structured advice for professionals.
online portal – Well-arranged sections, browsing is smooth and readable
streamlined retail experience – Design seems user-friendly for today’s fast-paced shopping demands.
relationshipguide – Clear and actionable, shows practical steps for engaging with professionals.
Контрактное производство позволяет компаниям создавать устройства любой сложности без необходимости строить собственное производство. Опытные инженеры разрабатывают схемотехнику, печатные платы, корпуса и программное обеспечение. Прототипирование и тестирование обеспечивают соответствие требованиям рынка и стандартам безопасности. Такой подход экономит ресурсы и сокращает сроки разработки: http://tamilachat.org/community/profile/marcel09h622438/
ActionableGrowthPlan – Offers easy-to-follow insights for building digital success.
international business network – Suggests structured tools for building relationships across multiple countries.
ValueDealsCenter – Projects affordability and convenience for online buyers.
Ремонт Sharp. Долговечные компоненты, замена электроники, устранение ошибок E01, E02.Ремонт стиральных машин Xiaomi Алматы Машинка гудит, но стирка не начинается? Мы заменим заливной клапан, прочистим сеточки фильтров шланга или отремонтируем прессостат. Стоимость ремонта от 3500 тг. Восстановим подачу воды быстро.
Течет вода из стиральной машины
ClickForCareerInsights – Concise guidance with useful tips I could implement immediately.
skillgrowthportal – Excellent guidance, learning resources are clear and immediately useful.
sona bet
выпрямитель волос dyson ht01 [url=https://vypryamitel-dsn-kupit.ru/]vypryamitel-dsn-kupit.ru[/url] .
стайлер дайсон выпрямитель [url=https://vypryamitel-dn-kupit-3.ru/]стайлер дайсон выпрямитель[/url] .
выпрямитель dyson airstrait pink [url=https://vypryamitel-dsn-kupit-3.ru/]выпрямитель dyson airstrait pink[/url] .
dyson выпрямитель [url=https://vypryamitel-dsn-kupit-2.ru/]dyson выпрямитель[/url] .
reliable retail portal – Seems dependable and user-friendly, encouraging further transactions.
дайсон выпрямитель как отличить оригинал [url=https://vypryamitel-dsn-kupit-1.ru/]vypryamitel-dsn-kupit-1.ru[/url] .
Let me explain something nearly all septic companies won’t: there are two types of people in this life. Those who assume septic systems are just “subterranean tanks for waste,” and those who have had raw sewage erupting into their yard at the dead of night. I discovered this distinction the hard way in 2005—waist-deep in mud, shivering in a Washington deluge, as my brothers and I helped a grizzled installer restore our family’s broken system. I was fourteen. My hands ached. My jeans were wrecked. But that evening, something crystallized: This isn’t just manual labor. It’s folks’ lives we’re safeguarding.
Let me share the harsh truth: most septic companies just service tanks. They are like quick-fix salesmen at a demolition convention. But Septic Solutions? They’re unique. It all began back in the early 2000s when Art and his family—just kids scarcely tall enough to carry a shovel—assisted install their family’s septic system alongside a grizzled pro. Picture this: three kids waist-deep in Pennsylvania clay, understanding how soil absorption affects drainage while their friends played Xbox. “We didn’t just dig trenches,” Art told me last winter, steaming coffee cup in hand. “We learned how earth whispers truths. A patch of cattails here? That’s Mother Nature yelling ‘high water table.'”
https://www.fitday.com/fitness/forums/newcomers/42940-strange-odor-coming-basement-pipes.html
Smart Strategy Hub – Practical insights that simplified understanding complex options.
ReliableEcommercePortal – Platform inspires trust and makes online shopping hassle-free.
dyson фен выпрямитель купить [url=https://vypryamitel-dn-kupit-4.ru/]dyson фен выпрямитель купить[/url] .
bond knowledge portal – Simplified, useful content guides new investors through enterprise bonds.
PremiumShoppingPortal – Well-designed and easy to use, helps me shop online efficiently.
strategic alliance hub – Very useful, guidance is practical and relates to real scenarios.
nextgen buy portal – Convenient experience, browsing and checkout are smooth.
Opportunity Exploration – Gave me fresh ideas and a broader view of potential opportunities.
MarketVisionClick – Clear, structured content that made understanding ideas effortless.
safe corporate connections – Platform seems reliable, promoting long-term professional relationships.
strategic partnership insights – Advice is actionable, forming business connections feels natural.
top resource – Well-organized sections, readable content, interface is smooth
explorebusinessopportunities – Insightful resources, finding business opportunities feels easy and practical here.
Замена главного мотора (теплового насоса) в сборе с ТЭНом. Оригинал Bosch, Siemens. От 15000 тг.Замена ТЭНа в посудомоечной машине Выезд в Караой. Ремонт встраиваемых и отдельностоящих посудомоек на дому. Мы ценим ваше время и приезжаем точно в срок. Качественный ремонт с гарантией.Ремонт посудомоечных машин Фабричный
TopSavingsHub – Easy and organized, finding deals is quick and enjoyable.
shopvalueinsights – Helpful and efficient, discovering deals is fast and easy.
Онлайн курсы психологии https://ilmacademy.com.ua удобный формат обучения для тех, кто хочет освоить профессию психолога, получить практические навыки и пройти профессиональное обучение дистанционно. Курсы подойдут для начинающих и специалистов, ориентированных на практику.
Нужна тара? https://mkr-big-bag.ru Компания “МКР-Биг-Бэг” — производство и продажа биг-бэгов (МКР) оптом. Широкий ассортимент мягких контейнеров для сыпучих материалов. Индивидуальные заказы, доставка по России. Надежно, быстро, выгодно!
Белое SEO https://seomgroup.ru работает. Спустя год работ с уверенностью это говорю. Главное найти спецов, которые не обещают золотые горы за месяц. Нормальные результаты, это минимум 3-4 месяца работы. Зато теперь получаем стабильный органический трафик, не как с рекламы, где бюджет кончился и все.
SafePartnerHub – Helpful for professional connections, platform feels trustworthy and structured.
RetailTrendsHub – Very clear content that helps track retail trends effectively.
secureshopclick – Clear focus on safety, makes shopping feel risk-free and convenient.
insighthubonline – Helpful and practical, expert advice is structured clearly for fast understanding.
expertise growth site – Appears helpful for gradually enhancing professional skills.
Business Insights Hub – Intuitive layout, very straightforward to navigate and explore ideas.
global e-commerce portal – Feels designed for an international audience with diverse products.
Выезд в Узынагаш. Капитальный ремонт холодильников, замена моторов.Ремонт холодильников Есик Ремонт холодильной техники в п. Иргели. Заправка фреоном, замена термостатов и ремонт электроники. Опытные мастера, гарантия качества. Мы работаем оперативно, чтобы вы не испытывали неудобств из-за сломанной техники.
Ремонт холодильников Отеген батыр
ClickForProfessionalNetworking – Informative content that simplifies creating valuable connections.
market alliance insights – Helpful tips, shows how alliances work in realistic settings.
CorporateUnityNetwork – Emphasizes building strong corporate connections and fostering teamwork.
WorldwideBusinessUnity – Practical guidance that clearly explains global business connections.
Let me share the brutal truth: nearly all HVAC failures occur because someone ignored a step. Failed to calculate the load correctly. Used incorrect equipment. Miscalculated the insulation needs. We have fixed hundreds of these disasters. And every time, we remember another lesson. Like in 2017, when we decided on adding remote monitoring to all install. Why? Because Sarah, our master tech, got tired of watching homeowners lose money on bad temperature management. Now clients save 20-30% yearly.
https://about.me/productairheating
Trusted Professional Network – Offers practical tips for building reliable connections in the workplace.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
Комиссионный центр https://skypka.tv специализируется на скупке самой разной техники — от смартфонов и телевизоров до фотоаппаратов и игровой электроники, так что выгодно избавиться можно практически от любых лишних устройств.
Техническое обслуживание грузовых и коммерческих автомобилей и спецтехники. Снабжение и поставки комплектующих для грузовых автомобилей, легкового коммерческого транспорта на бортовой платформе ВИС lada: https://ukinvest02.ru/
Свежие новости https://arguments.kyiv.ua Украины и мира: события в Киеве и регионах, экономика, общество, происшествия, спорт, технологии и культура. Оперативная лента 24/7, аналитика, комментарии, фото и видео.
Новостной портал https://dailynews.kyiv.ua Украины с проверкой фактов: важные заявления, решения властей, бизнес и финансы, жизнь городов и областей, погода, транспорт, культура. Удобные рубрики и поиск, обновления каждый час, коротко и по делу.
SmartBuyNetwork – Focuses on cost-conscious purchasing with reliable options.
online hub – Pages rendered fast and the layout made sense
framework learning hub – Concepts are presented in a clear sequence that simplifies comprehension.
dyson выпрямитель для волос купить в симферополе [url=https://vypryamitel-dsn-kupit.ru/]vypryamitel-dsn-kupit.ru[/url] .
nextlevel retail – Easy browsing, checkout is simple and intuitive.
FocusedBusinessClick – Clear and practical advice that improved my decision-making.
выпрямитель дайсон ht01 купить [url=https://vypryamitel-dsn-kupit-2.ru/]vypryamitel-dsn-kupit-2.ru[/url] .
alliancesguide – Practical and helpful, guidance on corporate partnerships is simple to implement.
dyson выпрямитель купить в москве [url=https://vypryamitel-dsn-kupit-3.ru/]dyson выпрямитель купить в москве[/url] .
выпрямитель дайсон отзывы [url=https://vypryamitel-dn-kupit-3.ru/]выпрямитель дайсон отзывы[/url] .
выпрямитель дайсон оригинал [url=https://vypryamitel-dsn-kupit-1.ru/]vypryamitel-dsn-kupit-1.ru[/url] .
ReliableShoppingPro – Fast and secure, checkout process is simple and straightforward.
worldwide business hub – Highlights opportunities for enterprises operating on a global scale.
ValuePartnershipInsights – Well-structured lessons, offers practical steps for successful alliance management.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
explore business ideas – Encourages creativity and exploration for entrepreneurs online.
ClickForBizClarity – Very easy to follow, gave practical insights for improving my business.
GlobalDigitalShoppingMarket – Really useful site, content feels practical and easy to navigate.
выпрямитель дайсон airstrait [url=https://vypryamitel-dn-kupit-4.ru/]выпрямитель дайсон airstrait[/url] .
marketwisdomhub – Helpful and concise, learning from industry leaders is straightforward and easy to follow.
corporate collaboration hub – Branding conveys professionalism and trusted business relationships.
alliances strategy guide – Insightful and clear, examples make complex strategies understandable.
StrategicBusinessAlliances – Highlights reliable connections that support serious corporate collaboration.
power in motion – Encouraging phrasing, showing that clear traction produces visible forward action.
framework learning hub – Concepts are presented in a clear sequence that simplifies comprehension.
CityShopZone – Smooth and engaging, platform helps make quick shopping decisions.
trustworthy shopping hub – Creates an impression of security and dependable transactions.
Smart Consumer Hub – Provides guidance that simplifies decisions and speeds up online purchases.
browse qulvo – Straightforward interface, smooth performance, concise content everywhere
globaldigitalshoppingmarket – Smooth interface, site offers a good overview of digital marketplaces worldwide.
worktogetherhub – Clear and helpful, teamwork strategies are simple to implement.
career tips hub – Helpful guidance, learning from this site feels straightforward and actionable.
QuickCartSystem – Simple navigation, purchases are fast and hassle-free.
SmartShoppingHub – Easy-to-navigate platform, buying items online is convenient.
Smart Solutions Lab – Provides concise, actionable strategies for immediate use.
userfriendlyshopplatform – Very approachable, seems ideal for beginners wanting a smooth ecommerce setup.
ValueBuyHub – Encourages shoppers to prioritize cost-effectiveness and quality.
long-term corporate partnerships – Highlights alliances that strengthen organizational resilience and growth.
dyson фен выпрямитель купить [url=https://vypryamitel-dsn-kupit.ru/]vypryamitel-dsn-kupit.ru[/url] .
strategic vision site – Guides users toward sustainable decisions and careful growth strategies.
фен выпрямитель дайсон airstrait купить [url=https://vypryamitel-dsn-kupit-2.ru/]vypryamitel-dsn-kupit-2.ru[/url] .
safepurchasecenter – Checkout process is smooth, and shopping feels secure and easy.
relationshipguide – Excellent resource, strategies for market relationships are easy to follow.
купить выпрямитель dyson оптом [url=https://vypryamitel-dsn-kupit-3.ru/]vypryamitel-dsn-kupit-3.ru[/url] .
partnership insights platform – Very actionable, real-world examples illustrate alliance strategies well.
дайсон айрстрейт купить выпрямитель [url=https://vypryamitel-dn-kupit-3.ru/]vypryamitel-dn-kupit-3.ru[/url] .
дайсон стайлер купить выпрямитель [url=https://vypryamitel-dsn-kupit-1.ru/]vypryamitel-dsn-kupit-1.ru[/url] .
CareerStrategyInsights – Provides professional guidance that feels practical for planning career moves.
ClickProInsights – Very insightful guides, shows how to implement expert advice smoothly.
planned forward action – Clear and motivating, showing how deliberate steps maintain progress.
next gen buying hub – Products are easy to explore with a clean, logical layout.
landing hub – Fast pages, uncluttered design, everything worked as expected
Product Browsing Hub – Finding and viewing products feels fluid and well-organized.
alliancenetwork – Practical and informative, the platform simplifies complex partnership strategies.
unity partnerships hub – Emphasizes collaboration over rivalry, presenting a clear message of partnership.
ModernRetailBuyingHub – Enjoyed browsing here, ideas are fresh and well explained clearly.
BusinessSkillsHub – Practical learning, teaches essential business skills in a clear and usable way.
выпрямитель волос dyson ht01 [url=https://vypryamitel-dn-kupit-4.ru/]выпрямитель волос dyson ht01[/url] .
trustworthy order platform – Reliable and easy to use, buying items is seamless and stress-free.
Женский портал https://elegantwoman.kyiv.ua о красоте, здоровье и стиле жизни: уход за кожей и волосами, мода, отношения, психология, карьера, дом и вдохновение. Полезные советы, подборки, рецепты и лайфхаки на каждый день. Читайте онлайн с телефона и компьютера.
Главные новости https://novosti24.kyiv.ua Украины сегодня — быстро и понятно. Репортажи из регионов, интервью, разборы, инфографика, фото/видео. Следите за темами, сохраняйте материалы и делитесь. Лента обновляется 24/7, чтобы вы были в курсе событий.
Всё для женщин https://glamour.kyiv.ua в одном месте: тренды моды и бьюти, здоровье, питание, спорт, семья, дети, отношения и саморазвитие. Статьи, чек-листы, идеи и обзоры, которые помогают принимать решения и чувствовать себя увереннее.
virtual business academy – Emphasizes the flexibility of acquiring business skills via online platforms.
knowledge development portal – Makes skill growth approachable and encourages consistent learning habits.
scalabilityhub – Provides practical ways to expand operations successfully.
quick link – Fast-loading pages, intuitive navigation, content comes across clearly
LongTermBizNetwork – Professional and structured, forming business relationships is straightforward.
betterchoiceshub – Helps streamline choices, making decision-making smooth and reliable.
StreamlinedRetailOnline – Focused on reducing friction and making digital shopping easy.
progressive strategies site – Encourages innovation and rethinking conventional approaches.
дайсон выпрямитель купить воронеж мтс [url=https://vypryamitel-dsn-kupit.ru/]vypryamitel-dsn-kupit.ru[/url] .
фен выпрямитель дайсон где купить [url=https://vypryamitel-dsn-kupit-2.ru/]vypryamitel-dsn-kupit-2.ru[/url] .
alliancesacademypro – Informative and structured, long-term partnerships are presented in an easy-to-understand way.
Easy To Read Page – Came across this casually and the design feels well spaced
GlobalTrustRelationshipNetwork – Clean layout and thoughtful content make this site enjoyable today.
Future Online Marketplace – The platform offers new methods for buying efficiently and saving time.
dyson фен выпрямитель [url=https://vypryamitel-dsn-kupit-3.ru/]dyson фен выпрямитель[/url] .
ValueCartOnline – Designed to make online shopping practical and budget-friendly.
build progress hub – Encourages forward movement with clear and uplifting ideas.
Ежедневные новости https://useti.org.ua Украины: политика и экономика, общество и медицина, образование, технологии, спорт и шоу-бизнес. Мы собираем информацию из надежных источников и объясняем контекст. Читайте онлайн с телефона и компьютера — удобно и бесплатно.
Все о событиях https://ua-vestnik.com в Украине и вокруг: оперативные сводки, расследования, мнения экспертов, рынки и курс валют, происшествия и полезные сервисы. Подборки по темам, теги, уведомления, фото и видео — актуально в любое время.
Портал для женщин https://woman24.kyiv.ua про жизнь без лишнего: красота, женское здоровье, питание, рецепты, уютный дом, финансы, работа и отдых. Практичные советы, честные обзоры и вдохновляющие истории.
купить дайсон выпрямитель донецк [url=https://vypryamitel-dn-kupit-3.ru/]vypryamitel-dn-kupit-3.ru[/url] .
купить выпрямитель дайсон в новосибирске [url=https://vypryamitel-dsn-kupit-1.ru/]vypryamitel-dsn-kupit-1.ru[/url] .
Here’s the harsh truth: most HVAC failures happen because someone ignored a step. Didn’t calculate the load properly. Used undersized equipment. Misjudged the insulation needs. We’ve personally fixed hundreds of these messes. And each and every time, we file away another insight. Like in 2017, when we began adding smart thermostats to each install. Why? Because Sarah, our senior tech, got sick of watching homeowners lose money on bad temperature settings. Now clients save hundreds yearly.
https://www.producthunt.com/@productairheating
corporate partnership space – Designed with shared success and teamwork in mind.
reliableonlinecommerce – Safe and reliable, buying products online feels simple and secure today.
sonabet live login
BudgetBuyOnline – Helpful descriptions and simple navigation make comparing items stress-free.
enterprisepathway – Practical methods to apply frameworks that enhance growth and collaboration.
ecoimpactplatform – Platform helps users evaluate purchases for both practicality and environmental impact.
alliancesguideonline – Practical and professional, alliance strategies are explained well and easy to use.
CityLifeShopping – Urban theme is distinctive, encouraging exploration for metropolitan buyers.
EnterpriseKnowledgeHub – Insightful and organized, frameworks are explained effectively.
ShopSmartOnline – Clear tips that made browsing and purchasing much easier.
ClearBizSolutions – Very useful tips that helped me focus on the most important areas.
innovation hub site – Inspires creative thinking and exploration of better solutions.
check prixo – Smooth browsing, well-structured content, nothing feels overwhelming
relationship strategies hub – Clear guidance, professional connections can be strengthened effectively.
EliteTeamBonding – Professional layout, advice on corporate relationships is clear and effective.
Trusted Networking Hub – Very practical advice for cultivating meaningful business relationships.
концентрат моющее средство для моющих пылесосов Универсальное моющее средство концентрат – это многофункциональное решение для любого дома. Мы предлагаем продукты, которые эффективно справляются с различными видами загрязнений, подходят для очистки различных поверхностей и экономичны в использовании. Это идеальный выбор для тех, кто ценит практичность и заботится об окружающей среде.
купить выпрямитель дайсон оригинал [url=https://vypryamitel-dn-kupit-4.ru/]купить выпрямитель дайсон оригинал[/url] .
browse nexra – Fast and clean layout, minimal clutter, content is easy to follow
tavro portal – Pleasant layout with readable text and seamless page transitions
partnership success platform – Designed to help enterprises implement effective cooperative strategies.
retail discovery hub – Browsing products feels natural and well-organized.
corporateweb – Your go-to reference for managing complex professional networks.
market strategy portal – Highlights practical ways to find new opportunities and optimize business approach.
vyrxo network – Informative pages, simple layout, and overall site feels welcoming
framework builder – Very clear explanations, helps apply strategies effectively.
corporatenetworkingtips – Practical insights, forming corporate alliances is straightforward and well-explained.
EcoSmartPurchases – Focused on smart consumer choices, supporting efficient online shopping.
explore signal turns action – Intuitive interface with information presented clearly throughout
https://sonabet.pro/
sonabet.pro
Женский онлайн-журнал https://womanlife.kyiv.ua бьюти-гайды, мода, психология, отношения, материнство и забота о себе. Подборки товаров, инструкции, рецепты и идеи для дома. Читайте коротко или глубоко — удобная навигация и свежие материалы каждый день.
Медицинский портал https://medicalanswers.com.ua для пациентов: здоровье, диагностика, лечение, профилактика и образ жизни. Экспертные статьи, справочник симптомов, советы специалистов и актуальные медицинские новости. Достоверная информация в одном месте.
Новости Украины https://news24.in.ua 24/7: Киев и регионы, экономика, общество, безопасность, технологии, спорт и культура. Короткие сводки, подробные материалы, объяснения контекста, фото и видео. Читайте главное за день и следите за обновлениями в удобной ленте.
ValueCartOnline – Designed to make online shopping practical and budget-friendly.
FindSmarterBusinessMoves – Found this resource valuable, explanations are concise and easy enough.
alliances insight portal – Informative and structured, content clarifies international collaborations.
Ко ланта ко ланте
useful link – Pages respond instantly, content is concise, browsing feels natural
TrustInsightsGlobal – Insightful and structured, networking worldwide feels organized and reliable.
Idea Exploration – Offers thoughtful insights that translate well into daily actions.
value shopping hub – Emphasizes smart spending, seems ideal for bargain hunters.
sustainablesynergy – Practical advice for fostering trustworthy and eco-conscious partnerships.
trusted order center – Clear steps make finishing a purchase feel secure.
Современный женский https://storinka.com.ua портал: уход, макияж, тренировки, питание, стиль, любовь, семья и карьера. Экспертные советы, полезные подборки, идеи подарков и лайфхаки. Мы говорим простым языком о важном — заходите за вдохновением ежедневно.
Новостной портал https://ua-novosti.info Украины без лишнего: оперативная лента, репортажи из областей, интервью и разборы. Политика, финансы, социальные темы, медицина, образование, IT. Фото/видео, инфографика, уведомления и топ-материалы дня.
Актуальные новости https://uapress.kyiv.ua Украины и мира: события, заявления, решения, рынки, курсы, происшествия и жизнь регионов. Факты и проверенные источники, аналитика и комментарии. Удобные рубрики, поиск, теги и подборки — всё, чтобы быстро находить нужное.
кайтинг в анапе кайт благовещенская
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data. Gates of Olympus 1000 Hay cuatro símbolos multiplicadores que el centro. Gates of olympus tragamonedas online de un multiplicador total. Zeus podrá invocar la saga, una emocionante tragamonedas se inspira en cualquier lugar de juegos colombiano 100%. Adicionalmente, el bonus contribuyen a cambio de demostración sin importar que le concede cinco filas. Benefíciate de los que, manteniedo el jugador querrá acumular para jugadores pragmáticos como marco la oportunidad de 4 en los tambores. Gates of olympus 1000 tragamonedas con una buena opción para activar la pantalla, ya que permanecen en esta nueva secuela.
https://kancelaria-wwp.pl/review-del-juego-betano-en-casinos-online-para-mexico/
Gates of Olympus es una tragamonedas online con premios presentados por Zeus, el líder de los dioses. El juego ofrece la oportunidad de ganar un premio máximo de 5,000x tu apuesta. Cuenta con la característica Multiplier Spots que puede aumentar las ganancias y Free Spins que otorgan giros gratis. Si deseas jugar a juegos de casino gratis sin descargar, has llegado al lugar adecuado. Ahora solo tienes que elegir el juego perfecto para ti. Puede parecer abrumador, pero he intentado facilitarte esta tarea con una serie de filtros. Haz coincidir de 8 a 30 símbolos en cualquier lugar de la cuadrícula para ganar. Los símbolos multiplicadores pueden caer en cualquier giro o tumble, aumentando las ganancias hasta 500 veces. Si sale más de un símbolo multiplicador, sus valores se suman y se aplican a la ganancia total.
accessible online purchases – Appeals to users who prefer a straightforward approach to buying online.
official zylor – Pages respond quickly, design is minimal, and browsing feels smooth
FocusedBusinessLab – Provides tools to simplify complex decision-making processes for professionals.
LearnFutureFocusedSkills – Solid website with practical tips I can apply immediately today.
TrustedDeals – I like how fast the checkout is and how safe it feels.
focusamplifiesgrowth destination – Neat pages, logical flow, and information is easy to understand
sonabet.pro
strategic thinking hub – Provides thoughtful guidance, learning new approaches feels simple and clear.
korixo destination – Overall enjoyable experience with clear and friendly navigation
globalpartnershipinfrastructure – Very detailed, global partnership infrastructure is explained clearly and practically here.
main hub – Fast-loading interface, organized sections, very user-friendly
top resource – Organized sections, easy-to-follow pages, information is concise
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
easy ecommerce solutions – Clear interface, designed to help small businesses launch quickly.
Unity Alliance Hub – Clear strategies that make fostering long-term collaborations simple.
StrategyMasterOnline – Clear instructions, learning strategy planning is simple and approachable.
Главные события https://vesti.in.ua Украины — коротко и понятно. Мы собираем новости из Украины и мира, проверяем данные и даём ясные объяснения. Подборки по темам, новости городов, аналитика, мнения, видео. Обновления каждый час, удобно на смартфоне.
Всё о здоровье https://medfactor.com.ua на одном медицинском портале: болезни и их лечение, анализы, препараты, обследования и профилактика. Материалы подготовлены с опорой на клинические данные и врачебную практику. Читайте онлайн в любое время.
Онлайн-журнал https://love.zt.ua для женщин: мода, бьюти, психология, любовь, семья, дети, дом, карьера и финансы. Обзоры, лайфхаки, рецепты и инструкции — без «воды», с пользой. Удобные рубрики и свежие материалы ежедневно.
prodevelopmenthub – Offers structured guidance for advancing your professional skills effectively.
לשירותים אנחנו עירומים אבל כמו תמיד אחרי הלילה אתה המלטה שלי אז אתה הולך לידי על ארבע, זה הרבה יותר איטי ממה שאני הולך, אז אני לוקח אותך בשיער וגורר אותך אבל אתה סובל נערת השיחה הוויסקי. אלינה, קטיה רכנה קרוב יותר, קולה נעשה נמוך יותר, כמעט קונספירטיבי. תוריד את השמלה. קפאתי. מקס קשת את גבה, דימה שרקה, והרגשתי את החום מציף את צווארי. אבל נסיגה לא הייתה analogousmusic.com
BondInsightPro – Easy to follow, gave me a solid understanding of options.
Here’s the harsh truth: the majority of HVAC failures happen because someone missed a step. Did not calculate the load properly. Used cheap equipment. Miscalculated the insulation needs. We’ve personally fixed countless of these disasters. And each time, we remember another insight. Like in 2017, when we decided on adding remote monitoring to every system. Why? Because Sarah, our master tech, got sick of watching homeowners burn money on inefficient temperature settings. Now clients save hundreds yearly.
https://us.enrollbusiness.com/BusinessProfile/7668666/Product%20Air%20Heating,%20Cooling,%20and%20Electric
smart retail space – Clear sections make finding items convenient and stress-free.
ShopWithConfidence – Online transactions feel safer thanks to strong security focus.
long-term business vision hub – Encourages careful planning and foresight for sustainable growth over time.
axivo page – Clean and organized site with content that’s easy to digest
growthflowswithclarity portal – Clean structure, fast pages, and browsing is enjoyable
browse ulvix – Clear and concise content, fast pages, very user-friendly browsing
Нужен дизайн? дизайн бюро интерьеров создаем функциональные и стильные пространства для квартир, домов и офисов. Планировки, 3D-визуализации, подбор материалов и авторский надзор. Индивидуальный подход, реальные сроки и продуманные решения под ваш бюджет.
Решил сделать ремонт? дизайн агентство: квартиры, дома, апартаменты и офисы. Продуманные планировки, 3D-проекты, сопровождение ремонта и контроль реализации. Создаем интерьеры, отражающие ваш стиль и образ жизни.
economical shopping hub – Prioritizes value, making it easier to discover good bargains.
Электронные компоненты https://zener.ru с прямыми поставками от производителей: микросхемы, пассивные элементы, разъёмы и модули. Гарантия оригинальности, стабильные сроки, выгодные цены и подбор под ТЗ. Поставки для производства, сервиса и разработки.
Professional Bonding Center – Provides actionable guidance to improve corporate networking and collaboration.
mexto hub – Clear presentation, content is easy to locate and read
BusinessNetworkingHub – Informative and practical, navigating worldwide business connections is simple.
retail website – Checkout was straightforward and delivery information was accurate.
MegaSavings – Explained the options in a way that made sense instantly.
qorivo store – Navigation is smooth, and products feel reliable and well-listed.
гражданство румынии
NextHorizonInsights – Encourages users to envision and prepare for future developments.
This is the ugly truth: nearly all HVAC failures occur because someone ignored a step. Didn’t calculate the load correctly. Used undersized equipment. Miscalculated the insulation needs. We have fixed countless of these disasters. And each and every time, we record another learning. Like in 2017, when we began adding smart thermostats to every system. Why? Because Sarah, our lead tech, got sick of watching homeowners burn money on poor temperature control. Now clients save hundreds yearly.
https://eduardomtvl585.theglensecret.com/what-is-doe-energy-skilled-and-why-it-matters-for-hvac
dependableshoppinghub – Looks well-structured, gives shoppers a secure and simple experience.
progressmovesforwardnow web – Fast, clean, and everything feels easy to navigate for first-time visitors
xavro access – Minimal style, content is clear, and navigating pages is simple
mavix webstore – Navigation simple, pages load fast and content easy to read.
landing hub – Simple pages, intuitive navigation, content is clear and direct
explorefuturedirections – Inspiring content, learning about future directions feels engaging and useful today.
budget-friendly marketplace – Value-centered, likely appealing for money-conscious buyers.
TrustPortal – Pages load fast, interface well-structured, and navigation intuitive.
Voryx Link – Pages load quickly, interface clean, and finding information was hassle-free.
marketplace – Items are easy to navigate, and filters helped me narrow options efficiently.
Growth Through Choices – Offers clear guidance that supports logical decision-making.
NextGenOnlineBuying – Nice experience overall, navigation works smoothly and loads quickly everywhere.
Pelixo Hub – Smooth experience, product info clear and checkout worked without issues.
Ulvaro Online Store – Pages responsive, product info clear and purchase steps easy.
shopping platform – Just found this shop, pricing seems good, and checkout was quick.
Kavion Path Central Market – Site loads quickly, product information clear and browsing feels smooth.
кайт школа анапа кайтсёрфинг анапа
Донат в FC Mobile Донат в игры – это практика добровольного внесения средств игроками в игровые проекты, чаще всего в формате free-to-play, с целью получения дополнительных преимуществ, косметических улучшений или просто для поддержки разработчиков. Это явление стало неотъемлемой частью современной игровой индустрии, порождая дискуссии о балансе между монетизацией и честной игровой механикой. Разнообразие форм доната варьируется от покупки премиум-валюты до эксклюзивных предметов, влияющих или не влияющих на игровой процесс.
IntentionalStrategyHub – Offers focused guidance for cultivating strategic knowledge and professional growth.
Your point of view caught my eye and was very interesting. Thanks. I have a question for you.
trustedcommercialbonds.click – Appears credible, could be useful for secure commercial bond transactions online.
ExploreQelaro – Clean layout and simple to move around without issues.
progressmoveswithfocus link – Smooth interface and quick browsing with readable sections
clyra platform – Organized site, polished visuals, and an overall professional look
brivox portal – Pages respond quickly and the layout stays easy to follow
online portal – Smooth navigation, clear sections, professional feel overall
Kavix Market – Layout minimal, browsing smooth and finding products effortless.
enterprise credibility hub – Looks designed to reassure companies seeking secure partnerships.
кайт анапа кайтинг в анапе
Донат в FC Mobile Донат в Rise of Kingdoms – важная составляющая игрового процесса. В этой стратегической игре игроки часто прибегают к донату, чтобы ускорить строительство, тренировку войск и получение ресурсов. Это позволяет им быстрее развивать свою империю и укреплять позиции в борьбе за мировое господство. Донат открывает доступ к премиум-функциям и предметам, значительно облегчая путь к успеху в Rise of Kingdoms.
Yaveron Network – Pages load quickly, layout organized and shopping experience reliable.
item store – Fast page loading, reliable layout, and ordering was easy and smooth.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
ProfessionalBondSolutions – Great platform overall, information is clear and genuinely helpful today.
Online Shopping Tips Hub – Makes choosing the right products online simpler and faster.
Vixor Spot – Fast site, clear layout, and finding products felt straightforward.
Korivo Express – Layout neat, shopping steps clear and pages load without delays.
shopping portal – Quick and responsive, sections well arranged, enjoyable browsing experience.
QuickRixar – Smooth interface, pages responsive, and content appeared trustworthy.
Mavero Lane Shop – Site works fine, content loads quickly and navigation intuitive.
Plivox Lane – Clean layout, pages load fast and finding products is easy.
SolutionPathway – Offers guidance for applying practical solutions efficiently in real scenarios.
navix web – Checkout steps clear, site responded well and browsing was effortless.
согласование перепланировки квартиры под ключ [url=https://pereplanirovka-kvartir3.ru/]pereplanirovka-kvartir3.ru[/url] .
дайсон официальный сайт выпрямители [url=https://vypryamitel-dsn-kupit-4.ru/]дайсон официальный сайт выпрямители[/url] .
перепланировка квартиры москва [url=https://pereplanirovka-kvartir4.ru/]перепланировка квартиры москва[/url] .
согласование перепланировки москва [url=https://pereplanirovka-kvartir5.ru/]согласование перепланировки москва[/url] .
securebusinessrelationships.click – Emphasizes safety, seems designed to foster long term reliable partnerships.
проект перепланировки квартиры в москве [url=https://proekt-pereplanirovki-kvartiry20.ru/]proekt-pereplanirovki-kvartiry20.ru[/url] .
перепланировка цена [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]skolko-stoit-uzakonit-pereplanirovku-6.ru[/url] .
инвентарь для спорт комплексов [url=http://www.inventar-v-zal.ru]инвентарь для спорт комплексов[/url] .
directionanchorsprogress info – Easy-to-read sections, smooth layout, and user experience is pleasant overall
курс диспетчера грузоперевозок в сша для начинающих
explore nixra – Lightweight pages and smooth navigation, very pleasant experience
Mivaro Edge – Pages load quickly, browsing straightforward and site design reliable.
plexin hub – Simple interface, logical flow, and text is clear throughout
worldwide business collaboration – Implies cooperation among enterprises across multiple regions.
Xelivou Web – Layout tidy, content well presented and checkout flow seamless.
shopping platform – I received my items neatly packed and on time.
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?
EverydayPurchaseOnline – Easy and reliable, completing purchases is fast and convenient.
Женский портал https://replyua.net.ua про красоту и заботу о себе: уход, макияж, волосы, здоровье, питание, спорт, стиль и отношения. Практичные советы, чек-листы, подборки и вдохновляющие истории. Читайте онлайн и находите идеи на каждый день.
Онлайн-портал https://avian.org.ua для строительства и ремонта: от фундамента до отделки. Подбор материалов, пошаговые гайды, сравнение технологий, советы мастеров и актуальные цены. Полезно для застройщиков, подрядчиков и частных клиентов.
Строительный портал https://ateku.org.ua о ремонте и строительстве: технологии, материалы, сметы, проекты домов и квартир, инструкции и советы экспертов. Обзоры, калькуляторы, нормы и примеры работ — всё для частного и коммерческого строительства.
xavix destination – Clean, professional interface with easy navigation and smooth browsing
Zorivo Hub Select Shop – Fast pages, intuitive layout and overall browsing simple.
Business Strategy Finder – Helpful insights that made exploring different business directions much easier.
main zylavo – Clear layout, photos easy to see and descriptions make sense.
Zylavo Linkup – Clean interface, logical flow, and it was easy to locate desired products.
Qulavo Flow – Pages load quickly, navigation smooth and site feels easy to use.
sonabet.pro
BondZexon – Clear descriptions, easy to compare items, and overall experience smooth.
Velro Hub Shop – Fast site, content clear and shopping experience hassle-free.
NaviroTrack Point – Site responsive, navigation clear and shopping flow feels effortless.
directionpowersmovement corner – Neat design, well-structured pages, and site loads efficiently
handy page – Fast pages, intuitive layout, information feels natural and concise
modern retail portal – Sleek design reflects contemporary shopping habits and trends.
ClickXpress – Pages open quickly, interface neat, and browsing feels smooth.
check tekvo – Intuitive layout, readable information, and a pleasant browsing experience
услуги по согласованию перепланировки [url=https://pereplanirovka-kvartir4.ru/]pereplanirovka-kvartir4.ru[/url] .
где согласовать перепланировку [url=https://pereplanirovka-kvartir3.ru/]pereplanirovka-kvartir3.ru[/url] .
m bs2web at
shopping site – Browsing on mobile felt easy, and categories were well organized.
услуги по согласованию перепланировки [url=https://pereplanirovka-kvartir5.ru/]pereplanirovka-kvartir5.ru[/url] .
заказать проект перепланировки квартиры [url=https://proekt-pereplanirovki-kvartiry20.ru/]заказать проект перепланировки квартиры[/url] .
Строительный портал https://domtut.com.ua с практикой: проекты, чертежи, СНиП и ГОСТ, инструменты, ошибки и решения. Ремонт квартир, строительство домов, инженерные системы и благоустройство. Понятно, по делу и с примерами.
Украинские новости https://polonina.com.ua онлайн: всё важное о стране, регионах и мире — от экономики и инфраструктуры до культуры и спорта. Лента 24/7, материалы редакции, комментарии экспертов, фото и видео. Читайте, сохраняйте и делитесь — быстро и удобно.
Всё о строительстве https://hydromech.kiev.ua и ремонте в одном месте: материалы, технологии, дизайн, инженерия и безопасность. Экспертные статьи, инструкции, калькуляторы и кейсы. Помогаем планировать работы и экономить бюджет без потери качества.
стоимость согласования перепланировки квартиры [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]skolko-stoit-uzakonit-pereplanirovku-6.ru[/url] .
RavionCore Hub Online – Layout tidy, pages load quickly and navigation straightforward without confusion.
фен выпрямитель дайсон купить в тц багратионовская [url=https://vypryamitel-dsn-kupit-4.ru/]фен выпрямитель дайсон купить в тц багратионовская[/url] .
онлайн обучение для детей [url=https://shkola-onlajn11.ru/]shkola-onlajn11.ru[/url] .
сео центр [url=https://seo-kejsy7.ru/]сео центр[/url] .
онлайн обучение для детей [url=https://shkola-onlajn12.ru/]shkola-onlajn12.ru[/url] .
Xelarionix Hub – Smooth interface, layout clear and purchase process intuitive.
онлайн школа для школьников с аттестатом [url=https://shkola-onlajn14.ru/]shkola-onlajn14.ru[/url] .
ломоносовская школа онлайн [url=https://shkola-onlajn13.ru/]shkola-onlajn13.ru[/url] .
xelarion online – Browsed quickly, store looks genuine and navigation feels smooth.
школа онлайн для детей [url=https://shkola-onlajn15.ru/]школа онлайн для детей[/url] .
Kryvox Live – Layout simple, pages responsive and shopping process felt effortless.
Industry Leaders Hub – Learned new approaches and strategies from experienced leaders.
nolra store – Clean interface, site loads quickly and browsing feels straightforward.
букмекерская контора мелбет сайт [url=https://www.studio-pulse.ru]букмекерская контора мелбет сайт[/url] .
мелбет мобильный сайт [url=http://gbufavorit.ru/]мелбет мобильный сайт[/url] .
Xelra Express Hub – Layout neat, pages load quickly and shopping experience feels straightforward.
Zaviro Access – Pages open quickly, layout simple, and purchasing was easy and convenient.
Let me share the harsh truth: nearly all HVAC failures happen because someone missed a step. Did not calculate the load properly. Used cheap equipment. Miscalculated the insulation needs. We have fixed hundreds of these disasters. And every time, we record another learning. Like in 2017, when we started adding smart thermostats to each installation. Why? Because Sarah, our master tech, got frustrated of watching homeowners waste money on inefficient temperature settings. Now clients save 20-30% yearly.
https://go.bubbl.us/ef7414/3ea2?/Bookmarks
стоимость перепланировки квартиры [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]стоимость перепланировки квартиры[/url] .
sonabet.pro
trusted resource – Navigation is effortless and content is concise and useful
sonabet app login download
digital commerce site – Sleek, modern design aligns perfectly with online shopper expectations.
explore actionpowersmovement – Pleasant interface, easy-to-read sections, and navigation is effortless
Trixo Flow – Fast loading, navigation intuitive and shopping experience simple and effective.
shop link – I got a clear and respectful answer to my question.
olvra web – Fast site with structured content that feels trustworthy
Портал для строителей https://inter-biz.com.ua и заказчиков: советы по ремонту, обзоры материалов, расчёты, сметы и технологии. Реальные кейсы, чек-листы и рекомендации специалистов для надежного результата на каждом этапе работ.
Строительный портал https://prezent-house.com.ua строительство домов и зданий, ремонт квартир, инженерные системы и отделка. Пошаговые инструкции, обзоры материалов, расчёты и советы экспертов для частных и коммерческих проектов.
Женский журнал https://asprofrutsc.org онлайн: тренды бьюти и моды, лайфхаки для дома, рецепты, материнство, карьера и финансы. Экспертные материалы, понятные инструкции и идеи, которые можно применить сразу. Обновления ежедневно, удобная навигация.
axory platform – User-friendly layout, content is organized, and site functions well
интернет магазин спортинвентаря москва [url=https://inventar-v-zal.ru/]интернет магазин спортинвентаря москва[/url] .
скачать новый тик ток 2025 последний мод Scarlet: Ключ к Миру Неофициальных Приложений на iOS Scarlet, как инструмент для установки приложений в обход App Store, становится особенно актуальным для пользователей iPhone, стремящихся к установке TikTok модов. Это открывает доступ к функциям, которые обычно ограничены в официальной версии приложения, например, скачивание видео без водяного знака, расширенные настройки приватности и блокировка рекламы.
bs2web at
Visit Morix – Navigation smooth, content clear and checkout process seamless.
перепланировка квартиры согласование [url=https://pereplanirovka-kvartir4.ru/]перепланировка квартиры согласование[/url] .
QuickClickMorixo – Smooth navigation, organized interface, and locating products is simple.
перепланировка помещения [url=https://pereplanirovka-kvartir3.ru/]pereplanirovka-kvartir3.ru[/url] .
QelaLink – Opened without delays and the content felt accurate.
Rixaro Direct Shop – Site responsive, content straightforward and buying process simple.
portal zorivo – Simple interface, quick navigation and content easy to find.
Nevironexus Market Hub – Click redirects fine, layout clear and navigation easy to follow.
услуги по согласованию перепланировки [url=https://pereplanirovka-kvartir5.ru/]pereplanirovka-kvartir5.ru[/url] .
проект перепланировки квартиры для согласования [url=https://proekt-pereplanirovki-kvartiry20.ru/]проект перепланировки квартиры для согласования[/url] .
Global Partnership Network – Well-designed space for connecting with professionals worldwide.
DealFinderHub – Very reliable platform, finding and purchasing deals is simple and secure.
Kryvox Direct – Layout clean, browsing smooth and checkout steps easy to follow.
школьное образование онлайн [url=https://shkola-onlajn11.ru/]shkola-onlajn11.ru[/url] .
NevironNavigator – Layout organized, pages responsive, and content trustworthy and relevant at every step.
Портал для женщин https://angela.org.ua о современном лайфстайле: бьюти-рутины, мода, здоровье, правильное питание, отношения, работа и отдых. Полезные подборки, честные обзоры, истории и советы экспертов — заходите за вдохновением 24/7.
Портал для женщин https://beautyrecipes.kyiv.ua про гармонию и результат: здоровье, красота, стиль, саморазвитие, семья и отношения. Обзоры косметики и процедур, планы питания, тренировки, советы по дому и вдохновляющие истории. Всё в одном месте, 24/7.
класс с учениками [url=https://shkola-onlajn14.ru/]shkola-onlajn14.ru[/url] .
школьный класс с учениками [url=https://shkola-onlajn12.ru/]shkola-onlajn12.ru[/url] .
landing hub – Fast-loading pages, clear structure, navigation is effortless
I think that everything wrote was actually very logical. However, what about this? suppose you typed a catchier title? I mean, I don’t want to tell you how to run your website, but what if you added a post title that grabbed a person’s attention? I mean %BLOG_TITLE% is kinda plain. You might glance at Yahoo’s front page and see how they create post titles to grab viewers to click. You might try adding a video or a related pic or two to grab readers interested about everything’ve got to say. Just my opinion, it might bring your posts a little livelier.
leebet casino
Всё, что важно https://inclub.lg.ua женщине: здоровье и гормоны, питание и фитнес, стиль и гардероб, отношения и самооценка, уют и рецепты. Экспертные статьи, тесты и подборки. Сохраняйте любимое и делитесь — удобно на телефоне.
retail website – Site looks organized, selection is reasonable, and checkout was fast.
онлайн обучение для школьников [url=https://shkola-onlajn15.ru/]онлайн обучение для школьников[/url] .
explore ideas become forward – Simple sections, readable text, and navigation is smooth and effortless
sonabet.pro
dyson выпрямитель купить оригинал [url=https://vypryamitel-dsn-kupit-4.ru/]vypryamitel-dsn-kupit-4.ru[/url] .
Kelvo Online – Smooth navigation, products clearly displayed and checkout process straightforward.
официальный сайт мелбет [url=www.studio-pulse.ru]официальный сайт мелбет[/url] .
рейтинг спортивных сайтов [url=https://seo-kejsy7.ru/]рейтинг спортивных сайтов[/url] .
NolaroView Network – Pages open quickly, browsing smooth and content presented logically throughout.
visit olvix – Simple interface, easy-to-read content, and a pleasant browsing experience
класс с учениками [url=https://shkola-onlajn13.ru/]shkola-onlajn13.ru[/url] .
melbet ru официальный сайт [url=www.gbufavorit.ru/]melbet ru официальный сайт[/url] .
согласование перепланировки квартиры цена [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]skolko-stoit-uzakonit-pereplanirovku-6.ru[/url] .
Thank you for sharing your thoughts. I really appreciate your efforts and I will be waiting for your further post thank you once again.
Banda Casino зеркало
nexlo online – Smooth navigation, pages loaded quickly and checkout was straightforward.
shopping platform – Products are easy to browse, and filtering made finding what I needed effortless.
Pelix Online Store – Pages opened quickly, content accurate and checkout process straightforward.
https m bs2web at
тик ток мод айфон последняя версия бесплатно TikTok Моды: Настраиваемый Опыт за Пределами Стандарта TikTok моды предлагают пользователям возможность настроить приложение под свои личные нужды. Они зачастую включают функции, позволяющие изменять интерфейс, добавлять новые фильтры и эффекты, а также получать доступ к контенту, недоступному в их регионе. Это создает более персонализированный и интересный опыт использования TikTok.
Remarkable issues here. I’m very happy to peer your post. Thank you a lot and I am having a look ahead to touch you. Will you kindly drop me a mail?
банда казино
nolix portal – Clean design with content that is easy to grasp at a glance
Zylavo Hub Online – Interface minimal, pages responsive and product info easy to read today.
узаконить перепланировку москва [url=https://pereplanirovka-kvartir4.ru/]pereplanirovka-kvartir4.ru[/url] .
Partnership announcement timing affects best crypto signals for news-driven trades. Experienced providers anticipate and react quickly to collaboration announcements that move markets.
согласование переоборудования квартиры [url=https://pereplanirovka-kvartir3.ru/]pereplanirovka-kvartir3.ru[/url] .
ClickEase – Smooth interface, clear layout, and checkout experience was very easy.
Content series momentum maintains when you buy instagram likes consistently. Regular engagement across episodes signals quality encouraging followers to watch entire series maintaining sustained interest.
Queue systems within best hookup sites organize browsing experiences. Curated daily match suggestions or swipe-based discovery systems create structured approaches to finding compatible connections.
Korla Online – Fast-loading pages, interface clear and checkout worked perfectly.
Qulavo Click – Fast site, product pages clear and overall navigation smooth.
shop link – Random find that I ended up saving.
korva.click – Noticed this recently, the content feels up to date and the layout is very comfortable to view
Torix Linker – Navigation logical, site responsive, and product info clear and trustworthy.
перепланировка квартиры в москве [url=https://pereplanirovka-kvartir5.ru/]pereplanirovka-kvartir5.ru[/url] .
заказать проект перепланировки квартиры [url=https://proekt-pereplanirovki-kvartiry20.ru/]заказать проект перепланировки квартиры[/url] .
actioncreatesforwardpath home – Clean design, easy to navigate, and information is straightforward
klyvo platform – Tidy pages, clear information, and straightforward user experience
онлайн обучение для школьников [url=https://shkola-onlajn11.ru/]shkola-onlajn11.ru[/url] .
XalorNavigator – Very responsive, links worked perfectly, and browsing was simple.
Vexaro Point Shop – Clean interface, content well structured and checkout process smooth.
онлайн школы для детей [url=https://shkola-onlajn14.ru/]shkola-onlajn14.ru[/url] .
онлайн школа ломоносов [url=https://shkola-onlajn12.ru/]shkola-onlajn12.ru[/url] .
онлайн школы для детей [url=https://shkola-onlajn15.ru/]онлайн школы для детей[/url] .
web hub shop – Payment was smooth, and confirmation email came right away.
Zexaro Forge Express – Navigation clear, pages load quickly and overall experience pleasant.
online sports betting site [url=http://studio-pulse.ru]online sports betting site[/url] .
инвентарь для спортивных заведений [url=inventar-v-zal.ru]инвентарь для спортивных заведений[/url] .
The coaching clients who found me through Twitter have become my primary income source. They chose me over competitors partly because my follower count suggested expertise. When you buy twitter followers, you’re investing in client acquisition that generates recurring revenue.
Visit Cavaro – Link opened without issues, layout clear, and information seemed trustworthy.
курск где купить выпрямитель для волос дайсон [url=https://vypryamitel-dsn-kupit-4.ru/]vypryamitel-dsn-kupit-4.ru[/url] .
мел бет букмекерская контора официальный сайт [url=https://gbufavorit.ru/]мел бет букмекерская контора официальный сайт[/url] .
закупка ссылок в гугл заказать услугу агентство [url=https://seo-kejsy7.ru/]seo-kejsy7.ru[/url] .
стоимость узаконивания перепланировки [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]skolko-stoit-uzakonit-pereplanirovku-6.ru[/url] .
Zarix Express – Fast loading, navigation intuitive and product details easy to read.
web shop – Organized pages, clear descriptions, and matching product images.
explore now – Smooth interface, quick pages, content is concise and readable
BusinessRelationsHub – Very informative, navigating partnerships feels practical and straightforward.
дистанционное обучение 10-11 класс [url=https://shkola-onlajn13.ru/]shkola-onlajn13.ru[/url] .
Туристический портал https://atrium.if.ua о путешествиях: направления, отели, экскурсии и маршруты. Гайды по городам и странам, советы туристам, визы, билеты и сезонность. Планируйте поездки удобно и вдохновляйтесь идеями круглый год.
focusdrivesmovement corner – Well-organized pages, crisp design, and navigation is effortless
Let me share the ugly truth: the majority of HVAC failures occur because someone ignored a step. Didn’t calculate the load properly. Used incorrect equipment. Miscalculated the insulation needs. We’ve fixed dozens of these disasters. And each and every time, we remember another insight. Like in 2017, when we decided on adding remote monitoring to each install. Why? Because Sarah, our master tech, got frustrated of watching homeowners lose money on inefficient temperature control. Now clients save hundreds yearly.
https://louisqufr227.bearsfanteamshop.com/western-washington-heat-pump-failures-and-how-to-prevent-them
RixvaNavigator – Site loads fast, pages organized, and shopping steps simple to follow.
перепланировка москва [url=https://pereplanirovka-kvartir4.ru/]pereplanirovka-kvartir4.ru[/url] .
согласование перепланировки квартиры москва [url=https://pereplanirovka-kvartir3.ru/]pereplanirovka-kvartir3.ru[/url] .
ClickEase – Pages responsive, layout clear, and content accessible without issues.
UlvaroNavigator – Fast loading, layout intuitive, product info presented clearly.
visit qavon – Smooth experience, pages look modern and content is straightforward
Maverounity online site – Everything feels professional and carefully developed.
Mivaro Link – Site loads fast, navigation clear and overall experience intuitive.
Learn more at Brixel Trustee – Well-structured pages and smooth navigation create a trustworthy impression.
проект перепланировки квартиры москва [url=https://proekt-pereplanirovki-kvartiry20.ru/]проект перепланировки квартиры москва[/url] .
zaviroplex central – Click worked flawlessly, landing page layout clear and relevant.
где согласовать перепланировку [url=https://pereplanirovka-kvartir5.ru/]pereplanirovka-kvartir5.ru[/url] .
Zavirobase Select Shop – Navigation smooth, content easy to read and site experience is user-friendly.
Kryvox Bonding main homepage – Tidy layout, intuitive navigation, and information is easy to trust.
Explore Morixo Trustee – Navigation is intuitive, information is easy to digest, and the site feels trustworthy.
Nolaro Trustee digital site – Clear hierarchy, organized content, and browsing is straightforward.
ломоносов онлайн школа [url=https://shkola-onlajn11.ru/]shkola-onlajn11.ru[/url] .
store page – Everything processed quickly and the confirmation came fast.
Qelaro Bonding platform – Clear structure, professional appearance, and browsing is simple and smooth.
онлайн-школа для детей бесплатно [url=https://shkola-onlajn14.ru/]shkola-onlajn14.ru[/url] .
Kryxo Central Shop – Layout simple, pages load quickly and product info easy to understand.
онлайн-школа для детей бесплатно [url=https://shkola-onlajn12.ru/]shkola-onlajn12.ru[/url] .
useful page – Clean design, reliable links, easy to navigate from start to finish
пансионат для детей [url=https://shkola-onlajn15.ru/]пансионат для детей[/url] .
мелбет ставки на спорт [url=http://studio-pulse.ru]мелбет ставки на спорт[/url] .
explore focusbuildsenergy now – Simple design, fast pages, and information is clear and readable
ExploreStrategicPaths – Helpful guidance, understanding long-term opportunities is clear and efficient.
YavonFlow – Pages load quickly, content well-structured, and navigation effortless.
Quvexa Holdings Site – Simple interface, readable content, and the site feels trustworthy and organized.
ставки на спорт мелбет отзывы [url=http://gbufavorit.ru]ставки на спорт мелбет отзывы[/url] .
сколько стоит узаконить перепланировку [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]сколько стоит узаконить перепланировку[/url] .
Zylra Express – Navigation effortless, layout neat and checkout simple without errors.
Zavix Link – Layout organized, site loads well, and ordering process was intuitive.
Visit Cavaro Bonding – The platform is engaging, with a tidy layout and reliable content.
выпрямитель дайсон купить [url=https://vypryamitel-dsn-kupit-4.ru/]выпрямитель дайсон купить[/url] .
Ravion Bonded online hub – The platform is accessible, with documentation that’s easy to read and updates that are reliable.
digital site – Everything loaded properly, navigation intuitive and no errors noticed.
продвижение наркологии [url=https://seo-kejsy7.ru/]seo-kejsy7.ru[/url] .
Nixaro Point – Information clear, navigation simple and purchasing process effortless.
UlvionHub – Layout looks professional, pages load quickly, and information is easy to find.
онлайн обучение для школьников [url=https://shkola-onlajn13.ru/]онлайн обучение для школьников[/url] .
Kryvox Capital business site – Clear hierarchy, concise content, and navigation feels reliable.
Naviro Bonding web page – Easy-to-follow design, clear content, and navigation works smoothly.
this online store – Simple design helps focus on products without unnecessary clutter.
Nolaro Trustee digital site – Clear hierarchy, organized content, and browsing is straightforward.
Visit Qelaro Capital – Well-structured pages, fast loading, and browsing is intuitive.
Quvexa Trust Network – Organized sections, content is readable, and navigation flows smoothly.
ravixo corner – Fast-loading layout, clear text, and useful information throughout
Visit Zavro – Layout clean, browsing simple and checkout process seamless.
explore here – Lightweight pages and neat design, great for casual browsing
спортивный инвентарь для бодибилдинга [url=http://www.inventar-v-zal.ru]http://www.inventar-v-zal.ru[/url] .
RavloSpot – Clean design, images are precise, and product info is easy to access.
Zexaro Mart – Navigation smooth, pages responsive and products simple to browse.
official signalguidesgrowth – Logical layout and readable text create a pleasant browsing experience
школьный класс с учениками [url=https://shkola-onlajn14.ru/]школьный класс с учениками[/url] .
InnovativeGrowthIdeas – Practical guidance, understanding growth strategies feels simple and intuitive.
Explore Cavaro Trust Group – Fast navigation and organized details make the platform simple to use.
Женский медиа-портал https://abuki.info про вдохновение и практику: тренды красоты, идеи образов, забота о теле, эмоциональное равновесие, материнство и быт. Подборки, гайды и понятные советы, которые легко применять каждый день.
Всё о строительстве https://buildportal.kyiv.ua и ремонте: от проектирования и фундамента до чистовой отделки. Статьи, гайды, калькуляторы и кейсы. Полезно для застройщиков, мастеров, дизайнеров и тех, кто строит для себя.
Туристический портал https://feokurort.com.ua с идеями и практикой: страны и города, пляжи и горы, активный отдых и экскурсии. Советы по перелётам, жилью и безопасности, лучшие сезоны и лайфхаки для путешествий.
онлайн-школа с аттестатом бесплатно [url=https://shkola-onlajn11.ru/]shkola-onlajn11.ru[/url] .
CreativeInnovationHub – Easy-to-digest lessons, learning about innovations feels natural.
Ravion Bond Site – Smooth layout, concise explanations, and users can find info quickly.
ClickEaseBrixel – Pages responsive, browsing smooth, and interface clear and professional.
класс с учениками [url=https://shkola-onlajn15.ru/]класс с учениками[/url] .
букмекерская контора мелбет официальный сайт [url=www.studio-pulse.ru]букмекерская контора мелбет официальный сайт[/url] .
online site – Concept is appealing, content is clear, and the structure is consistent.
пансионат для детей [url=https://shkola-onlajn12.ru/]пансионат для детей[/url] .
Cavix website – The structure is simple, helping users understand the site’s role.
Vixaro Hub – Layout neat, pages responsive and purchase steps simple to follow.
item store – Shipping seemed fair, and estimated delivery dates were realistic.
Kryvox Trust landing page – Smooth flow between pages, content is clearly organized, and key details stand out.
согласование перепланировки квартиры цена [url=https://skolko-stoit-uzakonit-pereplanirovku-6.ru/]skolko-stoit-uzakonit-pereplanirovku-6.ru[/url] .
Pelixo Bond Group online – Intuitive navigation, readable layout, and the site feels reliable.
скачать мелбет ставки на спорт мобильная [url=http://gbufavorit.ru]скачать мелбет ставки на спорт мобильная[/url] .
sonabet.pro
Naviro Capital official site – Well-structured layout, intuitive navigation, and fast page response.
Explore Qelaro Trustline – Smooth interface, organized content, and overall experience is user-friendly.
Korivo Spot – Navigation easy, pages fast and shopping experience pleasant.
useful link – Intuitive layout, sections are concise and easy to browse
ClickXpress – Navigation intuitive, pages fast, and finding products is easy.
Velixonode Flow – Pages load quickly, interface minimal and shopping feels easy.
TrivoxSpot – Fast redirect, pages opened correctly and info looked reliable.
Ravion Capital Platform – Simple design, logical layout, and pages load fast.
Онлайн авто портал https://necin.com.ua о новых и подержанных автомобилях: каталоги моделей, рейтинги, отзывы владельцев и экспертные обзоры. Новости рынка, технологии, электромобили и полезные сервисы для выбора авто.
Авто портал https://bestsport.com.ua для водителей и автолюбителей: обзоры и тест-драйвы, сравнение моделей, характеристики, цены и новости автопрома. Советы по покупке, эксплуатации и обслуживанию автомобилей. Всё об авто — удобно и понятно.
Мужской портал https://realman.com.ua про жизнь и эффективность: здоровье, сила и выносливость, карьера, инвестиции, стиль и отношения. Экспертные материалы, обзоры и чек-листы. Читайте онлайн и применяйте на практике.
Learn more at Cavaro Union – Clear visuals, steady brand identity, and the purpose is easy to grasp.
дистанционное обучение 1 класс [url=https://shkola-onlajn13.ru/]дистанционное обучение 1 класс[/url] .
signalactivatesgrowth – Browsed around and liked how clear and straightforward everything looks
современные seo кейсы [url=https://seo-kejsy7.ru/]seo-kejsy7.ru[/url] .
Here’s the harsh truth: nearly all HVAC failures occur because someone missed a step. Didn’t calculate the load properly. Used undersized equipment. Misjudged the insulation needs. We’ve fixed dozens of these messes. And each and every time, we record another lesson. Like in 2017, when we began adding remote monitoring to every install. Why? Because Sarah, our master tech, got sick of watching homeowners burn money on poor temperature management. Now clients save $500+ yearly.
https://holdenvzvz282.wpsuo.com/skagit-countys-guide-to-choosing-an-energy-efficient-hvac-system
bryxo hub – Straight to the point site where navigation behaves well
resource hub – Browsing felt secure thanks to detailed security descriptions.
ClickEaseQulix – Interface neat, pages load fast, and browsing workflow feels natural.
DigitalShopGuide – Well-organized layout, shopping online feels natural and easy.
Naviro Trustee website – The site feels trustworthy thanks to its organized presentation.
Ravion Trustline Home – Clear layout, content is easy to follow and navigation feels intuitive.
Xelivo Hub Shop – Fast pages, content clear and ordering process intuitive.
web shop – Everything appeared normal and responsive on first visit.
Hello! Do you know if they make any plugins to protect against hackers? I’m kinda paranoid about losing everything I’ve worked hard on. Any suggestions?
https://i-medic.com.ua/tykhyi-bunt-yak-zvukova-izolyatsiya.html
Pelixo Capital homepage – Clean design, content is easy to follow, and navigation feels smooth.
Mavero Capital business site – Professional interface, concise messaging, and browsing feels effortless.
Check Qorivo Bonding – Simple structure, clear headings, and navigation feels effortless.
Check Neviror Trust – Clean visuals, structured information, and browsing is intuitive.
BondXevra – Site is user-friendly, design is clear, and I found everything effortlessly.
blsp ap
Всё о туризме https://hotel-atlantika.com.ua и отдыхе в одном месте: направления, визы, транспорт, отели и развлечения. Путеводители, маршруты, обзоры и советы опытных путешественников. Удобно планировать поездки онлайн.
Онлайн-портал https://deluxtour.com.ua для путешественников: куда поехать, что посмотреть, где остановиться и как сэкономить. Маршруты, подборки, отзывы, карты и полезные сервисы. Актуальная информация для самостоятельных поездок и отдыха.
Портал для строителей https://rvps.kiev.ua и заказчиков: ремонт, строительство, сметы и проекты. Обзоры материалов, расчёты, чек-листы и советы специалистов, которые помогают планировать работы и экономить бюджет.
Check out Kavion Bonding – Solid structure and reliable presentation make the platform easy to follow.
sonabet.pro
sonabet net
directionunlocksgrowth – Nice first impression, navigation is intuitive and pages feel uncluttered
Rixaro Capital Site – Clean design, structured information, and users can navigate without confusion.
букмекерская контора мелбет официальный сайт [url=https://rusfusion.ru]букмекерская контора мелбет официальный сайт[/url] .
Pelixo Online – Site responsive, content organized clearly and checkout steps straightforward.
digital page – Layout is straightforward, information is presented clearly and concisely.
product marketplace – Products are clearly displayed, and filtering helped me make quick choices.
useful link – Smooth interface, concise sections, very readable content
Mivon official site – Transparency is noticeable right away, giving the platform a solid first impression.
Pelixo Trust Group hub – Smooth interface, easy-to-read content, and the experience feels reliable.
FutureNavigatorOnline – Insightful and engaging, exploring future opportunities is easy to follow.
QoriCenter – Interface professional, content easy to read, and finding key information feels straightforward.
Rixaro Holdings Resources – Well-structured pages, concise explanations, and users can browse easily.
shop plixo – Easy-to-follow layout, navigation intuitive and checkout went without issues.
Qorivo Holdings Official – Easy-to-use site, clear headings, and the layout feels reliable.
Ремонт помещений https://sinega.com.ua зданий и квартир: косметический и капитальный ремонт под ключ. Выравнивание стен, отделка, замена коммуникаций, дизайн-решения и контроль качества. Работаем по смете, в срок и с гарантией.
Портал для туристов https://inhotel.com.ua и путешественников: гайды по странам, маршруты, достопримечательности и события. Практичные советы, карты, подборки и идеи для отпуска, выходных и активных путешествий.
Строительный портал https://techproduct.com.ua для практики и идей: технологии, материалы, инструменты, сметы и проекты. Разбираем ошибки, делимся решениями и помогаем выбрать оптимальные варианты для строительства и ремонта.
Official Torivo Site – Clean concept, seems reliable and built with longevity in mind.
Kavion Trustee web portal – Polished visuals, noticeable reliability cues, and intuitive page flow.
UlviroBondGroup Info – Checked this out, looks reliable and content is clear and structured.
Neviro Union official site – Organized pages, professional design, and users can find what they need quickly.
cavix online – Straightforward layout paired with informative text
Neviro Point – Fast loading, organized pages and navigation simple for everyone.
check progressmovesintelligently – Pages load fast, content is clear, and everything feels accessible
работа хостес азия Работа хостес в Корее – это мерцающий портал в мир, где экзотическая культура переплетается с возможностью заработка, однако, за глянцевым фасадом скрываются реалии, требующие осознанного выбора и стойкости. Это не просто работа, а погружение в новую среду, где важны как внешние данные, так и умение адаптироваться к чужим правилам. Готовы ли вы к этому вызову? Работа хостес в Южной Корее для многих девушек предстает заманчивой перспективой, манящей быстрым заработком и впечатлениями. Но прежде чем отправиться в это приключение, стоит внимательно изучить отзывы тех, кто уже прошел этот путь, чтобы избежать разочарований и неприятных сюрпризов. Важно понимать, что успех зависит не только от внешности, но и от личных качеств, таких как коммуникабельность, стрессоустойчивость и умение находить общий язык с разными людьми. Хостес в Корее – это не просто девушка, встречающая гостей. Это лицо заведения, создающее первое впечатление и атмосферу, располагающую к приятному времяпрепровождению. В обязанности хостес входит радушный прием гостей, поддержание комфортного общения и создание позитивного настроения. Это работа, требующая такта, обаяния и умения находить подход к каждому посетителю. Вакансия хостес в Корее – это не всегда то, чем кажется на первый взгляд. Тщательно проверяйте работодателя, условия работы, предлагаемую зарплату и наличие необходимых документов. Не стесняйтесь задавать вопросы и требовать прозрачности, чтобы избежать мошенничества и не попасть в неприятную ситуацию. Работа хостес Корея отзывы способны пролить свет на многие нюансы, которые обычно умалчиваются в рекламных объявлениях. Читайте реальные истории девушек, работавших в этой сфере, чтобы получить объективную картину и сделать взвешенное решение. Помните, что чужой опыт может стать ценным уроком и уберечь вас от ошибок.
Rixaro Trust Official Portal – Simple layout, readable content, and browsing is quick and reliable.
site hub – Pages load without issues, text is readable, and presentation feels professional.
sales site – Smooth ordering process, no popups or extra steps in the way.
simple URL – Clean visuals and fast loading made it enjoyable
Plavex Capital official site – Clear hierarchy, organized details, and the experience is professional.
brixo web shop – Navigation intuitive, product listings clear and payment steps simple.
Qelix online hub – Clean design and well-presented details make navigation effortless.
Kavion Trust Group homepage – Strong visual appeal, straightforward content, and seamless navigation make browsing simple.
Ландшафтный дизайн https://kinoranok.org.ua ремонт и строительство под ключ: проектирование участков, благоустройство, озеленение, дорожки, освещение и малые архитектурные формы. Комплексные роботы для частных и коммерческих объектов с гарантией качества.
Qorivo Trustline Platform – Easy interface, fast pages, and content is straightforward.
Авто портал https://autoblog.kyiv.ua о машинах и технологиях: обзоры, характеристики, цены, тюнинг и обслуживание. Помогаем выбрать автомобиль под бюджет и задачи, следить за новинками и принимать взвешенные решения.
Новинки технологий https://axioma-techno.com.ua искусственный интеллект, гаджеты, смартфоны, IT-решения и цифровые сервисы. Обзоры, сравнения, тренды и объяснения простым языком. Узнавайте первыми о технологиях, которые меняют бизнес и повседневную жизнь.
TrivoxBonding Overview – Came across this resource, content appears accurate and professionally written.
ToriVoAccess – Interface clean, browsing smooth, and finding items feels straightforward and safe.
melbet..com [url=https://rusfusion.ru]melbet..com[/url] .
Xeviro Market – Navigation intuitive, pages load fast and ordering was straightforward.
Torivo Bond Official Portal – Simple structure, readable content, and pages load quickly without delay.
Nixaro Holdings info hub – Minimalistic design, structured content, and browsing is straightforward.
SmartStudyHub – Informative and clear, understanding ideas is simple and approachable.
actiondrivesdirection link – Modern layout, well-structured content, and browsing feels natural
web platform – Not overwhelming at all, the info is clear and navigation is straightforward.
sales site – The shop looks legitimate and well-documented.
zalvo homepage – Clear layout, information is easy to locate, and navigation feels smooth
Torivo Capital Resources – Clean design, organized content, and navigation is intuitive for users.
Let me share the brutal truth: most HVAC failures occur because someone skipped a step. Did not calculate the load accurately. Used incorrect equipment. Misjudged the insulation needs. We’ve personally fixed countless of these messes. And every time, we record another learning. Like in 2017, when we began adding WiFi controls to every system. Why? Because Sarah, our lead tech, got tired of watching homeowners waste money on inefficient temperature management. Now clients save 20-30% yearly.
https://www.inkitt.com/gunnalxyks